Спосіб формування газопорошкового потоку при плазмовому нанесенні покриттів
Номер патенту: 29480
Опубліковано: 10.01.2008
Автори: Свистун Сергій Вікторович, Пащенко Валерій Миколайович, Кузнєцов Валерій Дмитрович
Формула / Реферат
Спосіб формування газопорошкового потоку при плазмовому нанесенні покриття шляхом запалювання електричної дуги в дуговому каналі, нагрівання електричною дугою плазмоутворювального газу, який її обдуває, формування плазмового потоку, введення дисперсного матеріалу у потік плазми, який відрізняється тим, що початкову та більшу частину основної ділянки дуги розміщують на вхідній, а меншу частину основної ділянки дуги та її приелектродну ділянку на вихідній ділянці дугового каналу, під кутом до початкової та основної ділянок дуги, при цьому дисперсний матеріал вводять в зоні переходу вхідної ділянки дугового каналу у вихідну, співвісно з напрямком витікання плазмового потоку.
Текст
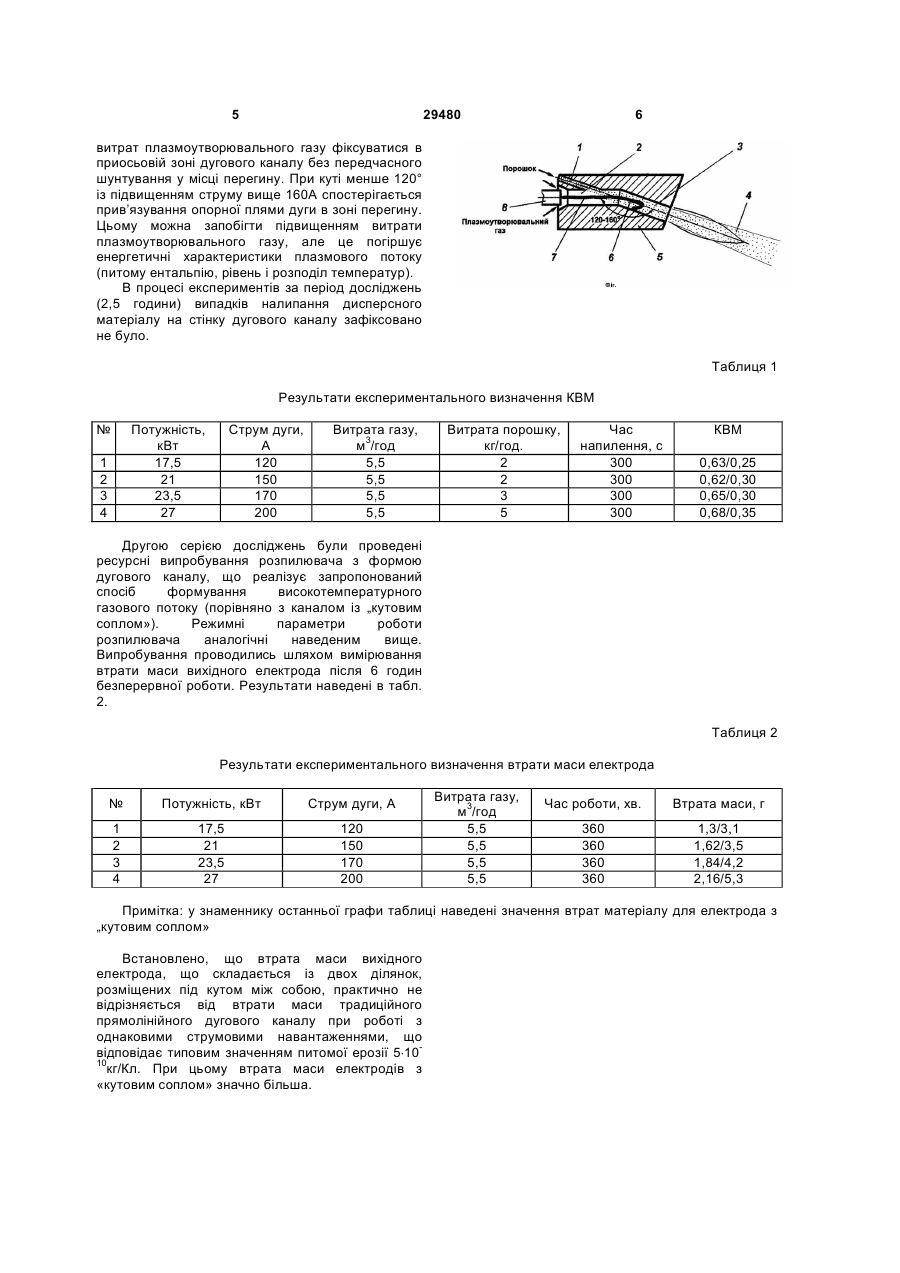
Спосіб формування газопорошкового потоку при плазмовому нанесенні покриття шляхом запалювання електричної дуги в дуговому каналі, 3 електричної дути, що горить у прямолінійному дуговому каналі, нагрівання дугою плазмоутворювального газу, який її обдуває, формування потоку високотемпературного газу. За межами електричної дуги встановлюється так зване „кутове сопло”, що розміщується під деяким кутом до дугового каналу, і яке є продовженням дугового каналу. Дуга розміщується на прямолінійній частині дугового каналу, а сопловий пристрій тільки змінює напрямок витікання вже сформованого плазмового потоку. При певному куті між дуговим каналом і сопловим пристроєм можна звести до мінімуму неспіввісність між каналом подавання дисперсного матеріалу і поздовжньою віссю соплового отвору. Таким чином, цей спосіб дозволяє в деякій мірі узгодити напрямки витікання плазмового потоку і подавання дисперсного матеріалу, знизити ймовірність перетинання нагрітими частинками перерізу дугового каналу, підвищити час перебування частинок у високотемпературному газовому потоці. Однак способу притаманний суттєвий недолік: відхилення плазмового потоку на стадії розвиненої турбулентної течії викликає різке зростання теплових втрат у стінку сопла в місці повороту струменя плазми, що погіршує енергетичні параметри плазмотрона і значно скорочує ресурс роботи вихідного електрода. В основу корисної моделі поставлена задача вдосконалення способу формування газопорошкового потоку при плазмовому нанесенні покриттів шляхом гармонізації напрямків витікання плазмового потоку і подавання порошкового матеріалу при одночасній мінімізації втрат тепла в елементи конструкції розпилювача, що дозволяє подовжити час перебування порошку в активній зоні плазмового потоку, підвищивши тим самим коефіцієнт використання матеріалу в процесі нанесення покриття, і зберегти рівень втрат в елементи конструкції розпилювача, зберігши тим самим значення його коефіцієнту корисної дії. Поставлена задача вирішується шляхом запалювання електричної дуги в дуговому каналі, нагрівання електричною дугою плазмоутворювального газу, який її обдуває, формування плазмового потоку і введення дисперсного матеріалу у потік плазми, новим є те, що початкову та більшу частину основної ділянки дуги розміщують на вхідній, а меншу частину основної ділянки дуги та її приелектродну ділянку на вихідній ділянці дугового каналу, під кутом до початкової та основної ділянок дуги, а дисперсний матеріал вводять в районі переходу вхідної ділянки дугового каналу у вихідну, співвісно з