Електролізер для нанесення композиційних електролітичних покриттів
Номер патенту: 30731
Опубліковано: 11.03.2008
Автори: Корнієнко Анатолій Олександрович, Кіндрачук Мирослав Васильович, Лучка Мирон Васильович, Ковальченко Михайло Савович, Мельник Петро Іванович, Забродський Ігор Михайлович, Дерев'янко Олександр Васильович

Формула / Реферат
1. Електролізер для нанесення композиційних електролітичних покриттів, що складається з ванни, електроліту, порошкового наповнювача, джерела живлення, катода і анода, амперметра, вольтметра та персональної електронно-обчислювальної машини (ПЕОМ), з'єднаної з електродами через аналого-цифровий перетворювач, який відрізняється тим, що паралельно джерелу живлення до електродів підключено додатковий електрод порівняння, а до робочого електрода, послідовно до них, через аналого-цифровий перетворювач підключено ПЕОМ таким чином, що вихідний порт його з'єднаний зворотним зв'язком з цифро-аналоговим перетворювачем, який керує величиною потенціалу електродів модульованими полярними імпульсами через адаптер і паралельно підключений до електродів, та підсилювач амплітуди, частоти і скважності електричних імпульсів джерела живлення, які на його виході модулятором накладаються на постійну несучу складову струму живлення електролізера.
2. Електролізер згідно з п. 1, який відрізняється тим, що як джерело керуючих сигналів застосовано імпульсний генератор.
3. Електролізер згідно з п. 1, який відрізняється тим, що як джерело керуючих сигналів застосовано карту формування звукових сигналів ПЕОМ.
Текст
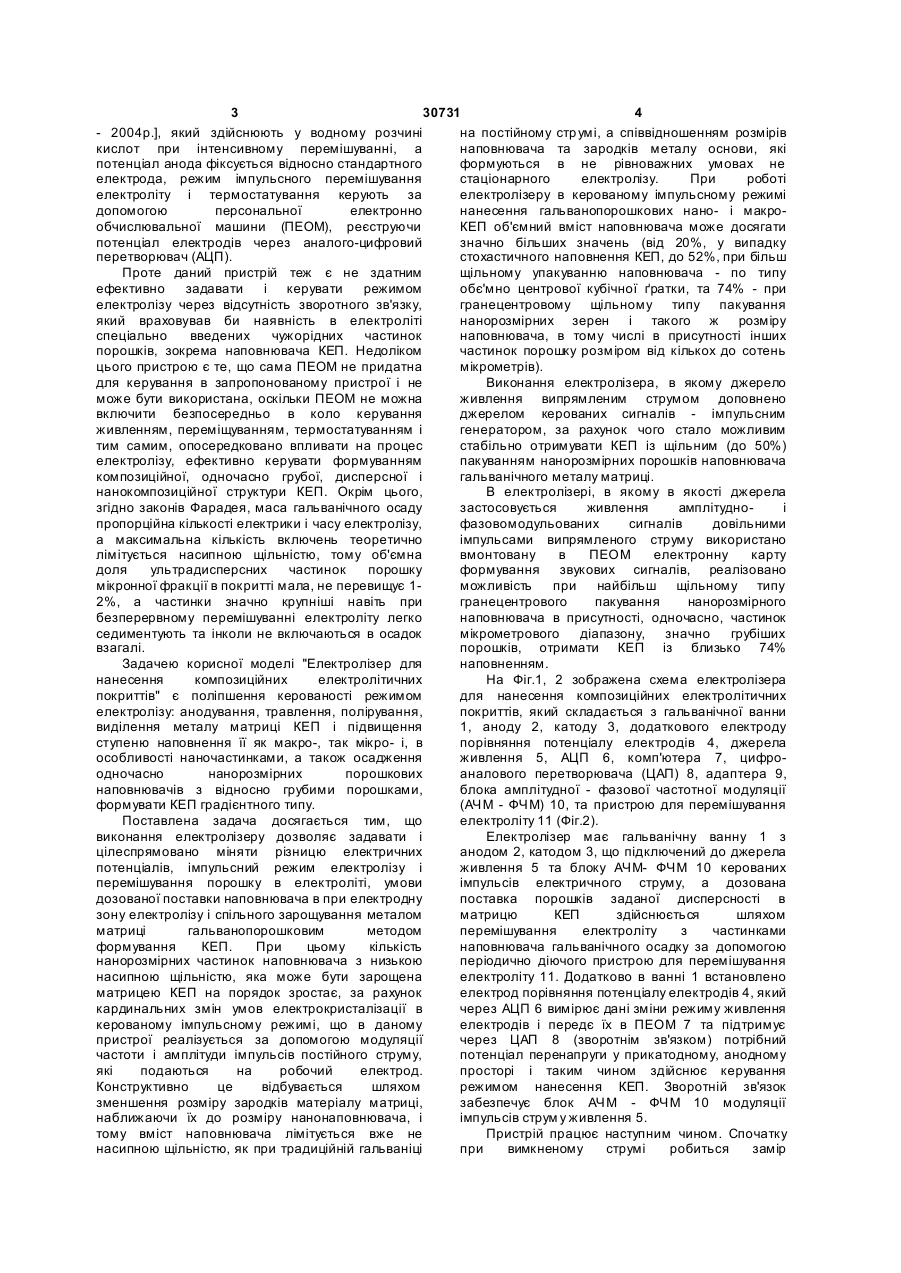
1. Електролізер для нанесення композиційних електролітичних покриттів, що складається з ванни, електроліту, порошкового наповнювача, джерела живлення, катода і анода, амперметра, вольтметра та персональної електроннообчислювальної машини (ПЕОМ), з'єднаної з електродами через аналого-цифровий перетворювач, який відрізняється тим, що U 1 3 30731 4 - 2004p.], який здійснюють у водному розчині на постійному стр умі, а співвідношенням розмірів кислот при інтенсивному перемішуванні, а наповнювача та зародків металу основи, які потенціал анода фіксується відносно стандартного формуються в не рівноважних умовах не електрода, режим імпульсного перемішування стаціонарного електролізу. При роботі електроліту і термостатування керують за електролізеру в керованому імпульсному режимі допомогою персональної електронно нанесення гальванопорошкових нано- і макрообчислювальної машини (ПЕОМ), реєструючи КЕП об'ємний вміст наповнювача може досягати потенціал електродів через аналого-цифровий значно більших значень (від 20%, у випадку перетворювач (АЦП). стохастичного наповнення КЕП, до 52%, при більш Проте даний пристрій теж є не здатним щільному упакуванню наповнювача - по типу ефективно задавати і керувати режимом обє'мно центрової кубічної ґратки, та 74% - при електролізу через відсутність зворотного зв'язку, гранецентровому щільному типу пакування який враховував би наявність в електроліті нанорозмірних зерен і такого ж розміру спеціально введених чужорідних частинок наповнювача, в тому числі в присутності інших порошків, зокрема наповнювача КЕП. Недоліком частинок порошку розміром від кількох до сотень цього