Спосіб виготовлення котушки електромагнітного вагоносповільнювача
Номер патенту: 29644
Опубліковано: 15.11.2000
Автори: Колчак Костянтин Вітальйович, Коваленко Анатолій Андрійович, Мєліков-Колчак Андрєй Вітальєвіч, Колчак Віталій Миколайович
Формула / Реферат
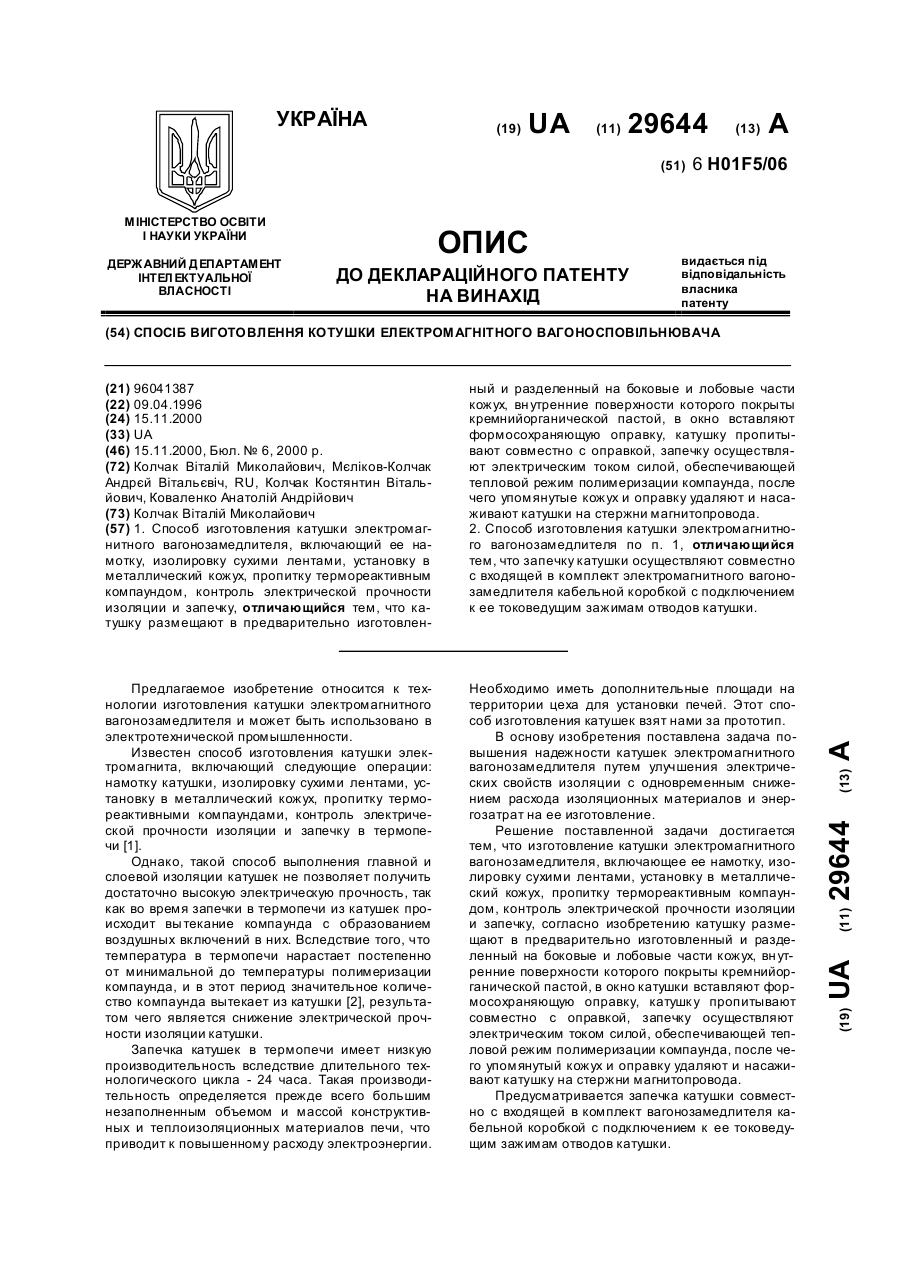
1. Способ изготовления катушки электромагнитного вагонозамедлителя, включающий ее намотку, изолировку сухими лентами, установку в металлический кожух, пропитку термореактивным компаундом, контроль электрической прочности изоляции и запечку, отличающийся тем, что катушку размещают в предварительно изготовленный и разделенный на боковые и лобовые части кожух, внутренние поверхности которого покрыты кремнийорганической пастой, в окно вставляют формосохраняющую оправку, катушку пропитывают совместное оправкой, запечку осуществляют электрическим током силой, обеспечивающей тепловой режим полимеризации компаунда, после чего упомянутые кожух и оправку удаляют и насаживают катушки на стержни магнитопровода.
