Спосіб автоматичної віброобробки металевих деталей та автоматизована електромеханічна система для його здійснення
Номер патенту: 63094
Опубліковано: 15.01.2004
Автори: Панкратов Анатолій Іванович, Шеремет Олексій Іванович
Формула / Реферат
1. Спосіб автоматичної віброобробки деталей, що включає дію періодичними механічними сигналами з рівними максимальними амплітудами Sm гармонік з частотним спектром, обмеженим максимальною та мінімальною резонансними частотами деталі, безперервний контроль зсуву резонансних частот та припинення дії при щезанні їх зсуву, який відрізняється тим, що безперервно контролюють значення резонансних частот ![]() , а дію виконують сигналами, амплітуди яких залежать від часу t та дорівнюють
, а дію виконують сигналами, амплітуди яких залежать від часу t та дорівнюють ![]() .
.
2. Автоматизована електромеханічна система для автоматичної віброобробки деталей, що містить з'єднані з деталлю, що обробляється, віброзбудник та вібродатчик, комп'ютер, який має перший та другий зовнішні порти, яка відрізняється тим, що оснащена цифро-аналоговим перетворювачем, підсилювачем потужності, аналого-цифровим перетворювачем, вихід якого з'єднаний з першим зовнішнім портом комп'ютера, вхід аналого-цифрового перетворювача з'єднаний з виходом вібродатчика, вхід цифро-аналогового перетворювача з'єднаний з другим зовнішнім портом комп'ютера, а його вихід через підсилювач потужності підключений до віброзбудника.
Текст
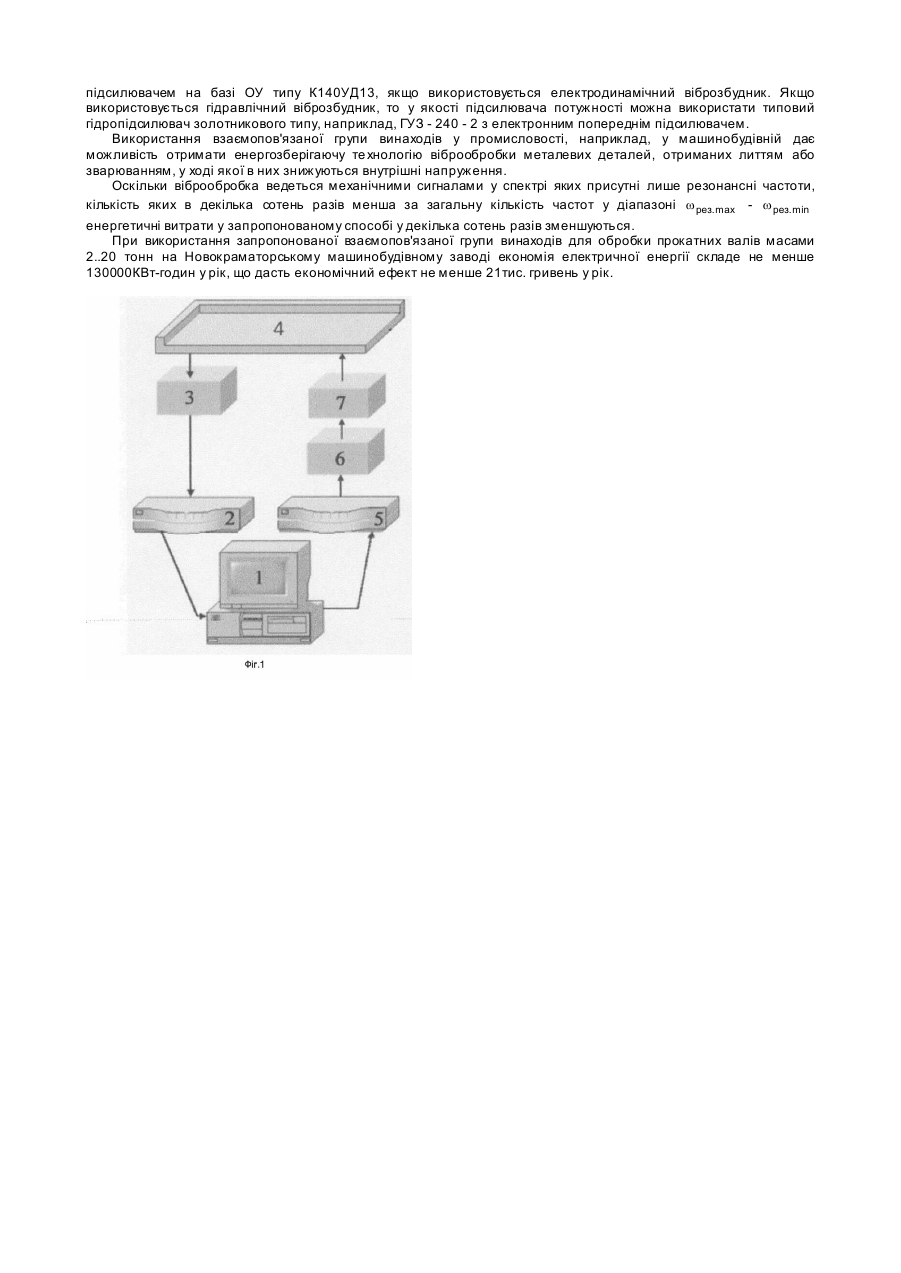
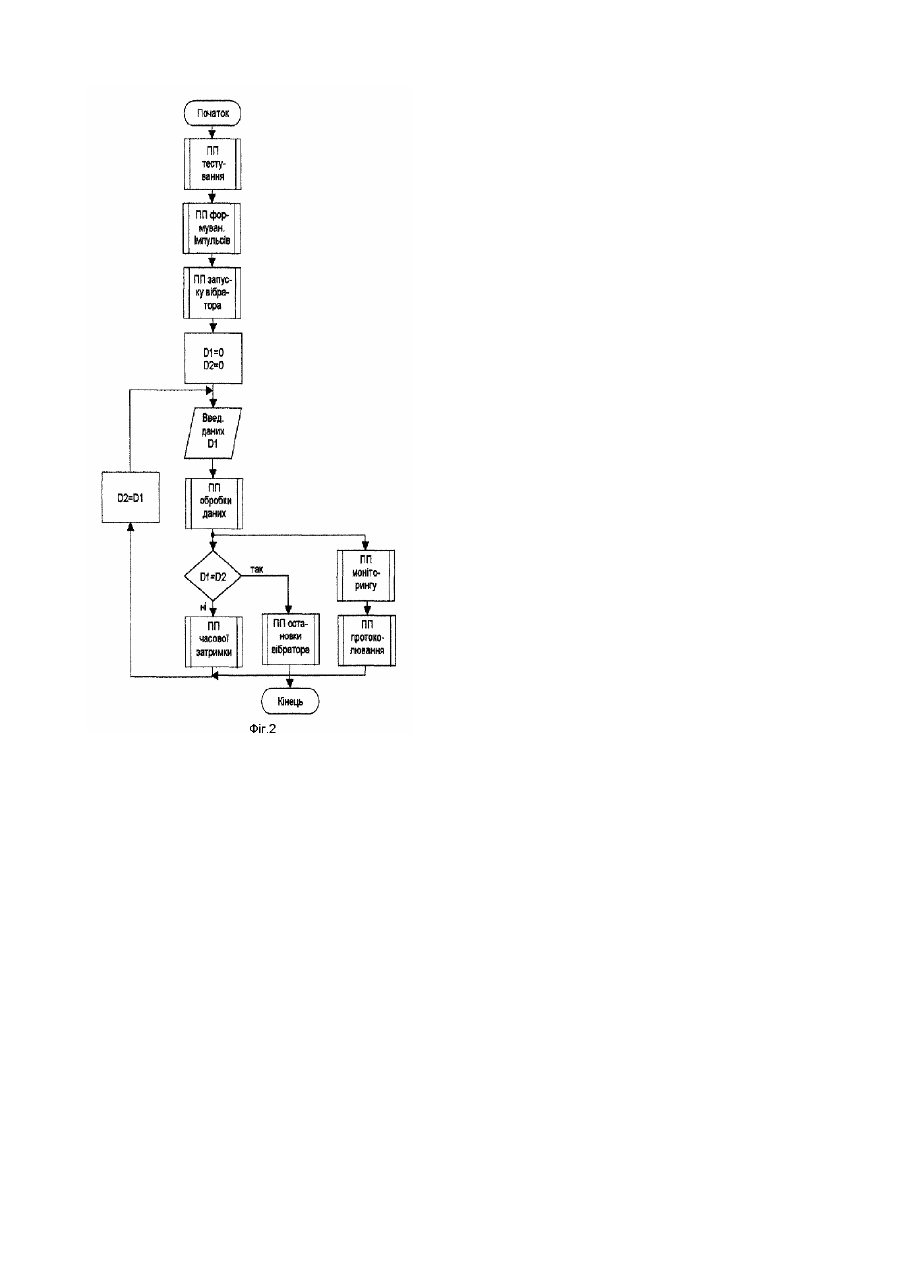
Взаємопов'язана група винаходів відноситься до технології віброобробки металевих деталей та до конструкції автоматизованих вібросистем, які при цьому використовуються, та може бути використана для обробки вібрацією деталей, отриманих литтям або зварюванням, у машинобудівній, авіаційній, а також автомобільній промисловості, в ході якої в них знижуються внутрішні напруження. Відомий спосіб віброобробки металевих деталей, реалізований у приладі (див., наприклад, а.с. SU № 1505519, МКІ С21D 1/04,1989), який заключається у багатократній дії на деталь, що обробляється, механічними імпульсами, безперервному контролі зсуву власних резонансних частот деталі у часі та припиненні дії при щезанні зсуву резонансних частот. Недоліком цього способу є більші енерговитрати на віброобробку, пов'язані з застосуванням механічних імпульсів зі щільним спектром частот. Також відомий спосіб віброобробки металевих виробів (див., наприклад, SU № 1832729, МКІ С21D 1/04,1990), який заключається у багаторазовій дії на деталь, що обробляється, механічними імпульсами такої форми, яка має частотний спектр, обмежений найбільшою резонансною частотою 1,5fрез.mах, тривалістю у 1/1,5fpeз.max ТВ скважністю, яка дорівнює 1,5fpeз.max/ D fpeз.min, де D fpeз.min - мінімальна зміна резонансної частоти за один період обробки. Недоліком цього способу є великі енерговитрати на віброобробку, оскільки незмінність форми та скважності імпульсів викликає необхідність енерговитрат не лише на резонансних (тобто ефективних) частота х, але й на інших часто тах (не ефективних) у всьому частотному спектрі. Відомий прилад для віброобробки "Імпульс-1" (див., наприклад, а.