Спосіб отримання спінених полімерних виробів
Формула / Реферат
1. Спосіб отримання спінених полімерних виробів, який включає операції по змішуванню гранул полістиролу та домішок, спіненню гранул полістиролу за допомогою пари, заповнення форми, витримування суміші у формі, виймання виробу з форми та просушування, який відрізняється тим, що спочатку формують сировину шляхом змішування гранул полістиролу та домішок, потім за допомогою шнекового подавача сировину подають в нижню частину ємності для спінення разом з парою в кількості, що забезпечує температуру 45-60 °С та 10-15 % вологи у суміші, у серединній частині ємності для спінення суміш додатково перемішують, спінені гранули з верхньої частини ємності для спінення виштовхують дією шнекового подавача сировини, потім сировину подають на сушіння, спінені гранули полістиролу просушують до залишкової вологості спінених гранул обробленого матеріалу 3-6 %, потім просушені гранули вільно відлежують протягом 4-12 годин або відлежують з одночасним прокачуванням їх через шар прогрітого повітря протягом 2-3 годин, перед формуванням виробу форму попередньо прогрівають до температури 78-88 °С шляхом подання у форму пари, форму заповнюють сировиною шляхом втягування сировини у форму за допомогою відкачування повітря з форми, у форму подають пару під тиском в межах 2,2-2,7 атм протягом 3-8 секунд, витягують залишки конденсату пари з форми шляхом вакуумного відкачування, при цьому готовий блок пінополістиролу виймають з форми, відстоюють протягом 3-5 днів.
2. Спосіб отримання спінених полімерних виробів за п. 1, який відрізняється тим, що як домішки застосовують дрібні частки графіту в кількості 0,1-5 мас. % від кількості полістиролу.
Текст
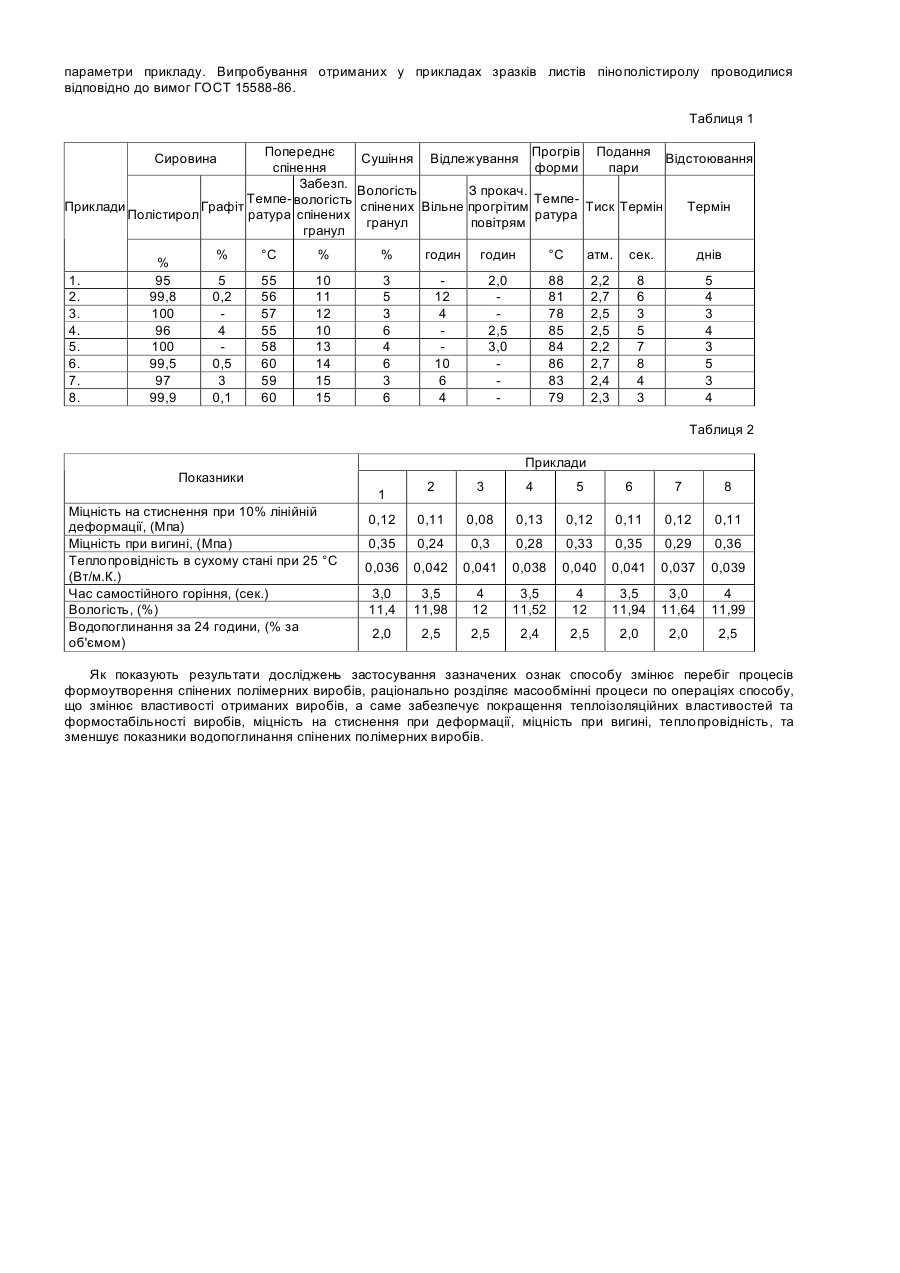
Корисна модель відноситься до технології виробництва виробів з пінопласту, що мають підвищені теплоізоляційні властивості і можуть бути використаними, наприклад у будівництві зокрема формуванні покрівельних і/або цокольних перекриттів, а також інших захищаючих конструкцій. Відомий спосіб отримання спінених полімерних виробів [див. Патент US 3265786, МПК В29D27/00, дата публікації 1986]. Цей спосіб включає приготування суміші, її спінювання і безперервну подачу через формуючу насадку з певною формою вихідного отвору. Цей відомий спосіб має суттєві недоліки. При виробництві виробів, наприклад, з карбамідних пінопластів, де піна, що виходить з формуючої насадки, має желеподібну консистенцію, в процесі переміщення стрічки пінопласту її форма може бути пошкоджена, що спричиняє зайву витрату матеріалу, погіршення якості виробів а також викликає додаткові трудовитрати на доопрацювання виробів необхідної форми і, як наслідок, зниження продуктивності. Відомі способи отримання виробів пінопластів, що включають приготування суміші, спінювання і подачу цієї суміші із звичайного сопла (без формуючої насадки) на конвеєрну стрічку. Надання виробу необхідної форми проводиться безпосередньо на конвеєрній стрічці за допомогою копіра [US 3488800, МПК 425-4, дата публікації 1970; Патент DE 1504797, МПК В29D27/04, дата публікації 1973]. Процес виготовлення заданої форми даними способами тривалий, трудомісткий, вимагає великих трудовитрат. За такими способами матеріал формується лише з двох сторін, крім того