напрямком витікання плазмового потоку. Це дає змогу в деякій мірі захистити стінки дугового каналу в місці зміни напрямку руху газового потоку від тепла нагрітої частини газу за допомогою збереженого на цьому етапі формування потоку плазми холодного прошарку газу між стінкою каналу та електричною дугою і не повністю сформованим плазмовим потоком. Спосіб ілюструється кресленням (Фіг.), де: 1 - канал порошкопроводу; 29480 4 2 - вхідна ділянка дугового каналу; 3 - вихідна ділянка дугового каналу; 4 - газопорошковий потік; 5 - вихідний електрод; 6 - кінцева ділянка стовпа дуги та її приелектродна ділянка; 7 - початкова і основна частина стовпа дуги Порошок, який вводиться співвісно із напрямком витікання високотемпературного газу, не має радіальної складової швидкості (відносно поздовжньої осі дугового каналу). В результаті формується газопорошковий потік, в якому дисперсний матеріал починає нагріватися і прискорюватися ще до формування розвиненої турбулентної течії газового потоку, частково ще в області горіння електричної дуги. При цьому ймовірність перетинання частинками порошку перерізу дугового каналу і налипання на стінці дугового каналу, внаслідок відсутності радіальної складової швидкості у частинок, різко знижується. Спосіб був реалізований на дуговому плазмотроні лінійної схеми (Фіг), в якому дуга горить між термохімічним електродом 8 і вихідним електродом 5. Дуговий канал складається із двох ділянок - вхідної 2 та вихідної 3, розміщених під кутом одна відносно другої. При цьому початкова та основна ділянка стовпа дуги, а, відповідно, ламінарна і перехідна ділянки газового потоку 7 розміщуються на вхідній ділянці дугового каналу 2, а частина стовпа дуги і приелектродна ділянка дуги, а, відповідно, і ділянка розвиненої течії плазмового потоку 6 - на вихідній ділянці каналу 3. Порошок вводиться в районі переходу вхідної ділянки дугового каналу 2 у вихідну 3 через канал порошкопроводу 1. Осі каналу порошкопроводу і вихідної ділянки дугового каналу співпадають. В якості плазмоутворювального газу використане повітря. Загальна потужність розпилювача становила 25...30кВт; діапазон зміни струму дуги 100...200А; витрата повітря не перевищувала 5,5...6м3/год. Для порівняння, аналогічні режимні параметри роботи були встановлені на розпилювачі з прямим дуговим каналом. Напилювався порошок Аl2О3 марки Г-0, ГОСТ 6912-74 із виділеною фракцією 25...50мкм на зразки із Ст.3 розміром 150x150мм. Визначався коефіцієнт використання матеріалу, як співвідношення маси матеріалу покриття на зразку до загальної маси використаного порошку. Результати вимірювань наведені в табл. 1. Встановлено, що за рахунок подовження часу перебування дисперсного матеріалу в активній зоні плазмового струменя і умов теплообміну з високотемпературним газом суттєво підвищується коефіцієнт використання матеріалу (у знаменнику для порівняння наведені значення КВМ для розпилювача з прямим соплом і подаванням порошку в канал на відстані 5мм від зрізу сопла). Кут між ділянками дугового каналу змінювався від 90° до 170°. Верхня межа дослідженого діапазону зміни кута обмежується технічною можливістю розміщення в межах конструкції розпилювача каналу 1 і штуцера для подавання дисперсного матеріалу (Фіг.). Нижня межа - здатністю дуги в заданому діапазоні зміни струму (100...200А) і 5 29480 6 витрат плазмоутворювального газу фіксуватися в приосьовій зоні дугового каналу без передчасного шунтування у місці перегину. При куті менше 120° із підвищенням струму вище 160А спостерігається прив’язування