с. SU № 1605529, МКІ З 21 D 10/00, 1986), який включає імпульсний віброзбудник, пов'язаний з деталлю, що обробляється, та вимикачем живлення, вібродатчик, пов'язаний входом з деталлю, що обробляється, а виходом - зі входом фільтра низьких частот, блок індикації віброобробки, блок індикації кількості резонансних частот, елемент OR-NOT, пов'язаний виходом зі входом вимикача живлення, блок елементів AND-NOT, блок порівняння кодів, блок регістрів пам'яті, блок перетворювачів час-код, розподільник імпульсів, амплітудний детектор, блок виділення гармонік, задатчик частоти модуляції, формувач строб-імпульсів, перший та другий елементи часової затримки, модулятор. Найбільш близьким до приладу, що заявляється, є прилад для віброобробки “Імпульс-2” (див., наприклад, а.с. SU № 1743198, МКІ З 21 D 10/00, 1989), який включає імпульсний віброзбудник, пов'язаний з деталлю, що обробляється, з якою поєднаний вібродатчик. Вихід вібродатчика пов'язаний через амплітудно-частотний дискримінатор та блок часової затримки з першим входом компаратора, другий вхід якого пов'язаний зі входом амплітудно-частотного дискримінатора, а вихід компаратора через нуль-орган з'єднаний з віброзбудником. Недоліком цього приладу для віброобробки є більша тривалість віброобробки (3-5 годин), значні непродуктивні енерговитрати, низький рівень автоматизації, відсутність сучасних функціональних можливостей (моніторинг, протоколювання і т.п.). В основу першого з групи винаходів поставлена задача створення такого способу автоматичної віброобробки металевих деталей, який дозволив би знизити енерговитрати. В основу другого з групи винаходів поставлена задача створення автоматизованої електромеханічної системи віброзбудження, котра має можливість здійснити пропонований спосіб віброобробки, тобто вести віброобробку одночасно на великій кількості резонансних частот, що покращує енергетичні показники процесу віброобробки. Крім того пропонована система дозволить повністю автоматизувати процес віброобробки та дасть можливість протоколювання результатів. Перша задача вирішується тим, що у способі автоматичної віброобробки деталей, який включає дію періодичними механічними сигналами з рівними максимальними амплітудами Sm гармонік з частотним спектром, обмеженим максимальною та мінімальною резонансними частотами деталі, виконується безперервний контроль зсуву резонансних частот та припинення дії при щезанні їх зсуву, додатково безперервно контролюють значення резонансних частот w pi , а дію виконують сигналами, амплітуди яких залежать від часу t та дорівнюють Sm = å sinw pi t . iÎn Застосування даного способу віброобробки дозволяє при скороченні кількості частот у спектрі сигналу вібродії у сотні разів скоротити енерговитрати (більше ніж у 4000 разів). Друга поставлена задача вирішується тим, що у прилад для автоматичної віброобробки деталей, котрий