пристрою є те, що сама ПЕОМ не придатна мікрометрів). для керування в запропонованому пристрої і не Виконання електролізера, в якому джерело може бути використана, оскільки ПЕОМ не можна живлення випрямленим струмом доповнено включити безпосередньо в коло керування джерелом керованих сигналів - імпульсним живленням, переміщуванням, термостатуванням і генератором, за рахунок чого стало можливим тим самим, опосередковано впливати на процес стабільно отримувати КЕП із щільним (до 50%) електролізу, ефективно керувати формуванням пакуванням нанорозмірних порошків наповнювача композиційної, одночасно грубої, дисперсної і гальванічного металу матриці. нанокомпозиційної структури КЕП. Окрім цього, В електролізері, в якому в якості джерела згідно законів Фарадея, маса гальванічного осаду застосовується живлення амплітудноі пропорційна кількості електрики і часу електролізу, фазовомодульованих сигналів довільними а максимальна кількість включень теоретично імпульсами випрямленого струму використано лімітується насипною щільністю, тому об'ємна вмонтовану в ПЕОМ електронну карту доля ультрадисперсних частинок порошку формування звукових сигналів, реалізовано мікронної фракції в покритті мала, не перевищує 1можливість при найбільш щільному типу 2%, а частинки значно крупніші навіть при гранецентрового пакування нанорозмірного безперервному перемішуванні електроліту легко наповнювача в присутності, одночасно, частинок седиментують та інколи не включаються в осадок мікрометрового діапазону, значно грубіших взагалі. порошків, отримати КЕП із близько 74% Задачею корисної моделі "Електролізер для наповненням. нанесення композиційних електролітичних На Фіг.1, 2 зображена схема електролізера покриттів" є поліпшення керованості режимом для нанесення композиційних електролітичних електролізу: анодування, травлення, полірування, покриттів, який складається з гальванічної ванни виділення металу матриці КЕП і підвищення 1, аноду 2, катоду 3, додаткового електроду ступеню наповнення її як макро-, так мікро- і, в порівняння потенціалу електродів 4, джерела особливості наночастинками, а також осадження живлення 5, АЦП 6, комп'ютера 7, цифроодночасно нанорозмірних порошкових аналового перетворювача (ЦАП) 8, адаптера 9, наповнювачів з відносно грубими порошками, блока амплітудної - фазової частотної модуляції формувати КЕП градієнтного типу. (АЧМ - ФЧМ) 10, та пристрою для перемішування Поставлена задача досягається тим, що електроліту 11 (Фіг.2). виконання електролізеру дозволяє задавати і Електролізер має гальванічну ванну 1 з цілеспрямовано міняти різницю електричних анодом 2, катодом 3, що підключений до джерела потенціалів, імпульсний режим електролізу і живлення 5 та блоку АЧМ- ФЧМ 10 керованих перемішування порошку в електроліті, умови імпульсів електричного струму, а дозована дозованої поставки наповнювача в при електродну поставка порошків заданої дисперсності в зону електролізу і спільного зарощування металом матрицю КЕП здійснюється шляхом матриці гальванопорошковим методом перемішування електроліту з частинками формування КЕП. При цьому кількість наповнювача гальванічного осадку за допомогою нанорозмірних частинок наповнювача з низькою періодично діючого пристрою для перемішування