після копіру форма виробу може змінюватися за рахунок продовження процесу спінювання та за рахунок пружних властивостей матеріалу під кромкою копіру. Це викликає втрати початкового матеріалу і погіршення якості виробів. Відомий спосіб отримання спінених полімерних виробів [див. Вирпша 3., Бжезинский Я. Аминопласты. М.: Химия, 1973, с.296-298]. Він включає приготування робочих розчинів компонентів, спінювання їх стислим повітрям, стверджування отриманої піни, формування виробів і їх сушку. При цьому, оскільки піна формується в шматки прямокутної форми у вихідному соплі і з сопла пінопласт вивантажується безпосередньо у форми, то для того, щоб отримати вироби строго певної форми, наприклад плити, потрібне доопрацювання цих шматків, що спричиняє додаткові витрати і зниження продуктивності. Відомий спосіб виготовлення теплоізоляційних виробів [див. RU 2278094, МПК С04В38/08, С04В16/08, дата публікації 2006.06.20]. Суміш формують у наступному процентному відношенні мас компонентів: портландцемент - 81.0%, пінополістирол - 4.0%, три частини якого мають розмір гранул діаметром 1-2мм і одна частина - розмір гранул 2-3 мм, пластифікуюча добавка С-3 - 0.5%, повітрозв'язуюча добавка - 0.02%, вода -решта. Приготування суміші проводять в наступній послідовності: у змішувач завантажують 2/3 частини портландцемента, обидві добавки з 1/2 частиною води, перемішують протягом 2-3 хвилин. Додають спінений полістирол з діаметром гранул 1-2мм, перемішують 1-2 хвилини, закладають цемент, що залишився, спінений полістирол з діаметром гранул 2-3мм, доливають решту води, перемішують 2-3 хвилини. Суміш укладають в опалубку, розрівнюють, витримують при температурі 20°С протягом 8 годин. Готові вироби укладають в штабелю для зберігання або транспортування. Наявність у теплоізоляційному виробі високої кількості вільної вологи та вологи зв'язаної за допомогою цементу у кристалогідратну форму, підвищення середної щільності отриманого теплоізоляційного виробу суттєво підвищує теплопровідність виробу при одночасному ускладненні технології виготовлення виробів. Відомий спосіб виготовлення теплоізоляційних виробів [див. RU 2235705, МПК С04В38/08, дата публікації 2004.09.10] за яким послідовно перемішують гранули керамзиту з гранулами спіненого полістиролу, зволожують їх водою, обсипають їх неорганічною речовиною, утворюють в'яжучий розчин з води, цементу, піноутворювача і добавок, утворюють бетонну суміші з вказаного розчину і гранул спіненого полістиролу та пористих гранул керамзиту, формують з вказаних елементів з бетонної суміші теплоізоляційні вироби і витримують їх у формі до закінчення процесу пороутворення і консолідації в'яжучого розчину. Як і у попередньому способі наявність у теплоізоляційному виробі високої кількості вільної вологи та вологи зв'язаної за допомогою цементу у кристалогідратну форму, підвищення середньої щільності отриманого теплоізоляційного виробу суттєво підвищує теплопровідність виробу при одночасному ускладненні технології виготовлення виробів. Патент JP 03 167236 A [NIPPON KASEI КК, МПК С089/00, С089/16, дата публікації 1991.07.19] описує пінополістирол, який містить як вогнезахисний засіб плівку з набряклого графіту, поверхня якого повністю покрита плівкоутворюючою смолою. Це покриття необхідне, щоб