2. Способ изготовления катушки электромагнитного вагонозамедлителя по п.1, отличающийся тем, что запечку катушки осуществляют совместное входящей в комплект электромагнитного вагонозамедлителя кабельной коробкой с подключением к ее токоведущим зажимам отводов катушки.
Текст
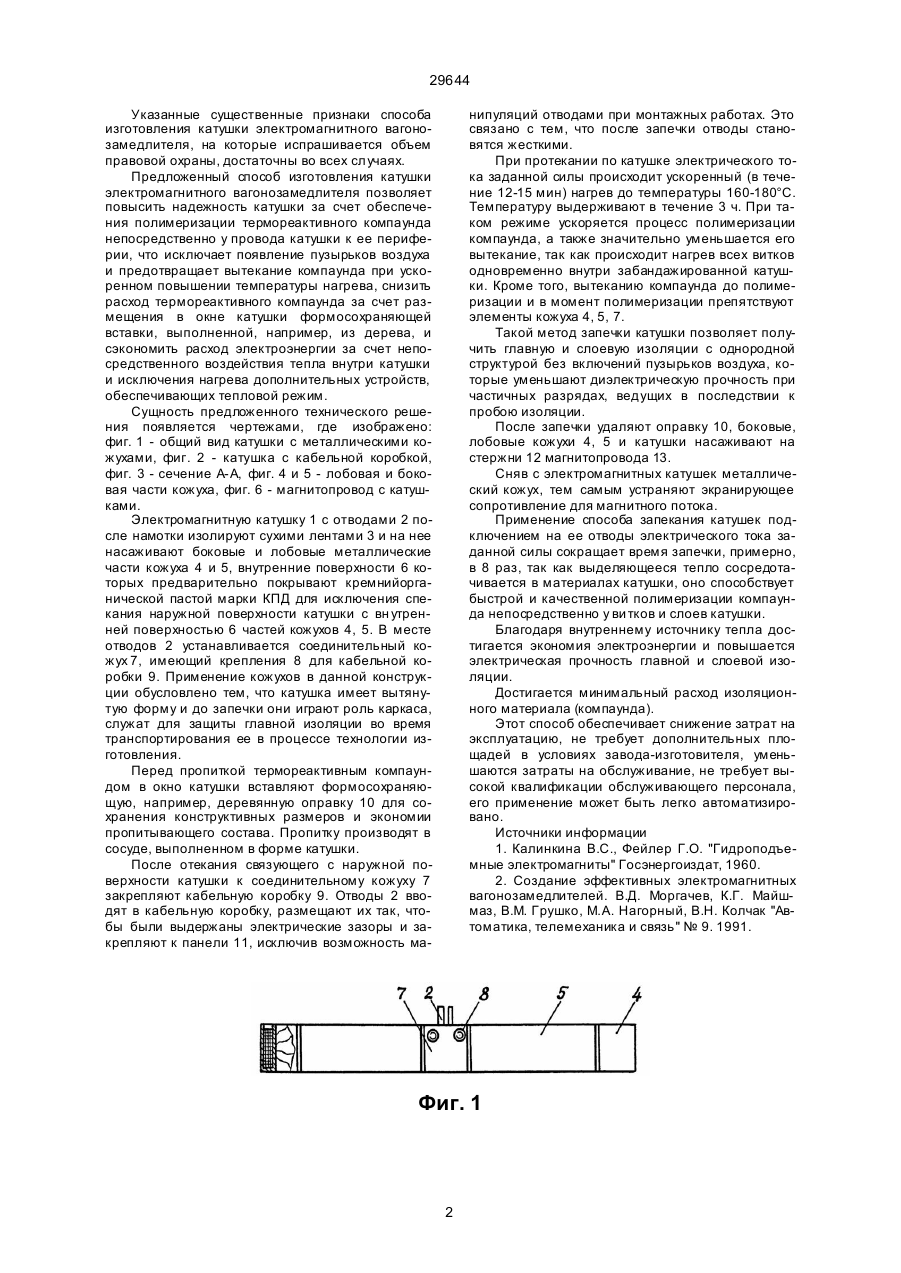
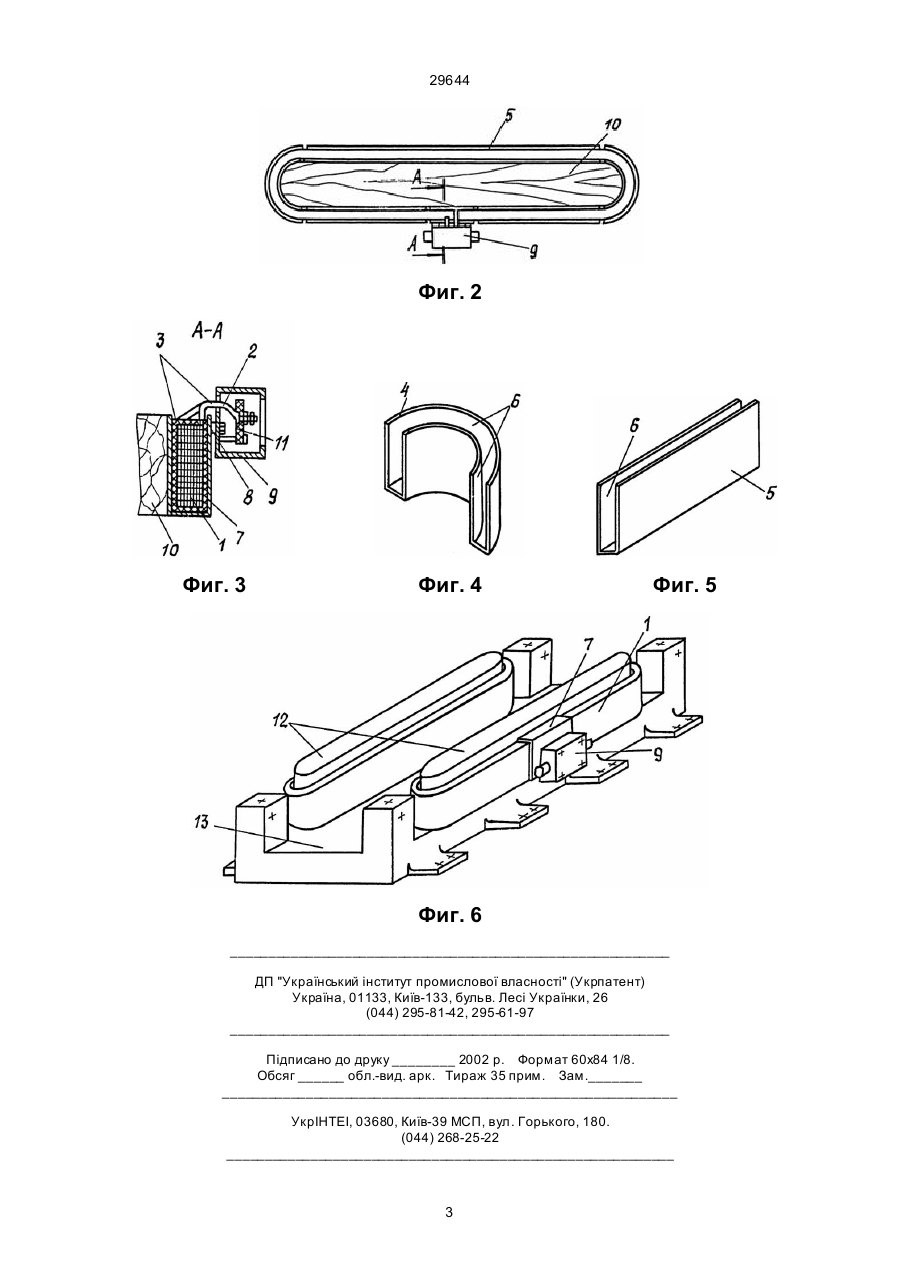
1. Способ изготовления катушки электромагнитного вагонозамедлителя, включающий ее намотку, изолировку сухими лентами, установку в металлический кожух, пропитку термореактивным компаундом, контроль электрической прочности изоляции и запечку, отличающийся тем, что катушку размещают в предварительно изготовлен 29644 Указанные существенные признаки способа изготовления катушки электромагнитного вагонозамедлителя, на которые испрашивается объем правовой охраны, достаточны во всех случаях. Предложенный способ изготовления катушки электромагнитного вагонозамедлителя позволяет повысить надежность катушки за счет обеспечения полимеризации термореактивного компаунда непосредственно у провода катушки к ее периферии, что исключает появление пузырьков воздуха и предотвращает вытекание компаунда при ускоренном повышении температуры нагрева, снизить расход термореактивного компаунда за счет размещения в окне катушки формосохраняющей вставки, выполненной, например, из дерева, и сэкономить расход электроэнергии за счет непосредственного воздействия тепла внутри катушки и исключения нагрева дополнительных устройств, обеспечивающих тепловой режим. Сущность предложенного технического решения появляется чертежами, где изображено: фиг. 1 - общий вид катушки с металлическими кожухами, фиг. 2 - катушка с кабельной коробкой, фиг. 3 - сечение А-А, фиг. 4 и 5 - лобовая и боковая части кожуха, фиг. 6 - магнитопровод с катушками. Электромагнитную катушку 1 с отводами 2 после намотки изолируют сухими лентами 3 и на нее