опорної плями дуги в зоні перегину. Цьому можна запобігти підвищенням витрати плазмоутворювального газу, але це погіршує енергетичні характеристики плазмового потоку (питому ентальпію, рівень і розподіл температур). В процесі експериментів за період досліджень (2,5 години) випадків налипання дисперсного матеріалу на стінку дугового каналу зафіксовано не було. Таблиця 1 Результати експериментального визначення КВМ № Потужність, кВт 17,5 21 23,5 27 1 2 3 4 Струм дуги, А 120 150 170 200 Витрата газу, м3/год 5,5 5,5 5,5 5,5 Витрата порошку, кг/год. 2 2 3 5 Час напилення, с 300 300 300 300 КВМ 0,63/0,25 0,62/0,30 0,65/0,30 0,68/0,35 Другою серією досліджень були проведені ресурсні випробування розпилювача з формою дугового каналу, що реалізує запропонований спосіб формування високотемпературного газового потоку (порівняно з каналом із „кутовим соплом»). Режимні параметри роботи розпилювача аналогічні наведеним вище. Випробування проводились шляхом вимірювання втрати маси вихідного електрода після 6 годин безперервної роботи. Результати наведені в табл. 2. Таблиця 2 Результати експериментального визначення втрати маси електрода № Потужність, кВт Струм дуги, А 1 2 3 4 17,5 21 23,5 27 120 150 170 200 Витрата газу, м3/год 5,5 5,5 5,5 5,5 Час роботи, хв. Втрата маси, г 360 360 360 360 1,3/3,1 1,62/3,5 1,84/4,2 2,16/5,3 Примітка: у знаменнику останньої графи таблиці наведені значення втрат матеріалу для електрода з „кутовим соплом» Встановлено, що втрата маси вихідного електрода, що складається із двох ділянок, розміщених під кутом між собою, практично не відрізняється від втрати маси традиційного прямолінійного дугового каналу при роботі з однаковими струмовими навантаженнями, що відповідає типовим значенням питомої ерозії 5×1010 кг/Кл. При цьому втрата маси електродів з «кутовим соплом» значно більша.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of formation of gas-powder flow at plasma application of coatings
Автори англійськоюPaschenko Valerii Mykolaiovych, Kuznietsov Valerii Dmytrovych, Svystun Serhii Viktorovych
Назва патенту російськоюСпособ формирования газопорошкового потока при плазменном нанесении покрытий
Автори російськоюПащенко Валерий Николаевич, Кузнецов Валерий Дмитриевич, Свистун Сергей Викторович
МПК / Мітки
Мітки: покриттів, спосіб, формування, газопорошкового, нанесенні, потоку, плазмовому
Код посилання
<a href="https://ua.patents.su/3-29480-sposib-formuvannya-gazoporoshkovogo-potoku-pri-plazmovomu-nanesenni-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування газопорошкового потоку при плазмовому нанесенні покриттів</a>
Спосіб формування трас інформаційного потоку в телекомунікаційній транспортній мережі
Номер патенту: 14915
Опубліковано: 15.06.2006
Автори: Коршун Євгеній Іванович, Головцева Наталія Вікторівна, Костік Богдан Ярославович, Дубінін Георгій Олександрович, Каріченський Олександр Володимирович, Киселевський Олександр Георгійович
МПК: H04Q 9/00, H04Q 11/00
Мітки: мережі, формування, спосіб, телекомунікаційній, інформаційного, трас, потоку, транспортний
Формула / Реферат:
Спосіб формування трас інформаційного потоку в телекомунікаційній транспортній мережі, що включає створення за допомогою устаткування телекомунікаційної транспортної мережі траси для направлення інформаційного потоку та його направлення по мережі, який відрізняється тим, що з устаткування первинних мереж створюють автоматизовану телекомунікаційну транспортну мережу, ґрунтуючись на фізичних зв'язках між вузлами мережі, за допомогою...
