Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Єрохін Олександр Петрович, Андрєєв Георгій Вікторович, Таталін Борис Федорович, Гітніков Ара Гершович, Висоцький Петро Семенович
Формула / Реферат
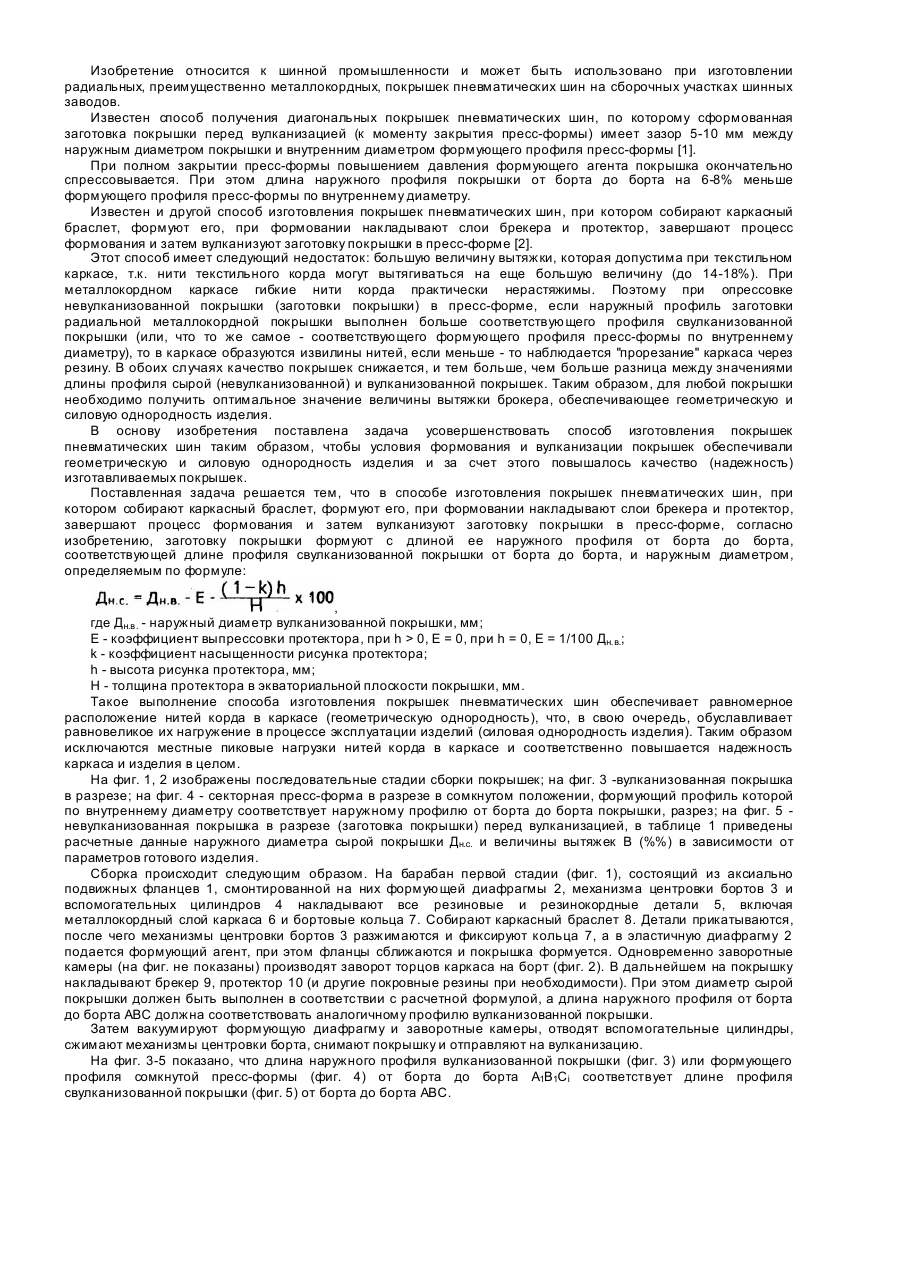
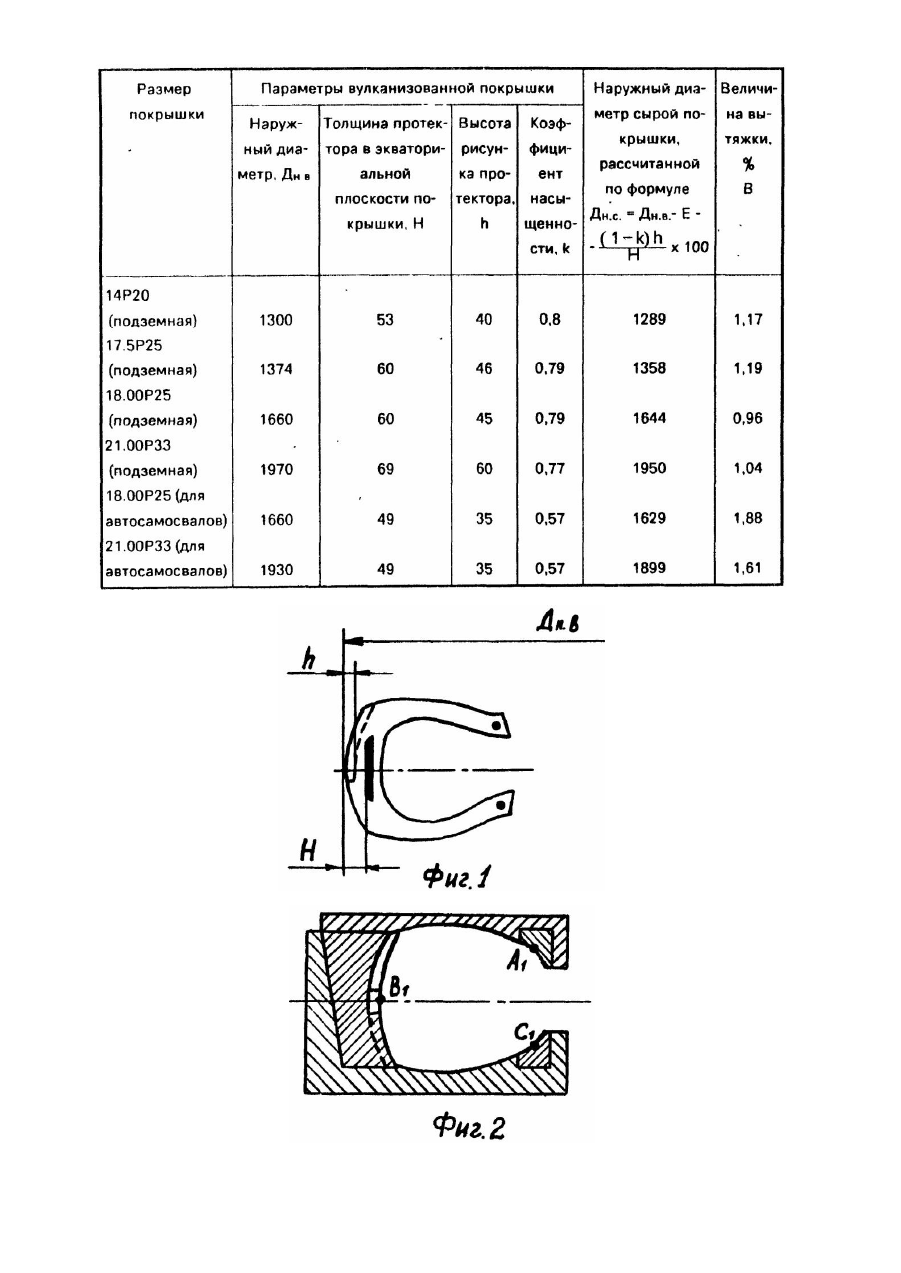
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым по формуле:
,
где Дн.в. - наружный диаметр вулканизованной покрышки, мм;
Е - коэффициент выпрессовки протектора, при h > 0,
Е = 0;
при h = 0, Е = 1/100 Дн.в.;
k - коэффициент насыщенности рисунка протектора;
h - высота рисунка протектора, мм;
Н - толщина протектора в экваториальной плоскости покрышки, мм.