насаживают боковые и лобовые металлические части кожуха 4 и 5, внутренние поверхности 6 которых предварительно покрывают кремнийорганической пастой марки КПД для исключения спекания наружной поверхности катушки с вн утренней поверхностью 6 частей кожухов 4, 5. В месте отводов 2 устанавливается соединительный кожух 7, имеющий крепления 8 для кабельной коробки 9. Применение кожухов в данной конструкции обусловлено тем, что катушка имеет вытянутую форму и до запечки они играют роль каркаса, служат для защиты главной изоляции во время транспортирования ее в процессе технологии изготовления. Перед пропиткой термореактивным компаундом в окно катушки вставляют формосохраняющую, например, деревянную оправку 10 для сохранения конструктивных размеров и экономии пропитывающего состава. Пропитку производят в сосуде, выполненном в форме катушки. После отекания связующего с наружной поверхности катушки к соединительному кожуху 7 закрепляют кабельную коробку 9. Отводы 2 вводят в кабельную коробку, размещают их так, чтобы были выдержаны электрические зазоры и закрепляют к панели 11, исключив возможность ма нипуляций отводами при монтажных работах. Это связано с тем, что после запечки отводы становятся жесткими. При протекании по катушке электрического тока заданной силы происходит ускоренный (в течение 12-15 мин) нагрев до температуры 160-180°С. Температуру выдерживают в течение 3 ч. При таком режиме ускоряется процесс полимеризации компаунда, а также значительно уменьшается его вытекание, так как происходит нагрев всех витков одновременно внутри забандажированной катушки. Кроме того, вытеканию компаунда до полимеризации и в момент полимеризации препятствуют элементы кожуха 4, 5, 7. Такой метод запечки катушки позволяет получить главную и слоевую изоляции с однородной структурой без включений пузырьков воздуха, которые уменьшают диэлектрическую прочность при частичных