Кристалізатор для безперервного розливу сталі
Номер патенту: 29808
Опубліковано: 15.11.2001
Автори: Довгошеев Володимир Тихонович, Овсянніков Вадим Георгійович, Дудко Анатолій Григорович, Капланов Василій Илліч, Нечипуренко Евген Степанович, Кузьмінов Анатолій Вікторович, Налча Георгій Іванович, Лехтер Олександр Вікторович, Ларіонов Олександр Олексійович, Бойко Володимир Семенович
Формула / Реферат
1. Кристалізатор для безперервного розливу сталі, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок утворена мідними пластинами з високою теплопровідністю, а бокова частина вузьких стінок, що прилягає до широких - пластинами з металу з низькою теплопровідністю.
2. Кристалізатор по п. l, який відрізняється тим, що робочий шар бокових частин вузьких стінок має форму нерівнобокої трапеції з меншою основою зверху, а в середній частині - форму рівнобокої трапеції з меншою основою зверху, спрямованою донизу.
Текст
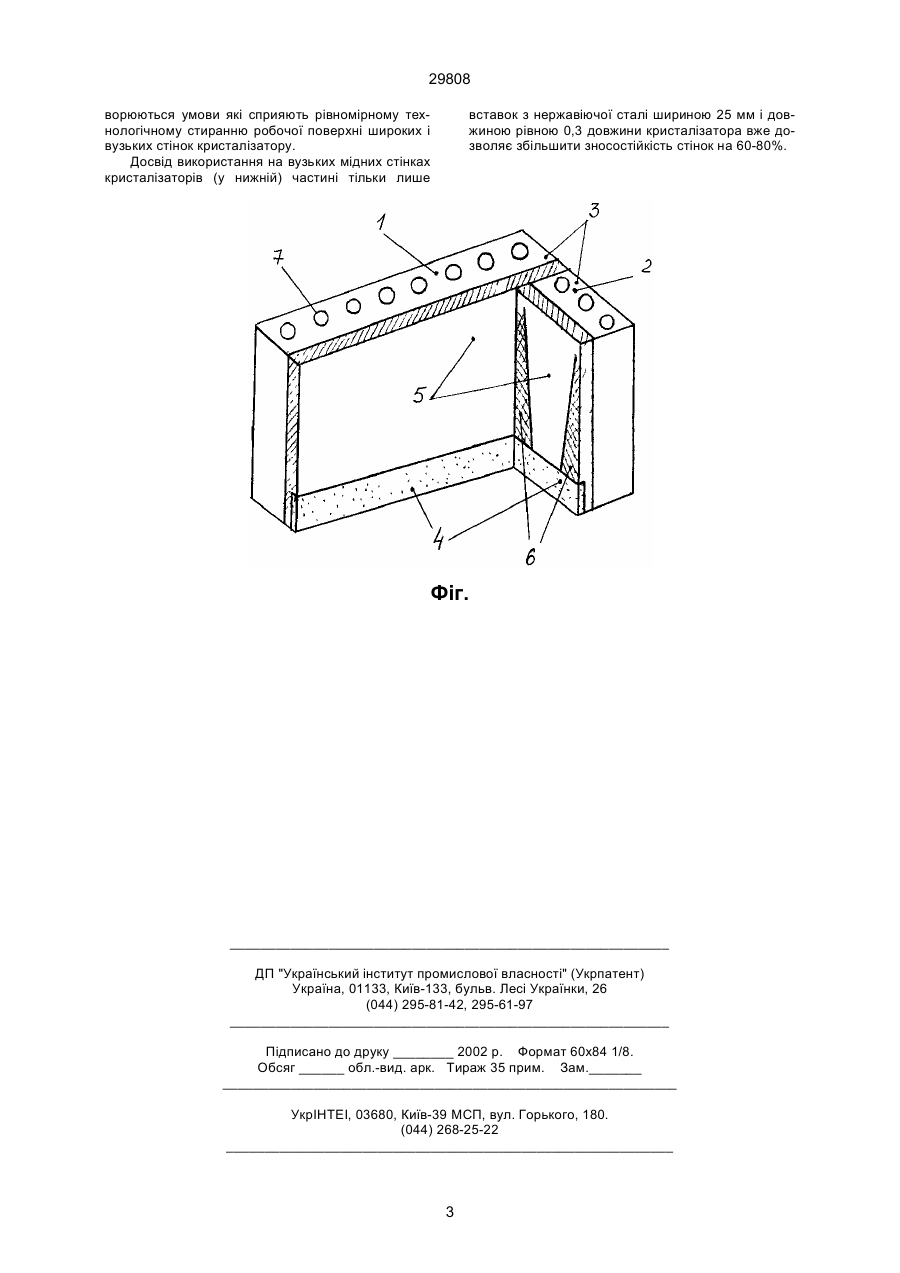
1. Кристалізатор для безперервної розливки сталі, який містить в собі водоохолоджуваний кор 29808 дозволяє підвищити термін його служби та поліпшити якість безперервнолитих заготовок. Для рішення поставленої задачі у кристалізаторі для безперервної розливки металу, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок утворена мідними пластинами з високою теплопровідністю, а бокова частина вузьких стінок, що прилягає до широких - пластинами з металу з низькою теплопровідністю. При цьому облицювання вузьких граней мас форму трапецій, середня з яких рівнобока меньшою основою спрямована униз, а бокові-нерівнобокі меньшою основою спрямовані доверху. Відомо, що в процесі створення і зростання товщини кірки розплавленого металу здійснюється нерівномірне затвердіння по широким граням тому, що бокові частини у кутках піддаються більш інтенсивному охолодженню, як з боку широкої, так і вузької стінок кристалізатора, що заважає проходженню рівномірного процесу усадки металу кірки по широкий грані, що сприяє створенню розтягуючих напружень у цих гранях безперервнолиттєвої заготовки. Підтвердження цьому є практичні дані характер зносу вузьких стінок, які базуються на тому, що найбільшому зносу підлягають бокові частини нижньої половини їх. Для забезпечення вирівнювання фронту кристалізації металу по периметру кристалізатору, що сприяє зниженню нерівномірної усадки металу, а також зменшенню дії розтягуючих напружень у цих зонах в пропонуємій конструкції кристалізатора, бокові частини вузьких стінок виконані з пластин малотеплопровідного металу. При цьому, враховуючи рівномірний зріст твердіючої кірки по довжині кристалізатору відповідно передбачено збільшення ширини бокових пластин унизу вузьких стінок до межі зі зносостійким покриттям. За малотеплопровідний матеріал потрібно використовувати пристосовані матеріали з більш низьким коефіцієнтом теплопровідністі ніж мідь, до яких відносяться різні бронзи. При необхідності використання товстих пластин (більш ніж 20 мм) плакуючого шару потрібно використання хромістих бронз типу БрХЦП, для попередження повторного підігріву поверхні. Для тонкого шару доцільно-використання пластин з бронз типа АМЦ, нікелю, нержавіючої сталі та ін., які мають низький коефіцієнт тепло провідності. Належить відзначити, що ці матеріали поряд з вищеподаними властивостями, також мають підвищену ніж мідь, зносостійкість. З метою захисту широких і вузьких стінок від інтенсивного стирання у нижній