включає з'єднані з деталлю, що обробляється, віброзбудник та вібродатчик, комп'ютер, який має перший та другий зовнішні порти, введені цифро-аналоговий перетворювач, підсилювач потужності, аналого-цифровий перетворювач, вихід якого з'єднаний з першим зовнішнім портом комп'ютера, а вхід його з'єднаний з виходом вібродатчика, вхід цифро-аналогового перетворювача підключений до другого зовнішнього порту комп'ютера, а його вихід - через підсилювач потужності підключений до віброзбудника. Запропонована автоматизована електромеханічна система для віброобробки забезпечує зменшення часу віброобробки, а також знижує енерговитрати на неї за рахунок того, що віброобробка ведеться одночасно тільки на всіх резонансних частотах, котрі попередньо визначаються за допомогою спеціальної тестової процедури. Застосування запропонованої автоматизованої електромеханічної системи для віброобробки дає можливість підняти процес віброобробки на якісно новий рівень автоматизації, забезпечує активний діалог оператора з комп'ютером та дозволяє реалізувати сучасні функціональні можливості систем автоматичного керування, такі як моніторинг процесу, протоколювання, програмні захисти від збоїв и т.п. Суть запропонованого винаходу пояснюється структурною схемою запропонованої автоматизованої електромеханічної системи віброзбудження, котра представлена на фіг.1. Автоматизована електромеханічна система віброзбудження включає комп'ютер 1, який має перший та другий зовнішні порти. Перший порт комп'ютера 1 підключений до виходу аналого-цифрового перетворювача 2, вхід якого з'єднаний з виходом вібродатчика 3, який встановлений безпосередньо на деталі, що обробляється 4. Другий зовнішній порт комп'ютера підключений до входу цифро-аналогового перетворювача 5, вихід котрого з'єднаний зі входом підсилювача потужності 6. Вихід підсилювача потужності 6 пов'язаний з віброзбудником 7, котрий виконує віброобробку деталі 4. Спосіб реалізується таким чином. Спочатку на деталь діють періодичними механічними сигналами виду PT (t ) = S m sinw i t (1) з рівними амплітудами Sm и перестроюваною частотою w pi в частотному діапазоні, який обмежений максимальною та мінімальною резонансними частотами деталі. Тривалість тесту tT обчислюється за формулою (2) (мається на увазі, що тест на даній частоті проводиться на одному періоді тестової синусоїди). f MAX tT = åf , 1 (2) f =1 де f- тестова частота, Гц. При тестуванні у діапазоні частот від 1 до 15000Гц, тест займе всього 10,19305 секунд. За результатами тестування визначаються резонансні частоти деталі w pi . Далі на деталь діють періодичним сигналом, який має вид P(t ) = S m n å sinw pi t , (3) i=1 де w pi - і-та резонансна частота, Sm - амплітуда сигналу вібродії. Час дії сигналом (3) визначається періодом складного гармонічного сигналу віброобробки t B = (2 - 3)T å , (4) де 1 Tå = , (5) 2 pw p1 w p1 - перша (найменша) резонансна частота деталі. Після вібродії сигналом виду (3) повторюється операція тестування, результатом якої є дані про зміщення значень