разрядах, ведущих в последствии к пробою изоляции. После запечки удаляют оправку 10, боковые, лобовые кожухи 4, 5 и катушки насаживают на стержни 12 магнитопровода 13. Сняв с электромагнитных катушек металлический кожух, тем самым устраняют экранирующее сопротивление для магнитного потока. Применение способа запекания катушек подключением на ее отводы электрического тока заданной силы сокращает время запечки, примерно, в 8 раз, так как выделяющееся тепло сосредотачивается в материалах катушки, оно способствует быстрой и качественной полимеризации компаунда непосредственно у ви тков и слоев катушки. Благодаря внутреннему источнику тепла достигается экономия электроэнергии и повышается электрическая прочность главной и слоевой изоляции. Достигается минимальный расход изоляционного материала (компаунда). Этот способ обеспечивает снижение затрат на эксплуатацию, не требует дополнительных площадей в условиях завода-изготовителя, уменьшаются затраты на обслуживание, не требует высокой квалификации обслуживающего персонала, его применение может быть легко автоматизировано. Источники информации 1. Калинкина B.C., Фейлер Г.О. "Гидроподъемные электромагниты" Госэнергоиздат, 1960. 2. Создание эффективных электромагнитных вагонозамедлителей. В.Д. Моргачев, К.Г. Майшмаз, В.М. Грушко, М.А. Нагорный, В.Н. Колчак "Автоматика, телемеханика и связь" № 9. 1991. Фиг. 1 2 29644 Фиг. 2 Фиг. 3 Фиг. 4 Фиг. 5 Фиг. 6 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of a magneto-electric slow-down device coil for wagons
Автори англійськоюKolchak Vitalii Mykolaiovych, Melikov-Kolchak Andrei Vitalievich, Kolchak Kostiantyn Vitaliyovych, Kovalenko Anatolii Andriiovych
Назва патенту російськоюСпособ изготовления катушки электромагнитного вагонозамедлителя
Автори російськоюКолчак Виталий Николаевич, Меликов-Колчак Андрей Витальевич, Колчак Константин Витальевич, Коваленко Анатолий Андреевич