запобігти корозії переробних машин унаслідок наявності кислот, що постійно містяться в набряклому графіті. Крім того, зазначений пінополістирол містить ще і звичайні вогнезахисні засоби. Покриття обмежує процес віддзеркалення теплового випромінювання, і, в свою чергу, обмежує теплоізолюючі властивості виробу. Відомий спосіб отримання спінених полімерних виробів [див. RU 2051799, МПК В29С67/20, дата публікації 1996.01.10], що включає приготування робочих розчинів компонентів, спінювання їх стислим повітрям, стверджування отриманої піни, формування матеріалу у вихідному соплі, подачу його на конвеєр, різання матеріалу на вироби і його сушку, при цьому матеріал сушать в тунельній печі при 92-98°С, причому матеріал спочатку переміщають, підсушуючи його з одного боку на конвеєрі протягом 9-10 хв., після чого матеріал розрізають на готові вироби, перевертають і переміщають конвеєром у зворотний бік, підсушуючи вироби з іншого боку. За задумом розробника подача матеріалу з формуючої насадки в тунельну піч дозволяє зберегти форму матеріалу, отриману в насадці, оскільки розігрівання поверхневого шару до 92-98°С протягом відносно короткого часу (9-10 хв.) приводить до утворення більш твердої кірки на поверхні матеріалу. При цьому утворення такої кірки з двох сторін сприяє тому, щоб вологий усередині пінопласт зберігав певну формостабільність при подальшому переміщенні. Досушування пінопласту до легко-сухого стану може проводитись або в спеціальній камері при 30°С, або на складі готової продукції. Відпуск споживачеві проводять не раніше чим через 10-15 днів після його виготовлення і припинення виділення формальдегіду. Проте спосіб має суттєві недоліки, які полягають в тому, що спосіб має низьку продуктивність і схильність до випуску бракованих виробів. Це обумовлено послідовністю здійснення операцій, а також тим, що формоутворення йде, на початку, по одних геометричних розмірах, зокрема, в соплі, а потім по інших - в процесі різання. Причому, в процесі цих операцій виріб ще не прийняв стійкий фізичний стан, що і вимагає його додаткового просушування, причому з двох сторін. Недоліки процесу формоутворення, операції з виробом, що ще не прийняв стійкий фізичний стан, підвищує теплопровідність виробу. Це відоме технічне рішення вибирається як найближчий аналог, оскільки має з розробкою, що заявляється, найбільше число суттєвих ознак і направлене на рішення подібної задачі. Завданням корисної моделі є створення способу отримання спінених полімерних виробів в якому за рахунок застосування нових, емпіричним шляхом підібраних операцій, зміни процесу формоутворення, раціонального розділення масообмінних процесів по операціях способу, та в цілому зміни порядку здійснення дій по отриманню спінених полімерних виробів, та режимів їх виконання, а також застосованих речовин, забезпечує покращення теплоізоляційних властивостей та формостабільності виробів. Для реалізації зазначеного завдання спосіб отримання спінених полімерних виробів передбачає операції по змішуванню гранул полістиролу та домішок, спіненню гранул полістиролу за допомогою пари, заповнення форми, витримування суміші у формі, виймання виробу з форми, та просушування. Новим у способі є те, що спочатку формують сировину шляхом змішування гранул полістиролу та