Спосіб позадоменної десульфурації чавуну
Номер патенту: 31791
Опубліковано: 25.04.2008
Автори: Косолап Микола Володимирович, Климанчук Владислав Владиславович, Жигарь Валерій Іванович, Бойко Володимир Семенович
Формула / Реферат
Спосіб позадоменної десульфурації чавуну, який відрізняється тим, що попередньо перед десульфурацією виконують підсипання в чавуновізний ківш алюмофлюсу в кількості 100-300 кг на 100 тонн чавуну.
Текст
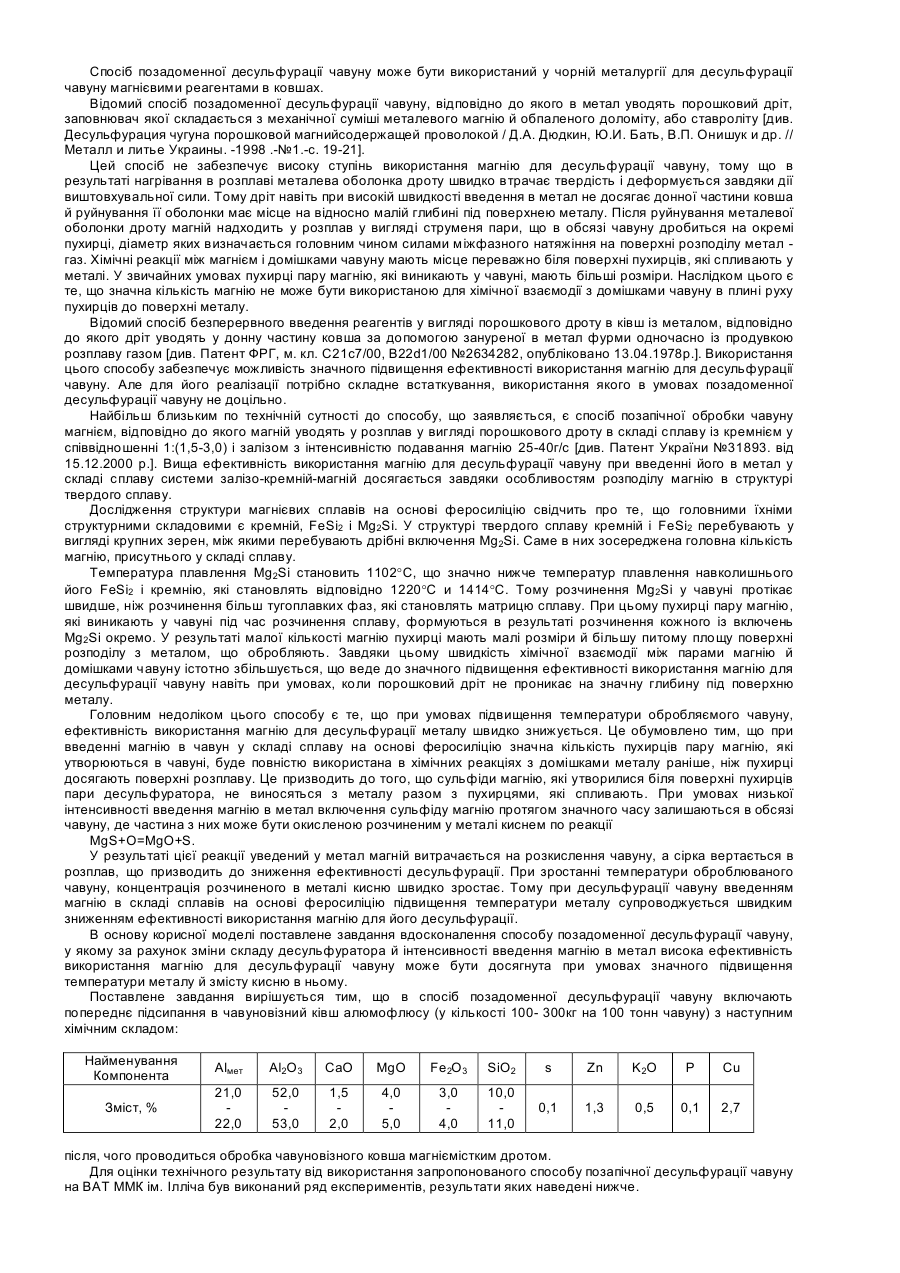
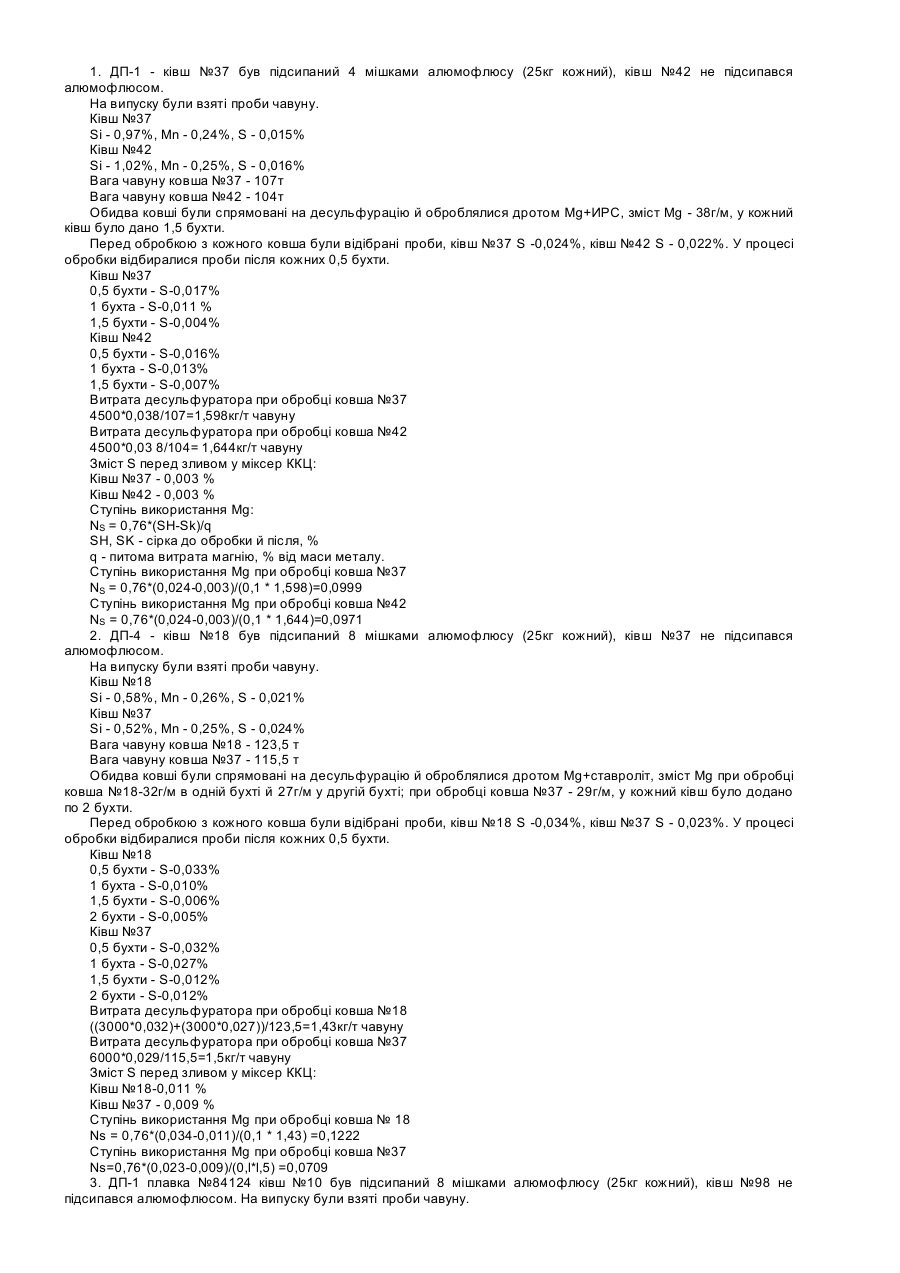
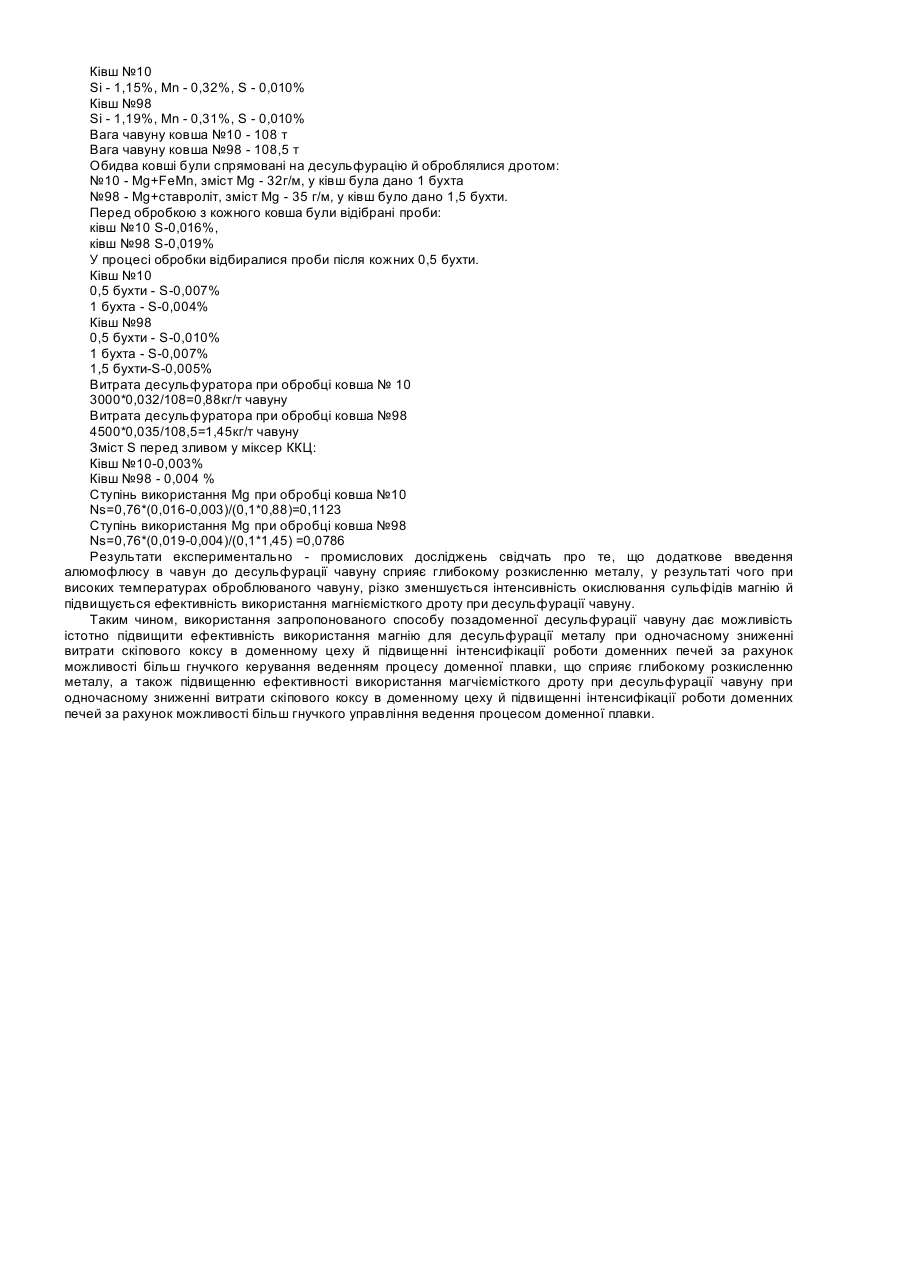
Спосіб позадоменної десульфурації чавуну може бути використаний у чорній металургії для десульфурації чавуну магнієвими реагентами в ковшах. Відомий спосіб позадоменної десульфурації чавуну, відповідно до якого в метал уводять порошковий дріт, заповнювач якої складається з механічної суміші металевого магнію й обпаленого доломіту, або ставроліту [див. Десульфурация чугуна порошковой магнийсодержащей проволокой / Д.А. Дюдкин, Ю.И. Бать, В.П. Онишук и др. // Металл и литье Украины. -1998 .-№1.-с. 19-21]. Цей спосіб не забезпечує високу ступінь використання магнію для десульфурації чавуну, тому що в результаті нагрівання в розплаві металева оболонка дроту швидко втрачає твердість і деформується завдяки дії виштовхувальної сили. Тому дріт навіть при високій швидкості введення в метал не досягає донної частини ковша й руйнування її оболонки має місце на відносно малій глибині під поверхнею металу. Після руйнування металевої оболонки дроту магній надходить у розплав у вигляді струменя пари, що в обсязі чавуну дробиться на окремі пухирці, діаметр яких визначається головним чином силами міжфазного натяжіння на поверхні розподілу метал газ. Хімічні реакції між магнієм і домішками чавуну мають місце переважно біля поверхні пухирців, які спливають у металі. У звичайних умовах пухирці пару магнію, які виникають у чавуні, мають більші розміри. Наслідком цього є те, що значна кількість магнію не може бути використаною для хімічної взаємодії з домішками чавуну в плині руху пухирців до поверхні металу. Відомий спосіб безперервного введення реагентів у вигляді порошкового дроту в ківш із металом, відповідно до якого дріт уводять у донну частину ковша за допомогою зануреної в метал фурми одночасно із продувкою розплаву газом [див. Патент ФРГ, м. кл. С21с7/00, B22d1/00 №2634282, опубліковано 13.04.1978р.]