насипною щільністю, яка може бути зарощена електроліту 11. Додатково в ванні 1 встановлено матрицею КЕП на порядок зростає, за рахунок електрод порівняння потенціалу електродів 4, який кардинальних змін умов електрокристалізації в через АЦП 6 вимірює дані зміни режиму живлення керованому імпульсному режимі, що в даному електродів і передє їх в ПЕОМ 7 та підтримує пристрої реалізується за допомогою модуляції через ЦАП 8 (зворотнім зв'язком) потрібний частоти і амплітуди імпульсів постійного струму, потенціал перенапруги у прикатодному, анодному які подаються на робочий електрод. просторі і таким чином здійснює керування Конструктивно це відбувається шляхом режимом нанесення КЕП. Зворотній зв'язок зменшення розміру зародків матеріалу матриці, забезпечує блок АЧМ - ФЧМ 10 модуляції наближаючи їх до розміру нанонаповнювача, і імпульсів струм у живлення 5. тому вміст наповнювача лімітується вже не Пристрій працює наступним чином. Спочатку насипною щільністю, як при традиційній гальваніці при вимкненому струмі робиться замір 5 30731 6 рівноважного потенціалу гальванічної ванни. відносно потенціалу електроду порівняння, Подається струм від джерела живлення і зокрема хлор-срібного, потенціал якого в водному встановлюється необхідний потенціал в розчину електроліту є постійним і становить 1,3В. прикатодному просторі, що відрізняється від Запропонований спосіб дозволяє отримувати рівноважного на необхідну величину перенапруги КЕП заданого, зокрема градієнтного, типу, при якій відбувається виділення металу матриці на задавати і корегувати нестаціонарний режим катоді. За допомогою зворотного зв'язку між електролізу відповідною програмою ПЕОМ. гальванічною ванною та ПЕОМ (керуючим Запропоновану модель можливо комп'ютером) можна встановлювати та застосовувати при отриманні інструменту, що підтримувати необхідний режим осадження КЕП, містить природні, синтетичні алмази та інші тобто величину перенапруги через ЦАП та блок абразиви: АЧМ-ФЧМ, який подає адаптовані згідно - використання при обробці природного потужності джерела живлення гальванічної ванни каменя - добування, різання, шліфування та підсилені імпульси, частота, амплітуда і поверхонь; скважність яких контролюються ПЕОМ. Для - на будівництві при обробці бетонних подрібнення зерен металу матриці необхідно мати конструкцій - свердління отворів, різання велику кількість зародків при невисокій швидкості масиву. їх росту. Це досягається за допомогою АЧМ-ФЧМ імпульсів випрямленого струму шля хом подачі від ПЕОМ на робочий електрод електролізеру зміщення потенціалу перенапруги відносно рівноважного та отримання певного критичного рівня перенапруги, при якому починають утворюватися нові зародки, далі потенціал знову зменшується до рівноважного і ріст зародків припиняється. Таким чином змінюючи амплітуду та частоту імпульсів, переважно звукової частоти, можна змінювати розмір та кількість зародків та, відповідно, зменшити розмір зерен металу матриці, наближаючи їх розмір до нанодіапазону наповнювача, при цьому його вміст за рахунок більш щільного пакування досягає великих, в десятки раз більших об'ємних значень (52% по типу об'ємно центровано кубічної (ОЦК), 74% гранецентрованої кубічної (ГЦК) кристалічної ґратки). З