МПК / Мітки
МПК: H01F 5/06
Мітки: електромагнітного, вагоносповільнювача, виготовлення, спосіб, котушки
Код посилання
<a href="https://ua.patents.su/3-29644-sposib-vigotovlennya-kotushki-elektromagnitnogo-vagonospovilnyuvacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення котушки електромагнітного вагоносповільнювача</a>
Амортизатор електромагнітного вагоносповільнювача
Номер патенту: 25725
Опубліковано: 30.10.1998
Автори: Колчак Віталій Миколайович, Калашніков Олександр Костянтинович
МПК: B61K 7/00
Мітки: електромагнітного, вагоносповільнювача, амортизатор
Формула / Реферат:
1. Амортизатор электромагнитного вагонозамедлителя, содержащий упругие элементы, жестко закрепленные посредством кронштейна к магнитопроводу с возможностью перемещения перпендикулярно тормозной балке, отличающийся тем, что амортизатор снабжен корпусом, выполненным с резьбой на концах его внешней поверхности и отверстием в торце, в корпусе размещен стакан с возможностью выступания его донной части за пределы корпуса, гайкой, соединенной с...
Вібронасос та спосіб компаундного заливання його котушки
Номер патенту: 29618
Опубліковано: 15.11.2000
Автори: Чернишов Дмитро Володимирович, Чернишова Валентина Миколаївна, Чернишов Сергій Володимирович, Костенко Юрій Якович, Чернишов Володимир Михайлович, Чернишов В'ячеслав Володимирович
МПК: F04F 7/00
Мітки: котушки, вібронасос, заливання, спосіб, компаундного
Текст:
...14. В нижней части 1 корпуса выполнены отверстия 15 для забора воды, а в верхней части 2 корпуса - патрубок 16 для отвода воды. На внутренней поверхности щечек каркаса 14 выполнены четыре ребра 17 и четыре паза 18 (по два на каждой щечке), а на центральной втулке каркаса 14 четыре продольных ребра 19. Продольные ребра 19 каркаса 14, поднимая обмотку катушки 4 над поверхностью центральной втулки каркаса 14, создают между ними широкие...