. Використання цього способу забезпечує можливість значного підвищення ефективності використання магнію для десульфурації чавуну. Але для його реалізації потрібно складне встаткування, використання якого в умовах позадоменної десульфурації чавуну не доцільно. Найбільш близьким по технічній сутності до способу, що заявляється, є спосіб позапічної обробки чавуну магнієм, відповідно до якого магній уводять у розплав у вигляді порошкового дроту в складі сплаву із кремнієм у співвідношенні 1:(1,5-3,0) і залізом з інтенсивністю подавання магнію 25-40г/с [див. Патент України №31893. від 15.12.2000 р.]. Вища ефективність використання магнію для десульфурації чавуну при введенні його в метал у складі сплаву системи залізо-кремній-магній досягається завдяки особливостям розподілу магнію в структурі твердого сплаву. Дослідження структури магнієвих сплавів на основі феросиліцію свідчить про те, що головними їхніми структурними складовими є кремній, FeSi2 і Mg2Si. У структурі твердого сплаву кремній і FeSi2 перебувають у вигляді крупних зерен, між якими перебувають дрібні включення Mg2Si. Саме в них зосереджена головна кількість магнію, присутнього у складі сплаву. Температура плавлення Mg2Si становить 1102°С, що значно нижче температур плавлення навколишнього його FeSi2 і кремнію, які становлять відповідно 1220°С и 1414°С. Тому розчинення Mg2Si у чавуні протікає швидше, ніж розчинення більш тугоплавких фаз, які становлять матрицю сплаву. При цьому пухирці пару магнію, які виникають у чавуні під час розчинення сплаву, формуються в результаті розчинення кожного із включень Mg2Si окремо. У результаті малої кількості магнію пухирці мають малі розміри й більшу питому площу поверхні розподілу з металом, що обробляють. Завдяки цьому швидкість хімічної взаємодії між парами магнію й домішками чавуну істотно збільшується, що веде до значного підвищення ефективності використання магнію для десульфурації чавуну навіть при