резонансних частот в область низьких. Вібродія періодичним сигналом виду (3) з новими значеннями w pi та тестування повторюється послідовно до того часу, поки не припиниться зсув резонансних частот в область низьких. Запропонований спосіб реалізується приладом, який працює таким чином. Деталь, що обробляється, жорстко пов'язана з віброзбудником, знаходиться під дією механічних імпульсів. Спочатку комп'ютер 1 у відповідності до тестової підпрограми формує тестовий синусоїдальний сигнал виду (1). Потім цей сигнал через другий порт комп'ютера 1, цифро-аналоговий перетворювач 5 та підсилювач потужності 6 подається на віброзбудник 7, котрий безпосередньо діє на деталь 4. Якщо дана тестова частота співпадає з резонансною частотою деталі, то на виході вібродатчика 3 формується реакція деталі на цю дію у вигляді різкого стрибка електричної напруги. Вихідний сигнал з вібродатчика через аналого-цифровий перетворювач 2, де він перетворюється у цифровий код, поступає через перший порт в комп'ютер 1. У комп'ютері 1 цифровий код з виходу аналогово-цифрового перетворювача 2 запам'ятовується та обробляється підпрограмою визначення резонансних частот де талі. Після проведення тесту в пам'яті комп'ютера з'являються впоряджені дані у вигляді цифрових кодів n резонансних частот деталі. Після цього за спеціальною підпрограмою система виконує формування n синусоїдальних функцій з визначеними раніше резонансними частотами w pi . Потім програмно синтезується періодична функція, котра має вигляд (3). Сигнал періодичної функції (3) через другий порт, цифро-аналоговий перетворювач 5 та підсилювач потужності 6 подається на віброзбудник 7. Операції вібродії виду (3) та тестування виду (1) виконуються послідовно по загальній програмі до того часу, поки підпрограма тестування не визначить відсутність зсуву резонансних частот в область низьких. Паралельно з робочими підпрограмами для управління віброзбудником, підпрограмами аналізу вхідних даних, в системі працюють підпрограми оцінки хода віброобробки та візуалізації результатів. Оператор має можливість постійно слідкувати за ходом віброобробки та впливати на цей хід. Моніторинг виконується за допомогою виводу графічни х даних на екран монітора комп'ютера. Після закінчення роботи на принтері роздруковується протокол обробки. Також можна використовувати плотер для виведення великих графіків та діаграм ходу процесу віброобробки. На фіг.2 приведена блок-схема алгоритму програми автоматичного керування процесом віброобробки. Крім підпрограм протоколювання та моніторингу у гілку, паралельну головній, можна включити ті підпрограми, які необхідні користувачеві, причому цей набір можна змінювати як статично, так і динамічно, тобто безпосередньо в процесі обробки можна добавити підпрограму, наприклад, контролю збоїв системи (максимальних та мінімальних значень робочих параметрів). У якості комп'ютера 1 можна використати будь-який, що має достатню швидкість обчислення, наприклад, IBM PC. Аналого-цифровий перетворювач 2 може виконуватись на базі