Спосіб віброобробки деталей
Формула / Реферат
Спосіб віброобробки деталей, який включає розміщення гранул робочого середовища, оброблюваних деталей та хімічно активного розчину у змонтованому на пружних підвісках резервуарі, який має U-подібну форму перерізу, а стінкам і днищу резервуара, що є його робочими поверхнями, за допомогою віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях, утворюючи інтенсивне перемішування вмісту резервуара, у циркуляційних потоках якого при відносному переміщенні та взаємному тиску гранул середовища і деталей проводять процес обробки, видаляють дефектний шар металу та його окислів, зменшують шорсткість поверхні деталі, а також зміцнюють її, який відрізняється тим, що гранули робочого середовища, оброблювані деталі та хімічно активний розчин розміщують у резервуарі з U-подібною формою перерізу, який в пасивній для обробки зоні оснащують додатковими робочими поверхнями дефлектора прямолінійної форми, жорстко з'єднаного з резервуаром і розташованого вертикально на осі його симетрії, чим формують виникнення в шарі робочого середовища зустрічно рухомих висхідних і низхідних потоків, усуваючих пасивну для обробки зону, ширину шару середовища у резервуарі вибирають із співвідношень b>3d та b≈(1,5...2,5)Lmax, де b - ширина шару середовища; d - розмір гранул середовища; Lmax - найбільший розмір оброблюваної деталі.
Текст
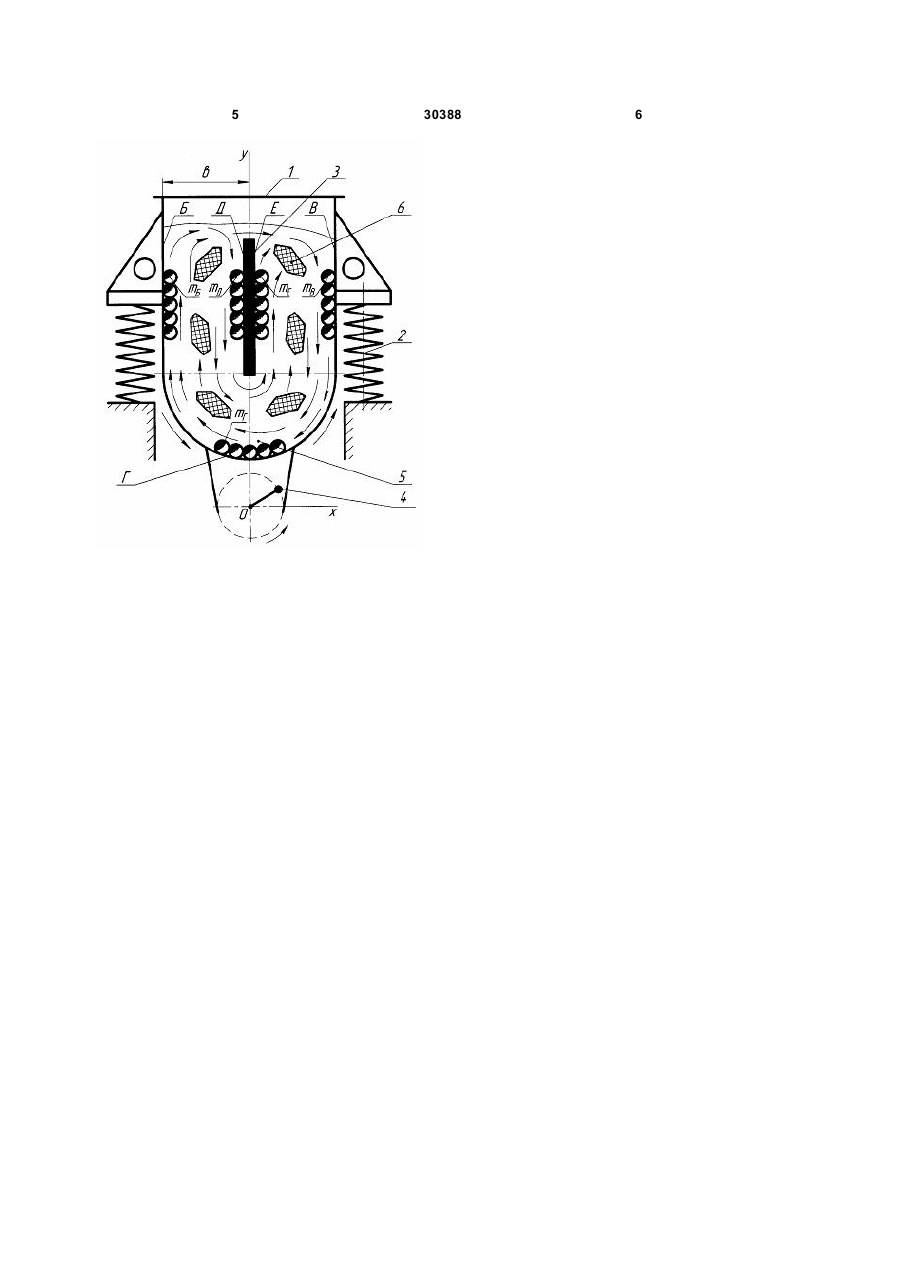
Спосіб віброобробки деталей, який включає розміщення гранул робочого середовища, оброблюваних деталей та хімічно активного розчину у змонтованому на пружних підвісках резервуарі, який має U-подібну форму перерізу, а стінкам і днищу резервуара, що є його робочими поверхнями, за допомогою віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях, утворюючи інтенсивне перемішування вмісту резервуара, у циркуляційних потоках якого при відносному переміщенні та взаємному тиску гранул 3 середовища, які формуються при оснащенні резервуара в його пасивній для обробки зоні додатковими робочими поверхнями дефлектора прямолінійної форми, жорстко зв'язаного з резервуаром та розташованого вертикально на осі його симетрії. Поставлена задача досягається тим, що у способі віброобробки деталей, який полягає в тому, що у змонтований на пружній підвісці резервуар, маючий "U" - подібну форму перетину, містять гранули робочого середовища, оброблювані деталі та хімічно-активний розчин, стінкам і днищу резервуару, що служать його робочими поверхнями, за допомогою віброзбуджувача надають плаский коливальний рух по двох взаємоперпендикулярних осях, утворюючи інтенсивне переміщування вмісту резервуару, у циркуляційних потоках якого при відносному переміщенні та взаємному тиску гранул середовища і деталей