умовах, коли порошковий дріт не проникає на значну глибину під поверхню металу. Головним недоліком цього способу є те, що при умовах підвищення температури обробляємого чавуну, ефективність використання магнію для десульфурації металу швидко знижується. Це обумовлено тим, що при введенні магнію в чавун у складі сплаву на основі феросиліцію значна кількість пухирців пару магнію, які утворюються в чавуні, буде повністю використана в хімічних реакціях з домішками металу раніше, ніж пухирці досягають поверхні розплаву. Це призводить до того, що сульфіди магнію, які утворилися біля поверхні пухирців пари десульфуратора, не виносяться з металу разом з пухирцями, які спливають. При умовах низької інтенсивності введення магнію в метал включення сульфіду магнію протягом значного часу залишаються в обсязі чавуну, де частина з них може бути окисленою розчиненим у металі киснем по реакції MgS+O=MgO+S. У результаті цієї реакції уведений у метал магній витрачається на розкислення чавуну, а сірка вертається в розплав, що призводить до зниження ефективності десульфурації. При зростанні температури оброблюваного чавуну, концентрація розчиненого в металі кисню швидко зростає. Тому при десульфурації чавуну введенням магнію в складі сплавів на основі феросиліцію підвищення температури металу супроводжується швидким зниженням ефективності використання магнію для його десульфурації. В основу корисної моделі поставлене завдання вдосконалення способу позадоменної десульфурації чавуну, у якому за рахунок зміни складу десульфуратора й інтенсивності введення магнію в метал висока ефективність використання магнію для десульфурації чавуну може бути досягнута при умовах значного підвищення температури металу й змісту кисню в ньому. Поставлене завдання вирішується тим, що в спосіб позадоменної десульфурації чавуну включають попереднє підсипання в чавуновізний ківш алюмофлюсу (у кількості 100- 300кг на 100 тонн чавуну) з наступним хімічним складом: Найменування Компонента Аlмет Аl2О3 СаО MgO Fe2O3 SiO2 s Zn K2O P Cu Зміст, % 21,0 22,0 52,0 53,0 1,5 2,0 4,0 5,0 3,0 4,0 10,0 11,0 0,1 1,3 0,5 0,1 2,7 після, чого проводиться обробка чавуновізного ковша магніємістким дротом. Для оцінки технічного результату від використання запропонованого способу позапічної десульфурації чавуну на ВАТ ММК ім. Ілліча був виконаний ряд експериментів, результати яких наведені нижче. 