Текст
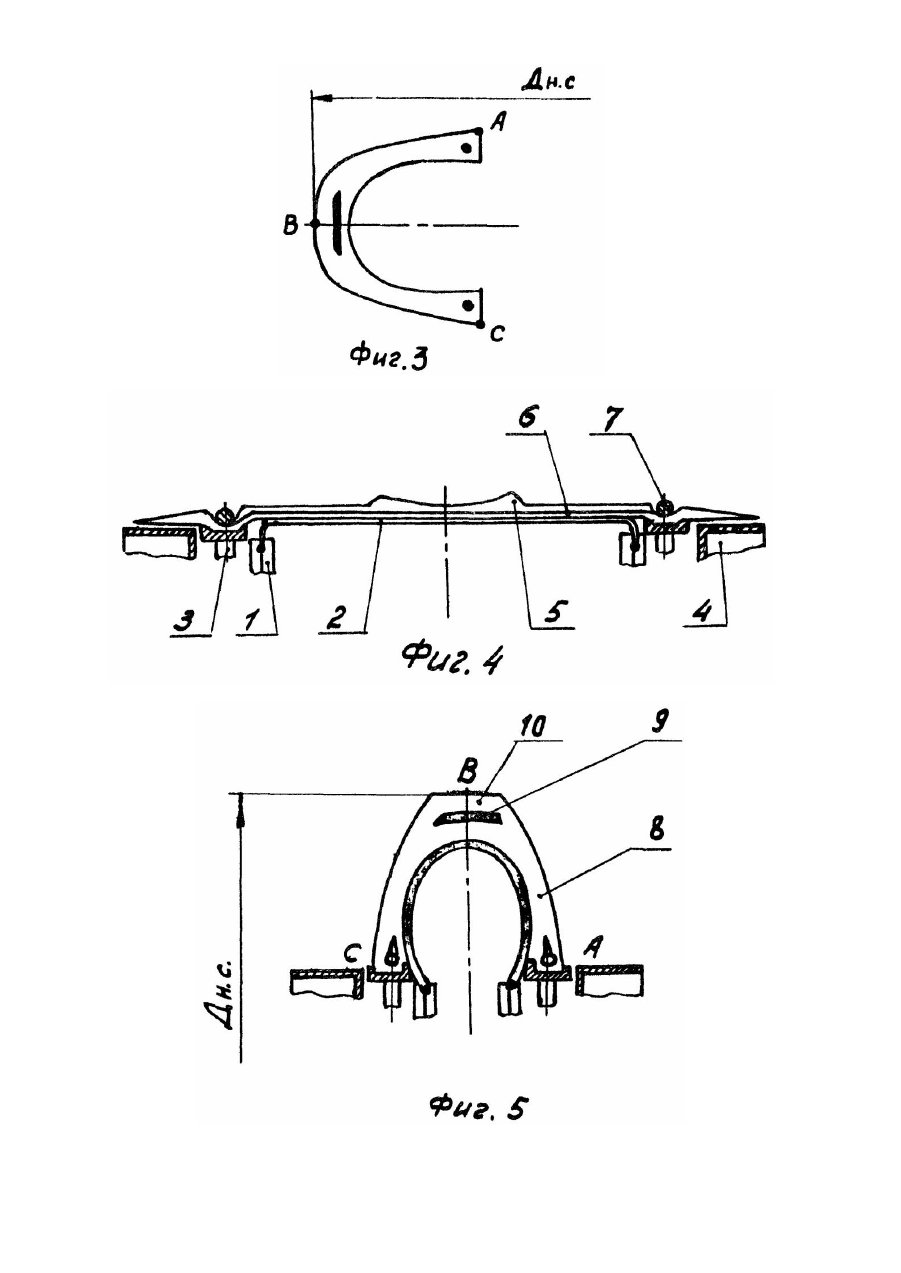
Изобретение относится к шинной промышленности и может быть использовано при изготовлении радиальных, преимущественно металлокордных, покрышек пневматических шин на сборочных участках шинных заводов. Известен способ получения диагональных покрышек пневматических шин, по которому сформованная заготовка покрышки перед вулканизацией (к моменту закрытия пресс-формы) имеет зазор 5-10 мм между наружным диаметром покрышки и внутренним диаметром формующего профиля пресс-формы [1]. При полном закрытии пресс-формы повышением давления формующего агента покрышка окончательно спрессовывается. При этом длина наружного профиля покрышки от борта до борта на 6-8% меньше формующего профиля пресс-формы по внутреннему диаметру. Известен и другой способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме [2]. Этот способ имеет следующий недостаток: большую величину вытяжки, которая допустима при текстильном каркасе, т.к. нити текстильного корда могут вытягиваться на еще большую величину (до 14-18%). При металлокордном каркасе гибкие нити корда практически нерастяжимы. Поэтому при опрессовке невулканизованной покрышки (заготовки покрышки) в пресс-форме, если наружный профиль заготовки радиальной металлокордной покрышки выполнен больше соответствующего профиля свулканизованной покрышки (или, что то же самое - соответствующего формующего профиля пресс-формы по внутреннему диаметру), то в каркасе образуются извилины нитей, если меньше - то наблюдается "прорезание" каркаса через резину. В обоих случаях качество покрышек снижается, и тем больше, чем больше разница между значениями длины профиля сырой (невулканизованной) и вулканизованной покрышек. Таким образом, для любой покрышки необходимо получить оптимальное значение величины вытяжки брокера, обеспечивающее геометрическую и силовую однородность изделия. В основу изобретения поставлена задача усовершенствовать способ изготовления покрышек пневматических шин таким образом, чтобы условия формования и вулканизации покрышек обеспечивали геометрическую и силовую однородность изделия и за счет этого повышалось качество (надежность) изготавливаемых покрышек. Поставленная задача решается тем, что в способе изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, согласно изобретению, заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым по формуле: , где Дн.в. - наружный диаметр вулканизованной покрышки, мм; Е - коэффициент выпрессовки протектора, при h > 0, Е = 0, при h = 0, Е = 1/100 Дн.в.; k - коэффициент насыщенности рисунка протектора; h - высота рисунка протектора, мм; Н - толщина протектора в экваториальной плоскости покрышки, мм. Такое выполнение способа изготовления покрышек пневматических шин обеспечивает равномерное расположение нитей корда в каркасе (геометрическую однородность), что, в свою очередь, обуславливает равновеликое их нагружение в процессе эксплуатации изделий (силовая однородность изделия). Таким образом исключаются местные пиковые нагрузки нитей корда в каркасе и соответственно повышается надежность каркаса и изделия в целом. На фиг. 1, 2 изображены последовательные стадии сборки покрышек; на фиг. 3 -вулканизованная покрышка в разрезе; на фиг. 4 - секторная пресс-форма в разрезе в сомкнутом положении, формующий профиль которой по внутреннему диаметру соответствует наружному профилю от борта до борта покрышки, разрез; на фиг. 5 невулканизованная покрышка в разрезе (заготовка покрышки) перед вулканизацией, в таблице 1 приведены расчетные данные наружного диаметра сырой покрышки Дн.