домішок, потім за допомогою шнекового подавача сировину подають в нижню частину ємності для спінення разом з парою в кількості, що забезпечує температуру 45-60°С та 10-15% вологи у суміші, у серединній частині ємності для спінення суміш додатково перемішують, спінені гранули з верхньої частини ємності для спінення виштовхують дією шнекового подавача сировини, потім сировину подають на сушку, спінені гранули полістиролу просушують до залишкової вологості спінених гранул обробленого матеріалу 3-6%, потім просушені гранули вільно відлежують протягом 4-12 годин, або відлежують з одночасним прокачуванням через їх шар прогрітого повітря протягом 2-3 годин, перед формуванням виробу форму попередньо прогрівають до температури 78-88°С шляхом подання у форму пари, форму заповнюють сировиною шляхом втягування сировини у форму за допомогою відкачування повітря з форми, у форму подають пару під тиском в межах 2,2-2,7атм., протягом 3-8 секунд, витягують залишки конденсату пари з форми шляхом вакуумного відкачування, при цьому готовий блок пінополістиролу виймають з форми, відстоюють протягом 3-5 днів. Застосування зазначених ознак способу змінює перебіг процесів формоутворення спінених полімерних виробів, раціонально розділяє масообмінні процеси по операціях способу, що змінює властивості отриманих виробів, зокрема забезпечує покращення теплоізоляційних властивостей та формостабільності виробів, міцність на стиснення при деформації, міцність при вигині, теплопровідність, та зменшує показники водопоглинання спінених полімерних виробів. В окремих варіантах реалізації у способі отримання спінених полімерних виробів в якості домішок застосовують дрібні частки графіту в кількості 0,1-5мас.% від кількості полістиролу. Як показують дослідження застосування графіту в зазначеній кількості за рахунок відбивання гладкою поверхнею їх часток, розміщених на поверхні виробу теплових променів забезпечує додаткове покращення теплоізоляційних властивостей та формостабільності виробів. Зазначений спосіб ілюструється прикладами його виконання. В Таблиці 1 зазначені приклади по реалізації способу, а в Таблиці 2 показники отриманих у прикладах зразків. В загальному вигляді дії в прикладах виконувалися таким чином. Сировина що використовувалася у прикладах зберігалася у мішках-контейнерах вагою 25-1000кг., у термін зберігання що не перевищує 6 місяців, температура в приміщенні, де зберігалася сировина не перевищувала 25°С. Вспінювання гранул полістиролу. Попередньо сформована традиційним способом сировина засипалася у спеціальний бункер, з якого за допомогою шнекового подавача подавалася в нижню частину вспінювального агрегату (далі «вспінювач»). Зменшуючи або збільшуючи подачу сировини (або пари) у вспінювач, регулювався об'єм спінених гранул, температура у вспінювачі при подачі сировини становила 45-60°С. Під дією водяної пари активується легкокиплячий компонент полістиролу пентан, гранули полістиролу починають збільшуватись у розмірах. У середині вспінювача постійно працював спеціальний розмішувач, який не давав гранулам злипатись. Постійна подача сировини у нижню частину вспінювача витискала вже вспінені гранули у верхню частину вспінювача до висипного вікна, з якого сировина потрапляла до сушильної камери. Процес вспінення та контролю