1. ДП-1 - ківш №37 був підсипаний 4 мішками алюмофлюсу (25кг кожний), ківш №42 не підсипався алюмофлюсом. На випуску були взяті проби чавуну. Ківш №37 Si - 0,97%, Мn - 0,24%, S - 0,015% Ківш №42 Si - 1,02%, Мn - 0,25%, S - 0,016% Вага чавуну ковша №37 - 107т Вага чавуну ковша №42 - 104т Обидва ковші були спрямовані на десульфурацію й оброблялися дротом Mg+ИРС, зміст Mg - 38г/м, у кожний ківш було дано 1,5 бухти. Перед обробкою з кожного ковша були відібрані проби, ківш №37 S -0,024%, ківш №42 S - 0,022%. У процесі обробки відбиралися проби після кожних 0,5 бухти. Ківш №37 0,5 бухти - S-0,017% 1 бухта - S-0,011 % 1,5 бухти - S-0,004% Ківш №42 0,5 бухти - S-0,016% 1 бухта - S-0,013% 1,5 бухти - S-0,007% Витрата десульфуратора при обробці ковша №37 4500*0,038/107=1,598кг/т чавуну Витрата десульфуратора при обробці ковша №42 4500*0,03 8/104= 1,644кг/т чавуну Зміст S перед зливом у міксер ККЦ: Ківш №37 - 0,003 % Ківш №42 - 0,003 % Ступінь використання Mg: NS = 0,76*(SH-Sk)/q SH, SK - сірка до обробки й після, % q - питома витрата магнію, % від маси металу. Ступінь використання Mg при обробці ковша №37 NS = 0,76*(0,024-0,003)/(0,1 * 1,598)=0,0999 Ступінь використання Mg при обробці ковша №42 NS = 0,76*(0,024-0,003)/(0,1 * 1,644)=0,0971 2. ДП-4 - ківш №18 був підсипаний 8 мішками алюмофлюсу (25кг кожний), ківш №37 не підсипався алюмофлюсом. На випуску були взяті проби чавуну. Ківш №18 Si - 0,58%, Мn - 0,26%, S - 0,021% Ківш №37 Si - 0,52%, Мn - 0,25%, S - 0,024% Вага чавуну ковша №18 - 123,5 т Вага чавуну ковша №37 - 115,5 т Обидва ковші були спрямовані на десульфурацію й оброблялися дротом Mg+ставроліт, зміст Mg при обробці ковша №18-32г/м в одній бухті й 27г/м у другій бухті; при обробці ковша №37 - 29г/м, у кожний ківш було додано по 2 бухти. Перед обробкою з кожного ковша були відібрані проби, ківш №18 S -0,034%, ківш №37 S - 0,023%. У процесі обробки відбиралися проби після кожних 0,5 бухти. Ківш №18 