Спосіб формування електронного потоку в магнетронних приладах з холодним вторинно-емісійним катодом та генератор електромагнітних коливань

Номер патенту: 74966
Опубліковано: 15.02.2006
Автори: Довбня Анатолій Миколайович, Чурюмов Геннадій Іванович, Закутін Валерій Вікторович, Решетняк Миколай Григорович, Старчевський Юрій Львович
МПК: H01J 25/00
Мітки: спосіб, вторинно-емісійним, холодним, потоку, генератор, приладах, електромагнітних, електронного, магнетронних, коливань, катодом, формування
Формула / Реферат:
1. Спосіб формування електронного потоку в магнетронних приладах з холодним вторинно-емісійним катодом, що полягає в створенні початкового просторового заряду в результаті подачі імпульсу анодної напруги, створенні автоелектронної емісії, розмноженні вторинно-емісійних електронів та створенні електронного потоку, який відрізняється тим, що фронт імпульсу анодної напруги формують зі спадаючою ділянкою і збільшують енергію бомбардування катода...
Спосіб формування зносостійких покриттів
Номер патенту: 47955
Опубліковано: 15.07.2002
Автори: Антонюк Віктор Степанович, Ляшенко Борис Артемович, Волкогон Володимир Михайлович, Возненко Вікторія Віталіївна
МПК: B23H 9/00
Мітки: зносостійких, покриттів, спосіб, формування
Формула / Реферат:
Спосіб формування зносостійких покриттів, що включає нанесення легуючих елементів, розташованих острівцями на поверхні, шляхом вибору оптимальної щільності, який відрізняється тим, що щільність нанесення покриття складає від 30% до 80% із співвідношення мікротвердості легуючого елемента і основного матеріалу, а крок між острівцями визначають із співвідношення діаметра острівця до глибини проникнення легуючого елемента в матеріал в межах від 2...
Спосіб формування потоку світлового випромінювання світлофора і пристрій для його здійснення
Номер патенту: 47991
Опубліковано: 15.07.2002
Автори: Прибилов Георгій Якович, Мещеряков Євген Михайлович, Михайлик Олександр Костянтинович, Терещук Анатолій Олексійович, Писарець Володимир Олексійович, Таранушко Георгій Іванович
МПК: G08G 1/095
Мітки: спосіб, світлового, формування, випромінювання, пристрій, потоку, здійснення, світлофора
Формула / Реферат:
1. Спосіб формування потоку світлового випромінювання світлофора, в основу якого покладено проходження штучного світлового випромінювання через лінзові елементи розсіювача світлофора, який відрізняється тим, що за допомогою лінзових елементів змінюють геометричну форму перерізу світлового потоку світлофора, формуючи світлове випромінювання, діаграма розсіювання якого має різні кути у вертикальній і горизонтальній площинах.2. Спосіб за...
Спосіб електродугового нанесення покриттів електропровідних матеріалів
Номер патенту: 76364
Опубліковано: 17.07.2006
Автори: Сааков Валентин Олександрович, Сааков Олександр Герасимович
Мітки: спосіб, матеріалів, нанесення, електродугового, електропровідних, покриттів
Формула / Реферат:
1. Спосіб електродугового нанесення покриттів з електропровідних матеріалів, який включає подавання одного з двох витратних електродів співвісно потоку суміші продуктів згоряння вуглеводнів з повітрям, що розпилює розплавлений матеріал, і подавання другого витратного електрода під кутом 20-80° до першого, регулювання продуктивності нанесення покриття зміною струму дуги і розпилення розплавленого електропровідного матеріалу продуктами згоряння...
Попередній патент: Привод механізму затиску
Наступний патент: Газоструминний пристрій для руйнування блокових масивів
Випадковий патент: g-кристалічна форма трет-бутиламінової солі періндоприлу, спосіб її одержання і фармацевтична композиція, що її містить