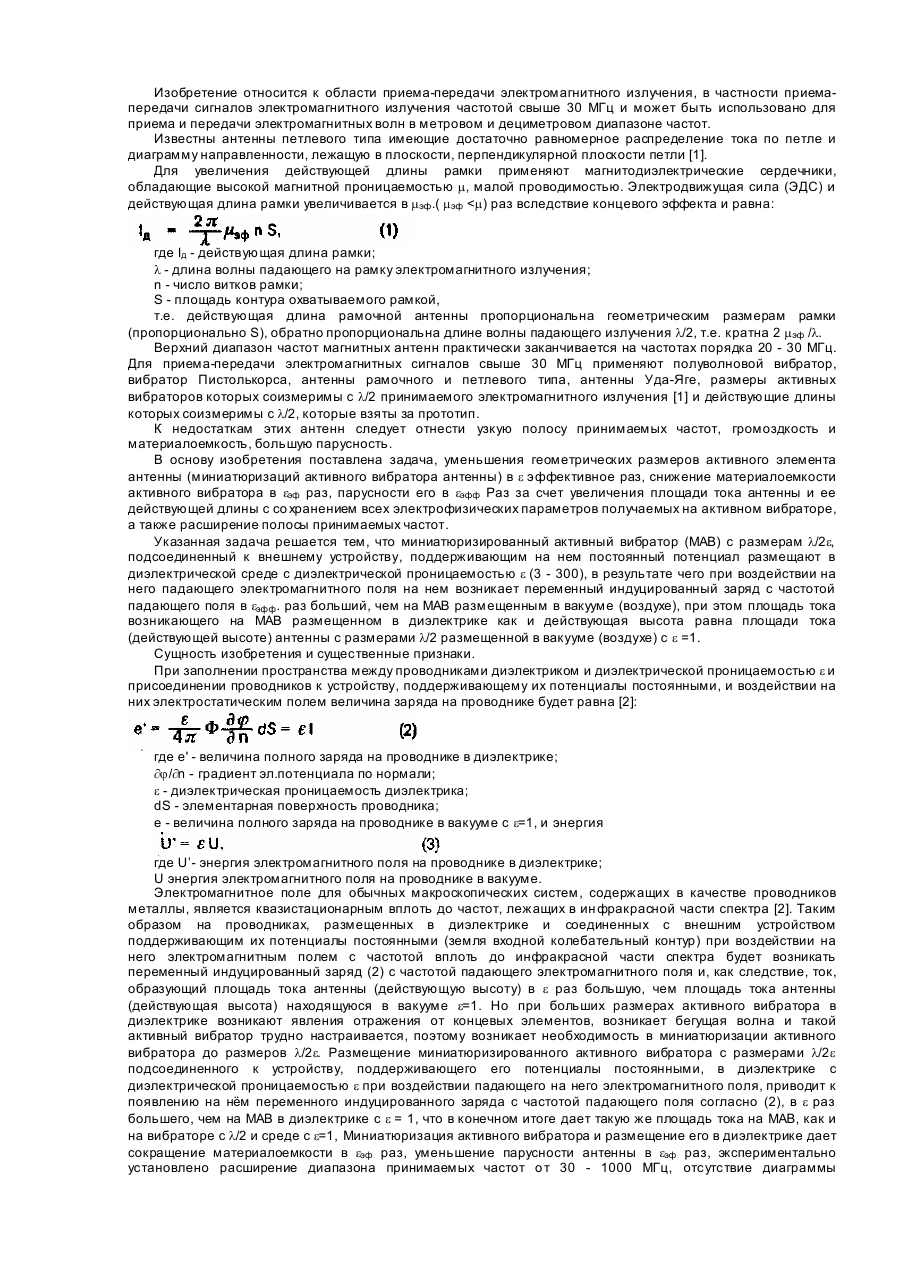
Спосіб мініатюризації активного вібратора антени для приймання (передачі) електромагнітного випромінювання з частотою понад 30 мгц
Номер патенту: 22327
Опубліковано: 03.02.1998
Автори: Дунаєнко Олександр Харлампійович, Костів Роман Миколайович, Коробов Аркадій Васильович
МПК: H01Q 7/00
Мітки: спосіб, випромінювання, активного, мгц, частотою, понад, мініатюризації, електромагнітного, антени, вібратора, передачі, приймання
Формула / Реферат:
Способ миниатюризации активного вибратора антенны для приема (передачи) электромагнитного излучения с частотой свыше 30 МГц, заключающийся в поддержании внешним устройством постоянного потенциала на активном вибраторе антенны, размеры которого l/2 получении на нем переменного индуцированного заряда при воздействии на него электромагнитным полем с частотой действующего электромагнитного поля отличающийся тем, что получают переменный...