0,5 бухти - S-0,033% 1 бухта - S-0,010% 1,5 бухти - S-0,006% 2 бухти - S-0,005% Ківш №37 0,5 бухти - S-0,032% 1 бухта - S-0,027% 1,5 бухти - S-0,012% 2 бухти - S-0,012% Витрата десульфуратора при обробці ковша №18 ((3000*0,032)+(3000*0,027))/123,5=1,43кг/т чавуну Витрата десульфуратора при обробці ковша №37 6000*0,029/115,5=1,5кг/т чавуну Зміст S перед зливом у міксер ККЦ: Ківш №18-0,011 % Ківш №37 - 0,009 % Ступінь використання Mg при обробці ковша № 18 Ns = 0,76*(0,034-0,011)/(0,1 * 1,43) =0,1222 Ступінь використання Mg при обробці ковша №37 Ns=0,76*(0,023-0,009)/(0,l*l,5) =0,0709 3. ДП-1 плавка №84124 ківш №10 був підсипаний 8 мішками алюмофлюсу (25кг кожний), ківш №98 не підсипався алюмофлюсом. На випуску були взяті проби чавуну. Ківш №10 Si - 1,15%, Мn - 0,32%, S - 0,010% Ківш №98 Si - 1,19%, Мn - 0,31%, S - 0,010% Вага чавуну ковша №10 - 108 т Вага чавуну ковша №98 - 108,5 т Обидва ковші були спрямовані на десульфурацію й оброблялися дротом: №10 - Mg+FeMn, зміст Mg - 32г/м, у ківш була дано 1 бухта №98 - Mg+ставроліт, зміст Mg - 35 г/м, у ківш було дано 1,5 бухти. Перед обробкою з кожного ковша були відібрані проби: ківш №10 S-0,016%, ківш №98 S-0,019% У процесі обробки відбиралися проби після кожних 0,5 бухти. Ківш №10 0,5 бухти - S-0,007% 1 бухта - S-0,004% Ківш №98 0,5 бухти - S-0,010% 1 бухта - S-0,007% 1,5 бухти-S-0,005% Витрата десульфуратора при обробці ковша № 10 3000*0,032/108=0,88кг/т чавуну Витрата десульфуратора при обробці ковша №98 4500*0,035/108,5=1,45кг/т чавуну Зміст S перед зливом у міксер ККЦ: Ківш №10-0,003% Ківш №98 - 0,004 % Ступінь використання Mg при обробці ковша №10 Ns=0,76*(0,016-0,003)/(0,1*0,88)=0,1123 Ступінь використання Mg при обробці ковша №98 Ns=0,76*(0,019-0,004)/(0,1*1,45) =0,0786 Результати експериментально - промислових досліджень свідчать про те, що додаткове введення алюмофлюсу в чавун до десульфурації чавуну сприяє глибокому розкисленню металу, у результаті чого при високих температурах оброблюваного чавуну, різко зменшується інтенсивність окислювання сульфідів магнію й підвищується ефективність використання магніємісткого дроту при десульфурації чавуну. Таким