проводять процес обробки, видаляють дефектний шар металу та його окислів, зменшують шорсткість поверхні деталі, а також зміцнюють її, згідно корисної моделі, гранули робочого середовища, оброблювані деталі та хімічно-активний розчин містять у резервуар з "U" - подібною формою перетину, який у його пасивній для обробки зоні оснащують додатковими робочими поверхнями дефлектора прямолінійної форми, жорстко зв'язаного з резервуаром та розташованого вертикально на осі його симетрії, чим формують виникнення у шарі робочого середовища зустрічнорухомих висхідних та низхідних потоків, усуваючих пасивну для обробки зону, ширину шару середовища у резервуарі вибирають із співвідношень b>3d та b≈(1,5...2,5)Lmax, де b ширина шару середовища, d - розмір гранул середовища, Lmax найбільший розмір оброблюваної деталі, що приведе к збільшенню часу енергетичного впливу резервуару на його уміст до 75...85% періоду коливань та підвищить продуктивність обробки у 1,6...1,9 рази. Суть корисної моделі пояснюється ілюстративним матеріалом, де зображено перетин пристрою для здійснення способу віброобробки деталей, який містить резервуар 1, пружну підвіску 2, дефлектор 3, віброзбуджувач 4, робоче середовище 5, оброблювані деталі 6. Спосіб здійснюється наступним чином. У змонтований на пружній підвісці 2 резервуар 1 з робочими поверхнями Б, В і Г, маючий "U" подібну форму перетину, який в пасивній для обробки зоні оснащують додатковими робочими поверхнями Д та Е дефлектора 3 прямолінійної форми, жорстко зв'язаного з резервуаром 1 та розташованого вертикально на осі його симетрії, вміщують гранули робочого середовища 5, оброблювані деталі 6 та хімічно-активний розчин. Далі резервуару 1 за допомогою віброзбуджувача 4 надають плаский коливальний рух по двох взаємоперпендикулярних осях, та сполучують однакові силові імпульси гранулам mБ і mE, що знаходяться у робочих поверхонь Б та Е, а також гранулам mВ і mД у поверхонь В і Д. Гранули mБ і mВ, що контактують з робочими поверхнями Б та В 30388 4 резервуару 1 і гранули mД і mЕ, що контактують з робочими поверхнями Д та Е дефлектора 3, переміщують у напрямку протилежному руху поверхонь Б, В, Д і Е та формують у шарі b робочого середовища 5 резервуара 1, оснащеного дефлектором 3 зустрічнорухомі висхідні та низхідні потоки робочого середовища 5, у яких при умові співвідношень b>3d та b≈(1,5...2,5)Lmax, де b ширина шару середовища, d - розмір гранул середовища, Lmax найбільший розмір оброблюваної деталі, за рахунок відносного переміщення та взаємного тиску гранул робочого середовища 5 і поверхонь оброблювальних деталей 6 проводять процес віброобробки з досягненням потрібного технологічного результату. Приклад Виконували операцію віброшліфування партії деталей