поло вині, використовуються пластини плакуючого обличкування (робочого шару) з зносостійкого матеріалу типа сталі марки 55 та ін. При цьому ширина шару обумовлена тим, що на цьому рівні спостерігається інтенсивний знос вищезгаданих стінок кристалізатора. Виконання обличкування (робочий шар) вузьких стінок у формі трапеції з матеріалів з різною теплопровідністю утворюють можливість зниження теплового потоку на їх бокових частинах, що сприяє вирівнюванню інтенсивності відводу тепла по широких і вузьких гранях, згладжуванню нерівномірності фронту затвердження по периметру оболонки, що кристалізується, поліпшенню якості поверхні безперервнолитої заготовки. Суть винаходу пояснюється кресленням, де подається загальний вигляд кристалізатора (див. фіг.). Кристалізатор містить в собі широкі 1 і вузькі 2 стінки, яки утворюють його корпус 3, виконаний з основного шару - меді, наприклад марки М2Р або М3 і облицювального шару, який складається з набору зносостійких пластин зі сталі 55. Пластини 4 нанесені способом пресування, або імпульсними навантаженнями, наприклад, вибухом на нижню частину корпуса, цільно по усьому периметру на 0,4 його висоти. На решті поверхні широких стінок, середній по ширині частині вузьких аналогічним чином закріплені пластини 5 з високотеплопровідного мідного сплаву, наприклад, марки М1Р. При цьому, на вузьких стінках ці пластини утворюють рівнобоку трапецію, менша основа котрої звернена донизу. Обличкування бокових частин вузьких сторін виконане пластинами 6 з малотеплопровідного матеріалу, наприклад бронзи марки БрХЦП, або нержавіючої сталі марки 12Х18Н10Т товщиною 0,05-0,4 від загальної товщини стінок і в формі нерівнобоких трапецій, з меншою основою, спрямованою доверху, розміром 0,02-0,04 ширини стінки. Ширина нижньої основи кожної нерівнобокої трапеції, визначена зі значення: В=в+L(0,02-0,03), де: в - ширина верхньої основи трапеції, L – довжина верхньої частини кристалізатора від зносостійкого шару до верхнього рівня його. У корпусі кристалізатора виконані канали 7 для його охолоджування. Разливка сталі з використанням пропонуємого кристалізатора здійснюються таким чином. Рідинний метал з проміжного ковша крізь занурений стакан подається у кристалізатор. На поверхню рідинного металу засипається шлакоутворювальна суміш, яка при розплавленні утворює шлаковий покрив. Завдяки наявності зносостійкого шару у нижній частині кристалізатора і високотеплопровідних пластин у верхній частині відбувається вирівнювання тепловідводу по периметру кристалізатора, що у свою чергу створює умови для формування корки затверджуючого металу однакової товщини і твердості. Останнє зменшує знос робочих пластин вузьких стінок кристалізатора. Досвід використання на вузьких мідних стінках кристалізаторів (у нижній) частині тільки лише вставок з нержавіючої сталі шириною 25 мм і довжиною рівною 0,3 довжини кристалізатора вже дозволяє збільшити зносостійкість стінок на 60-80%. Використання пропонуємого кристалізатора з пластинами зі зносостійкої сталі забезпечує значне підвищення (більш ніж у 2 рази) терміну служби кристалізатора. Наявність на робочий поверхні вузьких стінок пластин з різною теплопровідністю сприяє зменшенню на поверхні безперервнолитих заготівок поверхневих дефектів за рахунок вирівнюванню інтенсивності тепловідвода від широких і вузьких граней заготовки у наслідок чого на виході з кристалізатору створюється кірка практично однакової товщини по усій оболонці. При цьому ут 2 29808 ворюються умови які сприяють рівномірному технологічному стиранню робочої поверхні широких і вузьких стінок кристалізатору. Досвід використання на вузьких мідних стінках кристалізаторів (у нижній) частині тільки лише вставок з нержавіючої сталі шириною 25 мм і довжиною рівною 0,3 довжини кристалізатора вже дозволяє збільшити зносостійкість стінок на 60-80%. Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюCrystallizer for continuous pouring of steel