чином, використання запропонованого способу позадоменної десульфурації чавуну дає можливість істотно підвищити ефективність використання магнію для десульфурації металу при одночасному зниженні витрати скіпового коксу в доменному цеху й підвищенні інтенсифікації роботи доменних печей за рахунок можливості більш гнучкого керування веденням процесу доменної плавки, що сприяє глибокому розкисленню металу, а також підвищенню ефективності використання магчіємісткого дроту при десульфурації чавуну при одночасному зниженні витрати скіпового коксу в доменному цеху й підвищенні інтенсифікації роботи доменних печей за рахунок можливості більш гнучкого управління ведення процесом доменної плавки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for external desulfurization of cast iron
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Kosolap Mykola Volodymyrovych, Zhihar Valerii Ivanovych
Назва патенту російськоюСпособ внедоменной десульфурации чугуна
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Косолап Николай Владимирович, Жигарь Валерий Иванович
МПК / Мітки
Мітки: чавуну, позадоменної, спосіб, десульфурації
Код посилання
<a href="https://ua.patents.su/3-31791-sposib-pozadomenno-desulfuraci-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб позадоменної десульфурації чавуну</a>
Спосіб позадоменної десульфурації чавуну
Номер патенту: 48378
Опубліковано: 15.03.2004
Автори: Хрущов Євген Іванович, Косолап Микола Володимирович, Остапчук Микола Петрович, Климанчук Владислав Владиславович, Семенченко Петро Михайлович, Харлашин Петро Степанович, Зборщик Олександр Михайлович, Бойко Володимир Семенович
МПК: C21C 1/02
Мітки: позадоменної, чавуну, спосіб, десульфурації
Формула / Реферат:
1. Спосіб позадоменної десульфурації чавуну, що включає введення в розплав магнію в сплаві з кремнієм у співвідношенні 1 : (1,5 - 3,0) та залізом у вигляді порошкового дроту, який відрізняється тим, що разом з магнієм в чавун вводять алюміній у кількості 1,5 - 15% від загальної маси заповнювача дроту.2. Спосіб по п. 1, який відрізняється тим, що перед початком десульфурації у чавун вводять металевий алюміній у кількості 0,05 - 0,2 кг/т...