цією метою, в якості джерела керованих сигналів запропоновано використання окремого генератора імпульсів типу ГЗІ-3, а потрібну звукову частоту амплітудної, а також і фазової модуляції імпульсів випрямленого струму живлення електролізеру реалізують застосуванням електронної карти формування звукових сигналів вмонтованої в ПЕОМ. Застосування згідно п. 2 формули імпульсного генератора дозволяє формувати прямокутні імпульси заданої частоти та скважності слідування, що в свою чергу сприяє чіткішій укладці наночастинок наповнювача (по типу ОЦК ґратки), коли поміж співрозмірних зародків металу матриці, в період відсутності імпульсів струму між окремими імпульсами, у вузли ґратки вставлюються наночастинки. Найбільш щільно пакування наночастинок відбувається в присутності в зоні росту покриття одночасно мікро- наноскопічного розміру частинок, при застосуванні (п. З формули) в якості джерела керуючих сигналів карти формування звукових сигналів ПЕОМ (коливань звукової частоти). Таким чином, в заявленій корисній моделі реалізується керування величиною потенціалу, частотою і скважністю періодичного живлення імпульсами випрямленого струму катоду та аноду за принципом зворотного зв'язку, фіксуючи за допомогою ПЕОМ величину потенціалу робочого електроду і підтримуючи його в заданих межах
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrolizer for application of composition electrolytic coatings
Автори англійськоюLuchka Myron Vasyliovych, Derevianko Oleksandr Vasyliovych, Korniienko Anatolii Oleksandrovych, Kindrachuk Miroslav Vasyliovych, Kovalchenko Mykhailo Savovych, Zabrodskyi Ihor Mykhailovych, Melnyk Petro Ivanovych
Назва патенту російськоюЭлектролизер для нанесения композиционных электролитических покрытий
Автори російськоюЛучка Мирон Васильевич, Деревьянко Александр Васильевич, Корниенко Анатолий Александрович, Киндрачук Мирослав Васильевич, Ковальченко Михаил Савович, Забродский Игорь Михайлович, Мельник Петр Иванович
МПК / Мітки
МПК: C25D 17/00, C25D 15/00
Мітки: композиційних, покриттів, електролітичних, нанесення, електролізер
Код посилання
<a href="https://ua.patents.su/3-30731-elektrolizer-dlya-nanesennya-kompozicijjnikh-elektrolitichnikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Електролізер для нанесення композиційних електролітичних покриттів</a>
Склад для отримання композиційних електролітичних покриттів на основі нікелю з добавками нанорозмірних нітридів
Номер патенту: 29705
Опубліковано: 25.01.2008
Автори: Сатринська Ліна Людвігівна, Підгайчук Світлана Ярославівна, Дробот Ольга Савівна, Покришко Ганна Андріївна, Яворська Наталія Михайлівна
МПК: C25D 15/00
Мітки: добавками, отримання, композиційних, склад, нітридів, електролітичних, основі, нікелю, покриттів, нанорозмірних
Формула / Реферат:
1. Склад для отримання композиційних електролітичних покриттів на основі нікелю, отриманий з сульфатного електроліту нікелювання, який відрізняється тим, що склад вміщує нанодисперсний порошок нітридів бору або нітридів титану і силіцію при наступному співвідношенні компонентів, г/л: сульфат нікелю - 140-200 г/л, хлорид нікелю - 30-40 г/л, сульфат натрію - 40-50 г/л, сульфат магнію - 50-60 г/л, нанопорошок BN - 10 г/л, або суміш нанопорошків...