Автори англійськоюBoiko Volodymyr Semenovych, Larionov Oleksandr Oleksiiovych, Kaplanov Vasylii Illich, Nalcha Heorhii Ivanovych, Dudko Anatolii Hryhorovych, Kuz'minov Anatolii Viktorovych, Ovsiannikov Vadym Heorhiiovych, Lekhter Oleksandr Viktorovych, Dovhosheev Volodymyr Tykhonovych, Nechypurenko Yevhen Stepanovych
Назва патенту російськоюКристаллизатор для непрерывной разливки стали
Автори російськоюБойко Владимир Семенович, Ларионов Александр Алексеевич, Капланов Василий Ильич, Налча Георгий Иванович, Дудко Анатолий Григорьевич, Кузьминов Анатолий Викторович, Овсянников Вадим Георгиевич, Лехтер Александр Викторович, Довгошеев Владимир Тихонович, Нечипуренко Евгений Степанович
МПК / Мітки
МПК: B22D 11/059
Мітки: розливу, сталі, кристалізатор, безперервного
Код посилання
<a href="https://ua.patents.su/3-29808-kristalizator-dlya-bezperervnogo-rozlivu-stali.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперервного розливу сталі</a>
Кристалізатор для безперервної розливки сталі

Номер патенту: 29808
Опубліковано: 15.11.2000
Автори: Ларіонов Олександр Олексійович, Кузьмінов Анатолій Вікторович, Налча Георгій Іванович, Нечипуренко Евген Степанович, Довгошеев Володимир Тихонович, Лехтер Олександр Вікторович, Овсянніков Вадим Георгійович, Дудко Анатолій Григорович, Капланов Василій Илліч, Бойко Володимир Семенович
МПК: B22D 11/059
Мітки: кристалізатор, сталі, розливки, безперервної
Формула / Реферат:
1. Кристалізатор для безперервного розливу сталі, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Сахно Валерій Олександрович, Галай Володимир Петрович, Галай Ірина Генадіївна, Носоченко Олег Васильович, Якобше Ришард Якубович, Найдек Володимир Леонтійович, Ніколаєв Генадій Андрійович
МПК: B22D 11/04, B22D 11/112
Мітки: безперервного, заготовок, лиття, кристалізатор, машини
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14
Мітки: розливу, безперервного, установка, металу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Пристрій для безперервного розливу сталі

Номер патенту: 23255
Опубліковано: 19.05.1998
Автори: Хобта Олександр Степанович, Пілюшенко Віталій Лаврентійович, Лисицький Володимир Володимирович, Риженков Олександр Миколайович, Єронько Сергій Петрович
МПК: B22D 11/047
Мітки: розливу, сталі, пристрій, безперервного
Формула / Реферат:
Устройство для непрерывной разливки стали, содержащее разливочный и промежуточный ковши, металлический футерованный металлопровод, прикрепленный к днищу разливочного ковша соосно его выпускному каналу, механизм создания разрежения в полости металлопровода, отличающееся тем, что механизм создания разрежения выполнен в виде по меньшей мере одной трубы, установленной тангенциально в футеровке металлопровода на уровне 0,65-0,80 его высоты от...
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/12
Мітки: установка, металу, розливу, безперервного
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...