Порошковий дріт для позадоменної десульфурації чавуну
Номер патенту: 79191
Опубліковано: 25.05.2007
Автори: Шебаніц Едуард Миколайович, Зборщик Олександр Михайлович, Косолап Микола Володимирович, Бойко Володимир Семенович, Коваль Сергій Олексійович, Климанчук Владислав Владиславович, Лещенко Єгор Миколайович, Аніщенко Микола Федорович
МПК: C21C 1/02
Мітки: десульфурації, чавуну, порошковий, дріт, позадоменної
Формула / Реферат:
1. Порошковий дріт для позадоменної десульфурації чавуну, який складається з металевої оболонки і порошкового наповнювача, який містить (20-40) мас. % магнію та (80-60) мас. % пасиватора, який відрізняється тим, що як пасиватор використовують попередньо сплавлений синтетичний шлак, який містить понад 50 мас. % СаО та (2-10) мас. % (Na2O+К2О) з основністю (CaO/SiО2) > 3.2. Порошковий дріт за п. 1, який...
Порошковий дріт для позадоменної десульфурації чавуну
Номер патенту: 13872
Опубліковано: 17.04.2006
Автори: Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Аніщенко Микола Федорович, Зборщик Олександр Михайлович, Косолап Микола Володимирович, Коваль Сергій Олексійович, Лещенко Єгор Миколайович
МПК: C21C 7/06
Мітки: чавуну, десульфурації, позадоменної, порошковий, дріт
Формула / Реферат:
1. Порошковий дріт для позадоменної десульфурації чавуну, який складається з металевої оболонки і порошкового заповнювача, що містить (20-40)% магнію та (80-60)% пасиватора, який відрізняється тим, що як пасиватор використаний попередньо сплавлений синтетичний шлак, який містить понад 50% СаО та (2-10)% (Na2O+К2О) з основністю (CaO/SiО2)>3.2. Порошковий дріт за п. 1, який відрізняється тим, що магній до складу заповнювача дроту...
Спосіб десульфурації чавуну
Номер патенту: 49396
Опубліковано: 15.03.2004
Автор: Зборщик Олександр Михайлович
МПК: C21C 1/02
Мітки: чавуну, спосіб, десульфурації
Формула / Реферат:
1. Спосіб десульфурації чавуну, що передбачає послідовне обробляння чавуну кальцинованою содою та магнієвим порошковим дротом, який відрізняється тим, що у складі заповнювача дроту в метал додатково вводять кремній у кількості понад 0,25 кг на 1 кг сталевої оболонки.2. Спосіб десульфурації чавуну за п. 1 який відрізняється тим, що кремній вводять в метал у вигляді сплавів системи залізо-кремній або залізо-кремній-магній з вмістом...
Спосіб десульфурації чавуну
Номер патенту: 47148
Опубліковано: 17.06.2002
Автори: Шелудченко Володимир Ілліч, КРАВЦОВ Владлен Васильович
МПК: C21C 1/02
Мітки: десульфурації, чавуну, спосіб
Формула / Реферат:
Спосіб десульфурації чавуну, що включає подачу рідкого чавуну в ківш і обробку рідкого чавуну десульфуруючим реагентом, який відрізняється тим, що чавун подають у ківш декількома струменями, а обробку чавуну десульфуруючим реагентом виконують шляхом безперервної обробки зазначених струменів в процесі подачі чавуну факелами газових пальникових пристроїв з температурою горіння 1500 -1600 °С і з коефіцієнтом надлишку повітря a
Попередній патент: Конвектор цокольний
Наступний патент: Тримач пластмасового одноразового стаканчика
Випадковий патент: Спосіб прогнозування аневризми аорти в осіб молодого віку, хворих на синдром марфана