електротехнічної апаратури у кількості 150 одиниць з найбільшим габаритним розміром, не перевищуючим 150мм. Деталі вміщували у робоче середовище з зустрічнорухомими висхідними та нисхідними потоками, сформованими коливаючимся резервуаром з "U" подібною формою перетину, оснащеним дефлектором прямолінійної форми. Матеріал деталі сталь 20 ГОСТ 1050-88. Заготівки деталей, отриманих методом обробки лезвійним інструментом на металорізних верстатах. Вихідний стан поверхні: сліди попередньої обробки у вигляді заусінок з товщиною у основані 0,15...0,2мм; риски та окремі механічні пошкодження поверхні по глибіні не більш 0,08мм; локальні сліди корозії масляні забруднення; шорсткість поверхні відповідає Rа=2,5мкм. Режими руху резервуару віброустановки: амплітуда 1,6...1,8мм; частота 50Гц. Робоче середовище: наповнювач з бою кулешліфувальних кругів АН-2 ТУ 2-036-0221899-007-97. Хімічно-активний розчин на кислотній основі. Машинний час обробки - 60хв. Досягнутий стан поверхні: усі дефекти поверхні, що мали найбільший розмір, не перевищуючий 0,2мм, видалені повністю; відтінок поверхні матовий, природний; досягнута шорсткість поверхні відповідає Rа=0,63мкм. Джерело інформації: 1. Обработка деталей свободными абразивами в вибрирующих резервуарах / Й.Н. Карташов, М.Е. Шаинский, В.А. Власов, Б.П. Румянцев, П.С. Банатов, Е.С. Кислица - К.: Высшая школа, 1975. - 188с. 2. Бабичев А.П., Бабичев И.А. Основы вибрационной технологии. - Ростов-на-Дону: ДГТУ, 1998. - 624с. 5 30388 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibromechanical treatment of components
Автори англійськоюMitsyk Volodymyr Yakovych
Назва патенту російськоюСпособ виброобработки деталей
Автори російськоюМицык Владимир Яковлевич
МПК / Мітки
МПК: B24B 31/00
Мітки: спосіб, віброобробки, деталей
Код посилання
<a href="https://ua.patents.su/3-30388-sposib-vibroobrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб віброобробки деталей</a>
Спосіб автоматичної віброобробки металевих деталей
Номер патенту: 56421
Опубліковано: 15.05.2003
Автори: Шеремет Олексій Іванович, Панкратов Анатолій Іванович
МПК: C21D 1/04
Мітки: деталей, віброобробки, металевих, спосіб, автоматичної
Формула / Реферат:
Спосіб автоматичної віброобробки металевих деталей, що включає періодичний вплив механічними імпульсами визначених форм, що мають обмежений частотний спектр впливу з рівними амплітудами гармонік S0, безперервний контроль зсуву резонансних частот деталі і припинення впливу при зникненні зсуву резонансних частот, який відрізняється тим, що виконують безперервний контроль величин діапазонів
Спосіб віброхімічної вирівнюючої обробки деталей
Номер патенту: 39685
Опубліковано: 15.06.2001
Автори: Лубенська Людмила Михайлівна, Власов Володимир Олександрович, Перов Дмитро Леонідович