маси вспінених гранул проводив оператор за допомогою електронної ваги. Просушування вспіненого полістиролу. Вспінений полістирол містив в собі 10-15% вологи. Для стабілізації внутрішнього тиску та зміцнення зовнішніх стінок проходить процес просушування вспінених гранул; залишкова вологість матеріалу знижувалася до 3-6%. Просушені гранули полістиролу подавалися у відлежувальний силос. Відлежування вспінених гранул. Для кінцевої стабілізації внутрішнього тиску та пониження вологості гранул до рівня 0,5-1% здійснювалася витримка матеріалу у відлежувальних силосах. Силоси з'єднувалися між собою трубопроводами, що дозволяло використовувати будь-який із них у потрібний час. Вспінені гранули знаходилися в силосах близько 4-12 годин, в залежності від розміру гранул, насипної ваги та залишкової вологи. Щоб зменшити час відлежування, в окремих прикладах використовувався метод перекачування гранул прогрітим повітрям. Час відлежування при цьому скорочувався до 2-3 годин. Формування блоку пінополістиролу. Весь процес формування блоку проводився в напівавтоматичному режимі за допомогою комп'ютера та відповідного програмного забезпечення і поділявся на такі етапи: - нагрівання форми - у форму подавалася пара для прогріву її до температури 85°С; - засипання сировини - відкривався верхній клапан подачі сировини та шляхом відкачування повітря сировина з силоса втягувалася у форму; - подача пари - у форму подавалася пара під тиском 2,2-2,7атм., час подачі пари 3-8 секунд, на даному етапі формування блоку пінополістиролу відпрацьована пара виходила через клапан зливу конденсату; - відкривався клапан вакуумного відкачування, при цьому проходила витяжка залишків конденсату пари; - проходив процес охолодження блоку та вирівнювання тиску в середині форми із зовнішнім тиском; - готовий блок пінополістиролу виймався з форми, важився та транспортувався для подальшого відстоювання (3-5 днів). Порізка блоків. Порізка блоків проводилася за допомогою спеціальної лінії порізки. Блок різався нагрітими струнами діаметром 0,35-0,5мм на листи довільної товщини, після чого проводився контроль геометричних розмірів листів за допомогою повірених вимірювальних приладів. Пакування. Порізані листи пінополістиролу пакувалися у поліетиленову плівку з нанесенням інформації про параметри прикладу. Випробування отриманих у прикладах зразків листів пінополістиролу проводилися відповідно до вимог ГОСТ 15588-86. Таблиця 1 Попереднє Прогрів Подання Сушіння Відлежування Відстоювання спінення форми пари Забезп. Вологість З прокач. Темпе- вологість ТемпеПриклади Графіт спінених Вільне прогрітим Тиск Термін Термін Полістирол ратура спінених ратура гранул повітрям гранул Сировина 1. 2. 3. 4. 5. 6. 7. 8. % 95 99,8 100 96 100 99,5 97 99,9 % °С % % годин годин °С атм. сек. днів 5 0,2 4 0,5 3 0,1 55 56 57 55 58 60 59 60 10 11 12 10 13 14 15 15 3 5 3 6 4 6 3 6 12 4 10 6 4 2,0 2,5 3,0 88 81 78 85 84 86 83 79 2,2 2,7 2,5 2,5 2,2 2,7 2,4 2,3 8 6 3 5 7 8 4 3 5 4 3 4 3 5 3 4 Таблиця 2 Приклади Показники 2 3 4 5 6 7 8 0,12 0,11 0,08 0,13 0,12 0,11 0,12 0,11 0,35 0,24 0,3 0,28 0,33 0,35 0,29 0,36 0,036 0,042 0,041 0,038 0,040 0,041 0,037 0,039 3,0 11,4 3,5 11,98 4 12 3,5 11,52 4 12 3,5 11,94 3,0 11,64 4 11,99 2,0 2,5 2,5 2,4 2,5 2,0 2,0 2,5 1 Міцність на стиснення при 10% лінійній деформації, (Мпа) Міцність при вигині, (Мпа) Теплопровідність в сухому стані при 25 °С (Вт/м.