будь-якого швидкодіючого прецизійного АЦП, наприклад, типу К1107ПВЗ. Цифро-аналоговий перетворювач 5 може виконуватись на базі будь-якого швидкодіючого прецизійного ЦАП, наприклад, типу К572ПА2. У якості підсилювача потужності 6 можна використати типовий електронний підсилювач потужності типу У М 22-2 або підсилювач, виконаний на базі силового транзистора, наприклад, типу TKD 133-200-4 з попереднім підсилювачем на базі ОУ типу К140УД13, якщо використовується електродинамічний віброзбудник. Якщо використовується гідравлічний віброзбудник, то у якості підсилювача потужності можна використати типовий гідропідсилювач золотникового типу, наприклад, ГУЗ - 240 - 2 з електронним попереднім підсилювачем. Використання взаємопов'язаної групи винаходів у промисловості, наприклад, у машинобудівній дає можливість отримати енергозберігаючу те хнологію віброобробки металевих деталей, отриманих литтям або зварюванням, у ході якої в них знижуються внутрішні напруження. Оскільки віброобробка ведеться механічними сигналами у спектрі яких присутні лише резонансні частоти, кількість яких в декілька сотень разів менша за загальну кількість частот у діапазоні w рез. max - w рез. min енергетичні витрати у запропонованому способі у декілька сотень разів зменшуються. При використання запропонованої взаємопов'язаної групи винаходів для обробки прокатних валів масами 2..20 тонн на Новокраматорському машинобудівному заводі економія електричної енергії складе не менше 130000КВт-годин у рік, що дасть економічний ефект не менше 21тис. гривень у рік.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for the automatic vibratory treatment of metal articles and an automated electromechanical system for implementing thereof
Автори англійськоюPankratov Anatolii Ivanovych
Назва патенту російськоюСпособ автоматической виброобработки металлических деталей и автоматизированная электромеханическая система для его осуществления
Автори російськоюПанкратов Анатолий Иванович
МПК / Мітки
МПК: C21D 10/00, C21D 1/04
Мітки: автоматизована, здійснення, металевих, деталей, віброобробки, автоматичної, спосіб, електромеханічна, система
Код посилання
<a href="https://ua.patents.su/4-63094-sposib-avtomatichno-vibroobrobki-metalevikh-detalejj-ta-avtomatizovana-elektromekhanichna-sistema-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичної віброобробки металевих деталей та автоматизована електромеханічна система для його здійснення</a>
Спосіб автоматичної віброобробки металевих деталей
Номер патенту: 56421
Опубліковано: 15.05.2003
Автори: Шеремет Олексій Іванович, Панкратов Анатолій Іванович
МПК: C21D 1/04
Мітки: спосіб, металевих, віброобробки, автоматичної, деталей
Формула / Реферат:
Спосіб автоматичної віброобробки металевих деталей, що включає періодичний вплив механічними імпульсами визначених форм, що мають обмежений частотний спектр впливу з рівними амплітудами гармонік S0, безперервний контроль зсуву резонансних частот деталі і припинення впливу при зникненні зсуву резонансних частот, який відрізняється тим, що виконують безперервний контроль величин діапазонів