МПК: B24B 31/06
Мітки: віброхімічної, вирівнюючої, спосіб, обробки, деталей
Формула / Реферат:
Спосіб віброхімічної вирівнюючої обробки деталей, при якому деталі обробляють у вібруючому резервуарі, який заповнений абразивними робочими тілами та хімічно активним розчином, який відрізняється тим, що поверхню деталей заздалегідь покривають тонким (0.5 - 5 мкм) шаром гальванічного покриття, пасивного до хімічно- активного розчину.
Спосіб віброобробки великогабаритних площинних виробів в u-подібному контейнері
Номер патенту: 28511
Опубліковано: 10.12.2007
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: великогабаритних, контейнері, площинних, спосіб, віброобробки, u-подібному, виробів
Формула / Реферат:
Спосіб віброобробки великогабаритних площинних виробів в U-подібному контейнері, який полягає в тому, що у U-подібний в площині коливань контейнер, оснащений дефлектором та модернізованими робочими поверхнями, вміщають оброблювані вироби та гранули робочого середовища, контейнеру надають коливального руху з відносним переміщенням та взаємним тиском гранул та виробів, формуючи висхідні та низхідні потоки робочого середовища, у яких проводять...
Вібраційна установка для обробки деталей
Номер патенту: 52897
Опубліковано: 15.01.2003
Автори: Міцик Андрій Володимирович, Савін Владислав Валерійович, Міцик Володимир Якович, Івін Микола Валентинович
МПК: B24B 31/00
Мітки: вібраційна, деталей, обробки, установка
Формула / Реферат:
1. Вібраційна установка для обробки деталей у резервуарі з коливними по одному закону охоплюючою та охоплюваною робочими поверхнями, яка відрізняється тим, що охоплююча поверхня резервуара виконана у вигляді двох циліндрів, розрізаних по утворюючим і зістикованих у його нижній горизонтальній площині по лінії розрізу, а у верхній горизонтальній площині резервуара розміщений завантажувальний люк, який має прямокутну форму.2. Вібраційна...
Спосіб автоматичної віброобробки металевих деталей та автоматизована електромеханічна система для його здійснення
Номер патенту: 63094
Опубліковано: 15.01.2004
Автори: Шеремет Олексій Іванович, Панкратов Анатолій Іванович
МПК: C21D 10/00, C21D 1/04
Мітки: здійснення, спосіб, система, автоматизована, автоматичної, віброобробки, металевих, електромеханічна, деталей
Формула / Реферат:
1. Спосіб автоматичної віброобробки деталей, що включає дію періодичними механічними сигналами з рівними максимальними амплітудами Sm гармонік з частотним спектром, обмеженим максимальною та мінімальною резонансними частотами деталі, безперервний контроль зсуву резонансних частот та припинення дії при щезанні їх зсуву, який відрізняється тим, що безперервно контролюють значення резонансних частот