Склад для отримання композиційних електролітичних покриттів на основі металів групи заліза
Номер патенту: 12832
Опубліковано: 28.02.1997
Автори: Лучка Мирон Васильович, Бурда Мирослав Йосипович, Саввакін Георгій Іванович, Гуслієнко Юрій Олександрович
МПК: C25D 15/00
Мітки: композиційних, отримання, групи, покриттів, основі, металів, електролітичних, заліза, склад
Формула / Реферат:
1. Состав для получения композиционных электролитических покрытий на основе металлов группы железа, содержащий хлорид никеля или хлорид кобальта или хлорид железа, борную кислоту и бор аморфный, отличающийся тем, что он дополнительно содержит ультрадисперсный углеродный конденсат при следующем соотношении компонентов, г/л: Хлорид никеля (или хлорид железа или хлорид кобальта) 300 Борная...
Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню металевої деталі
Номер патенту: 69428
Опубліковано: 15.09.2004
Автори: Немчин Олександр Федорович, Яковлев Віталій Васильович, Лопатин Ігор Петрович, Мокеєв Юрій Геннадійович, Дігам Марко Семенович
Мітки: нанесення, робочу, деталі, спосіб, зносостійких, покриттів, металевої, дискретних, поверхню, композиційних
Формула / Реферат:
1. Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню тертя металевої деталі, який передбачає включення деталі та електродів через генератор та програматор в електричне коло, надання принаймні одному електродові обертово-поступального руху вздовж робочої поверхні деталі з одночасним поданням електричних імпульсів через електроди та формування дискретних ділянок покриття як дискретно-мозаїчного шару з...
Пристрій для нанесення композиційних електрохімічних покриттів
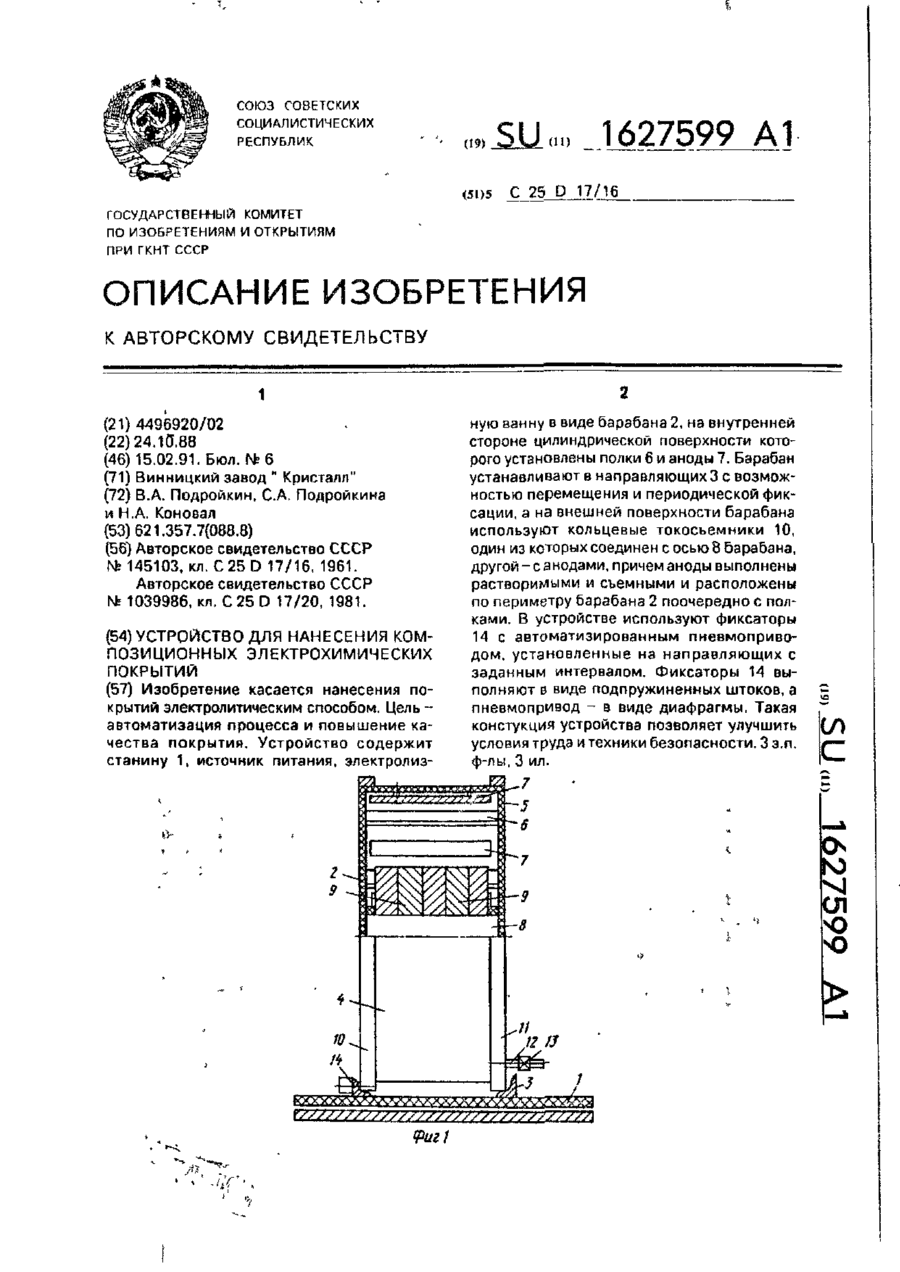