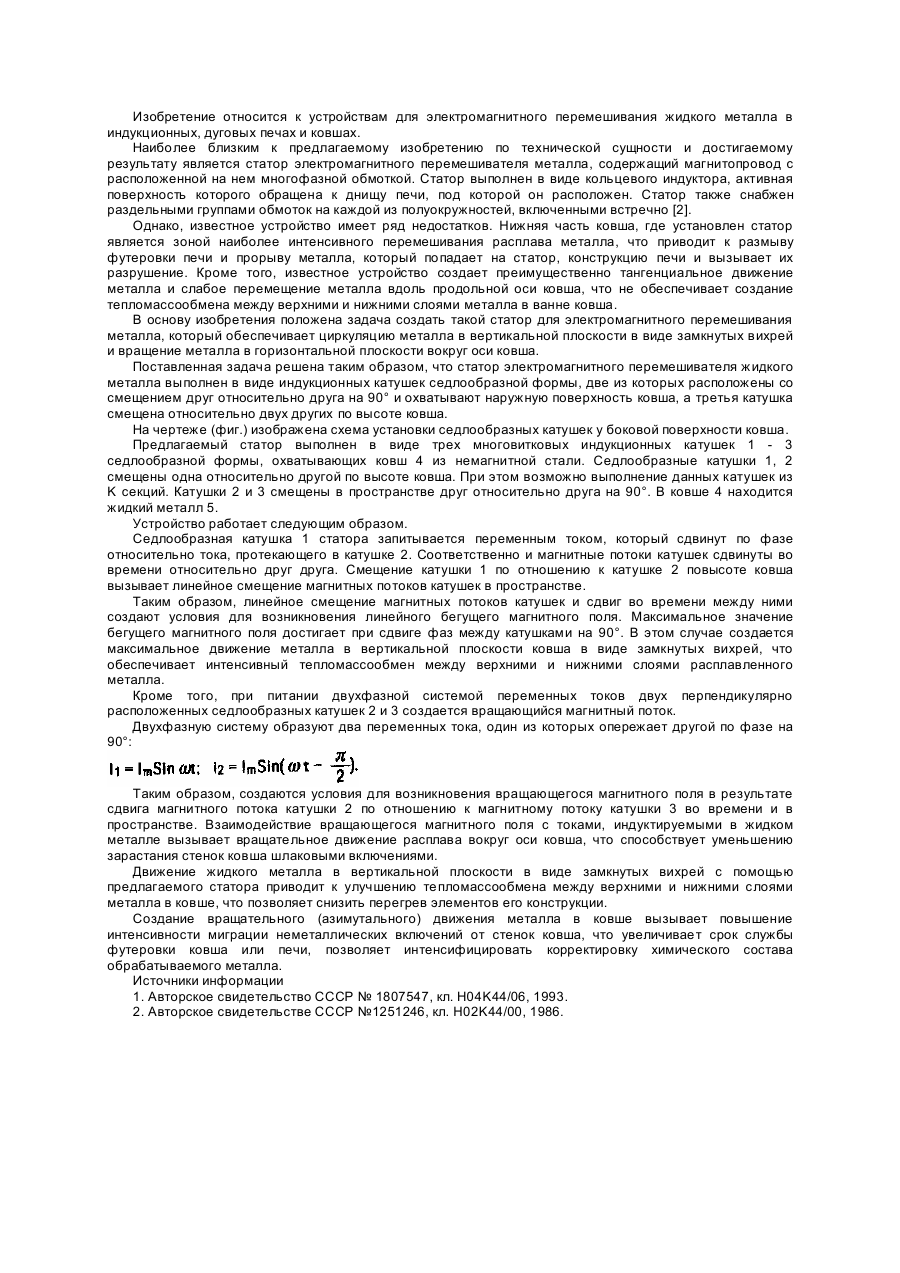
Статор електромагнітного перемішувача рідкого металу
Номер патенту: 26005
Опубліковано: 26.02.1999
Автори: Кучаєв Олександр Андрійович, Кучаєв Віталій Олександрович
МПК: H02K 44/00
Мітки: рідкого, перемішувача, електромагнітного, статор, металу
Формула / Реферат:
Статор электромагнитного перемешивателя жидкого металла, содержащий многофазную обмотку, отличающийся тем, что многофазная обмотка выполнена в виде трех индукционных катушек седлообразной формы, охватывающих емкость с жидким металлом, при этом две катушки расположены со смещением друг относительно друга на 90 градусов, а третья катушка смещена относительно двух других по высоте.
Пристрій для електромагнітного перемішування рідкого металу у кристалізаторі
Номер патенту: 13454
Опубліковано: 28.02.1997
Автор: Лоренцо Чіані
МПК: B22D 11/01
Мітки: кристалізаторі, пристрій, електромагнітного, металу, рідкого, перемішування
Формула / Реферат:
Попередній патент: Частотно-модульований генератор
Наступний патент: Природний лікувальний засіб (його варіанти)
Випадковий патент: Спосіб профілактики жовчного перитоніту