К.) Час самостійного горіння, (сек.) Вологість, (%) Водопоглинання за 24 години, (% за об'ємом) Як показують результати досліджень застосування зазначених ознак способу змінює перебіг процесів формоутворення спінених полімерних виробів, раціонально розділяє масообмінні процеси по операціях способу, що змінює властивості отриманих виробів, а саме забезпечує покращення теплоізоляційних властивостей та формостабільності виробів, міцність на стиснення при деформації, міцність при вигині, теплопровідність, та зменшує показники водопоглинання спінених полімерних виробів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing polymeric foam articles
Автори англійськоюBarchuk Yaroslav Vasyliovych
Назва патенту російськоюСпособ получения вспененных полимерных изделий
Автори російськоюБарчук Ярослав Васильевич
МПК / Мітки
МПК: B29C 49/00, B29C 51/00, B29C 67/00, B29C 44/00
Мітки: виробів, спінених, отримання, полімерних, спосіб
Код посилання
<a href="https://ua.patents.su/3-32352-sposib-otrimannya-spinenikh-polimernikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання спінених полімерних виробів</a>
Спосіб підвищення електропровідності полімерних виробів
Номер патенту: 25955
Опубліковано: 27.08.2007
Автори: Муфель Лев Абрамович, Муравйов Кирило Володимирович, Муравйова Валентина Михайлівна, Демченко Олег Олександрович
МПК: H01R 4/00
Мітки: підвищення, виробів, електропровідності, спосіб, полімерних
Формула / Реферат:
Спосіб підвищення електропровідності полімерних виробів, що полягає в нанесенні на їх поверхню струмопровідного шару, який відрізняється тим, що як струмопровідний шар використовують шар, що складається з сольвенту, нанесеного безпосередньо на поверхню виробу, і дисперсної системи, яка складається з полімерного матеріалу, розчиненого в сольвенті, і вуглецевих неорганічних сполук.
Спосіб виготовлення виробів з полімерних матеріалів
Номер патенту: 39405
Опубліковано: 15.06.2001
Автори: Скиба Микола Єгорович, Синюк Олег Миколайович, Злотенко Борис Миколайович
МПК: B29C 45/03
Мітки: полімерних, виготовлення, спосіб, виробів, матеріалів
Формула / Реферат:
Спосіб виготовлення виробів із полімерних матеріалів, що включає нагнітання розплаву у форму, із наступним його охолодженням при регульованих тиску і температурі, який відрізняється тим, що створюють багатоосьову орієнтацію структури полімерного матеріалу шляхом обертання частини форми, що переміщається.
Спосіб декоративного облицьовування поверхні виробів з деревних і полімерних матеріалів

Номер патенту: 14214
Опубліковано: 15.05.2006
Автор: Бережний Сергій Володимирович
МПК: B44C 5/00
Мітки: деревних, декоративного, матеріалів, поверхні, облицьовування, полімерних, спосіб, виробів
Формула / Реферат:
1. Спосіб декоративного облицьовування поверхні виробів з деревних і полімерних матеріалів, що включає операції обробки поверхні виробу, нанесення клею на оброблену поверхню виробу, наклеювання облицювального матеріалу на клейову поверхню виробу, витримування облицюваного виробу до повного осушення поверхні облицювального матеріалу і нанесення декоративного малюнка на поверхню облицювального матеріалу, який відрізняється тим, що після...