Номер патенту: 14044
Опубліковано: 25.04.1997
Автори: Коновал Микола Олексійович, Подройкін Володимир Олексійович, Подройкіна Світлана Олександрівна
МПК: C25D 17/16
Мітки: композиційних, пристрій, покриттів, нанесення, електрохімічних
Формула / Реферат:
1. Устройство для нанесения композиционных электрохимических покрытий, содержащее станину, установленную с возможностью регулирования угла наклона, ванну в виде барабана с полками и анодами, размешенными на внутренней его поверхности и источник питания с токосъемниками, отличающееся тем, что, с целью автоматизации процесса и повышения качества покрытия, оно снабжено направляющими, укрепленными на станине, и фиксаторами с...
Пристрій для електролітичного нанесення композиційних покриттів
Номер патенту: 14312
Опубліковано: 25.04.1997
Автори: Даніленко Володимир Олександрович, Лучка Мирон Васильович, Федорченко Іван Михайлович
МПК: C25D 21/12
Мітки: нанесення, композиційних, електролітичного, пристрій, покриттів
Формула / Реферат:
1. Устройство для электролитического нанесения композиционных покрытий, содержащее электролизер с горизонтально расположенным катодом, систему обеспечения заданного режима электролиза, механизм перемешивания частиц в электролите с приводом и исполнительным органом, отличающееся тем, что, с целью улучшения качества композиционных электролитических покрытий путем повышения точности варьирования содержания в осадке включений, увеличения...
Попередній патент: Спосіб прогнозування доцільності хірургічного втручання з приводу раку легенів
Наступний патент: Спосіб визначення стану сполучної тканини
Випадковий патент: Спосіб завантаження доменної печі