Спосіб комплексного розподілу рідин та автоматизована система для його здійснення
Номер патенту: 25812
Опубліковано: 30.10.1998
Автори: Суковой Олександр Васильович, П'яних Сергій Миколайович, Кочерга Григорій Федорович, Борданов Віктор Васильович
Мітки: здійснення, спосіб, система, розподілу, комплексного, автоматизована, рідин
Текст:
...не змінюється, що дає можливість використати один лічильник для місцевого обліку як налитої, так і злитої з ємкості рідини. Недоліком прототипу являються: а) обмежені технологічні можливості, зв'язані в першу чергу з неможливістю безпосереднього визначення по лічильнику чи наливається рідина в ємкість, чи зливається з неї і, як наслідок, неможливістю однозначних ідентифікації виду процесу розподілу та реєстрації його параметрів; б) недостатня...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Сігбатулін Олександр Томович, Носік Віктор Сергійович, Оборський Іван Леонідович, Яковина Валерій Іванович, Кантур В'ячеслав Григорович, Кулюкін Сергій Васильович
МПК: B23P 11/02, B23P 19/02
Мітки: з'єднання, спосіб, деталей, здійснення
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Пристрій для віброобробки деталей
Номер патенту: 29857
Опубліковано: 15.11.2000
Автори: Романов Олександр Михайлович, Омельянов Олег Микойович, Ярошенко Леонід Вікторович
МПК: B24B 31/06
Мітки: віброобробки, пристрій, деталей
Формула / Реферат:
Пристрій для віброобробки деталей, який містить збірний контейнер, що складається із жорсткого корпусу з торцевими стінками та приєднаної до нього пружної оболонки із закріпленими у ній віброплощадками, вільні кінці яких виступають за межі контейнера і контактують із дисковими штовхачами, встановленими із можливістю зміни величини ексцентриситету на валу, що кінематично зв'язаний із приводом обертання, який відрізняється тим, що дискові...
Спосіб контролю місцевого нагрівання деталей двигунів і пристрій для його здійснення
Номер патенту: 57356
Опубліковано: 16.06.2003
Автори: Камишний Володимир Михайлович, Полупан Віталій Іванович, Вороб'йов Віктор Іванович, Дедіщев Микола Миколайович, Сачко Віктор Григорович
МПК: G01K 7/02
Мітки: деталей, місцевого, двигунів, контролю, здійснення, нагрівання, спосіб, пристрій
Формула / Реферат:
1. Спосіб контролю місцевого нагрівання деталей двигунів за допомогою контактних термопар, який відрізняється тим, що попередньо термопари кріплять до гнучких напівхомутів, монтують на деталях у заданих місцях, стягують тарованим моментом, а потім проводять вимір температури при вибраних режимах роботи двигуна.2. Пристрій для контролю місцевого нагрівання деталей двигунів, що містить контактні термопари, з'єднувальні проводи,...
Попередній патент: Рідке живильне середовище для визначення мікробіологічних показників безпеки косметичних виробів
Наступний патент: Фільтрувальний елемент дискового фільтра, його варіанти
Випадковий патент: Спосіб розробки нафтогазоконденсатного покладу з підтримуванням пластового тиску