Спосіб затвердіння виробів з полімерних композиційних матеріалів
Номер патенту: 73709
Опубліковано: 15.08.2005
Автори: Санін Федір Павлович, Демура Антон Львович
МПК: B29C 35/00
Мітки: затвердіння, виробів, композиційних, полімерних, спосіб, матеріалів
Формула / Реферат:
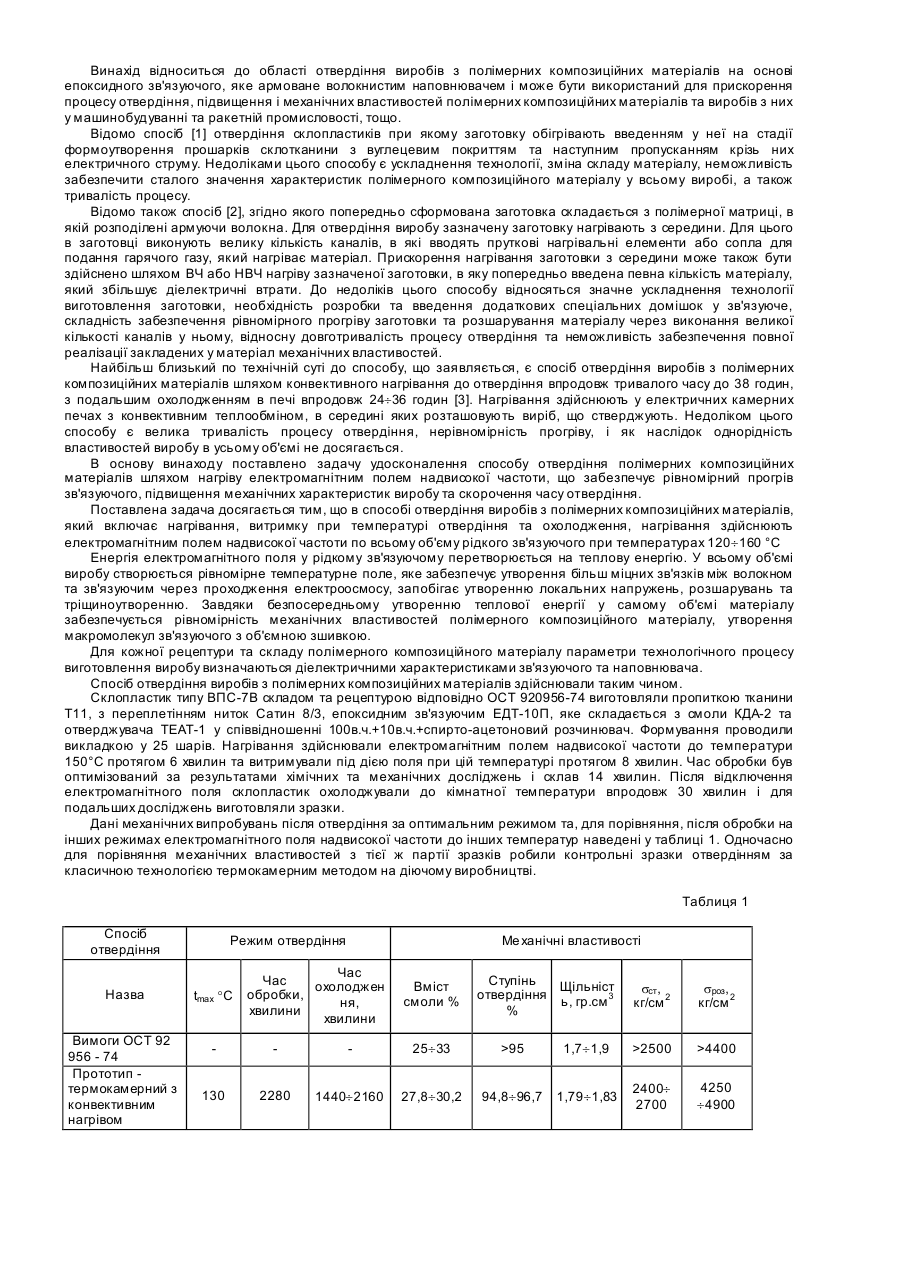
Спосіб затвердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі затвердіння та охолодження, який відрізняється тим, що нагрівання здійснюють електромагнітним полем надвисокої частоти всього об'єму рідкого зв'язуючого при температурах 120 - 160 °С.
Спосіб оцінки корозійного впливу полімерних матеріалів на стійкість металізації напівпровідникових виробів
Номер патенту: 25174
Опубліковано: 25.07.2007
Автори: Бакунцев Олександр Васильович, Діденко Юрій Вікторович
МПК: G01N 17/00
Мітки: стійкість, металізації, виробів, напівпровідникових, корозійного, полімерних, матеріалів, оцінки, спосіб, впливу
Формула / Реферат:
Спосіб оцінки корозійного впливу полімерних матеріалів на стійкість металізації напівпровідникових виробів, який полягає в тому, що до електродів прикладають електричну напругу та піддають термообробці, який відрізняється тим, що як електроди використовують вільні виводи корпусу напівпровідникового виробу, герметизованого полімерним матеріалом, термообробку проводять при температурі затвердіння матеріалу корпусу, а корозійний вплив оцінюють...
Попередній патент: Пристрій для кріплення облицьовувальних плит
Наступний патент: Формований виріб з термопласту
Випадковий патент: Спосіб прогнозування гнійно-некротичних ускладнень кіст підшлункової залози