с. и величины вытяжек В (%%) в зависимости от параметров готового изделия. Сборка происходит следующим образом. На барабан первой стадии (фиг. 1), состоящий из аксиально подвижных фланцев 1, смонтированной на них формующей диафрагмы 2, механизма центровки бортов 3 и вспомогательных цилиндров 4 накладывают все резиновые и резинокордные детали 5, включая металлокордный слой каркаса 6 и бортовые кольца 7. Собирают каркасный браслет 8. Детали прикатываются, после чего механизмы центровки бортов 3 разжимаются и фиксируют кольца 7, а в эластичную диафрагму 2 подается формующий агент, при этом фланцы сближаются и покрышка формуется. Одновременно заворотные камеры (на фиг. не показаны) производят заворот торцов каркаса на борт (фиг. 2). В дальнейшем на покрышку накладывают брекер 9, протектор 10 (и другие покровные резины при необходимости). При этом диаметр сырой покрышки должен быть выполнен в соответствии с расчетной формулой, а длина наружного профиля от борта до борта АВС должна соответствовать аналогичному профилю вулканизованной покрышки. Затем вакуумируют формующую диафрагму и заворотные камеры, отводят вспомогательные цилиндры, сжимают механизмы центровки борта, снимают покрышку и отправляют на вулканизацию. На фиг. 3-5 показано, что длина наружного профиля вулканизованной покрышки (фиг. 3) или формующего профиля сомкнутой пресс-формы (фиг. 4) от борта до борта А1В1Сі соответствует длине профиля свулканизованной покрышки (фиг. 5) от борта до борта АВС.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of tyrecasings
Автори англійськоюTatalin Borys Fedorovych, Yerokhin Oleksandr Petrovych, Hitnikov Ara Hershovych, Vysotskyi Petro Semenovych, Andrieiev Heorhii Viktorovych
Назва патенту російськоюСпособ изготовления покрышек пневматических шин
Автори російськоюТаталин Борис Федорович, Ерохин Александр Петрович, Гитников Ара Гершович, Высоцкий Петр Семенович, Андреев Георгий Викторович
МПК / Мітки
МПК: B29D 30/06
Мітки: шин, спосіб, пневматичних, покришок, виготовлення
Код посилання
<a href="https://ua.patents.su/3-3350-sposib-vigotovlennya-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення покришок пневматичних шин</a>
Спосіб виготовлення брекера покришок пневматичних шин
Номер патенту: 3708
Опубліковано: 27.12.1994
Автор: Гігніков Ара Гершович
МПК: B29D 30/38, B29D 30/20
Мітки: спосіб, шин, покришок, брекера, виготовлення, пневматичних
Формула / Реферат:
Способ изготовления брокера покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных эластичных нерастяжимых нитей на цилиндрическую оправку, разрезают ее с образованием листовой заготовки, а затем получают цилиндрический слой брокера путем стыковки по торцам листовой заготовки, отличающийся тем, что, с целью повышения качества покрышек за счет уменьшения стыков в брокере, трубчатую заготовку...
Пристрій для виготовлення ливарних покришок пневматичних шин
Номер патенту: 2394
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Василенко Віктор Іванович, Дзюра Євгеній Антонович, Кушнір Олександр Володимирович
МПК: B29C 35/04, B29C 45/02, B29L 30/00
Мітки: пристрій, покришок, виготовлення, ливарних, пневматичних, шин
Формула / Реферат:
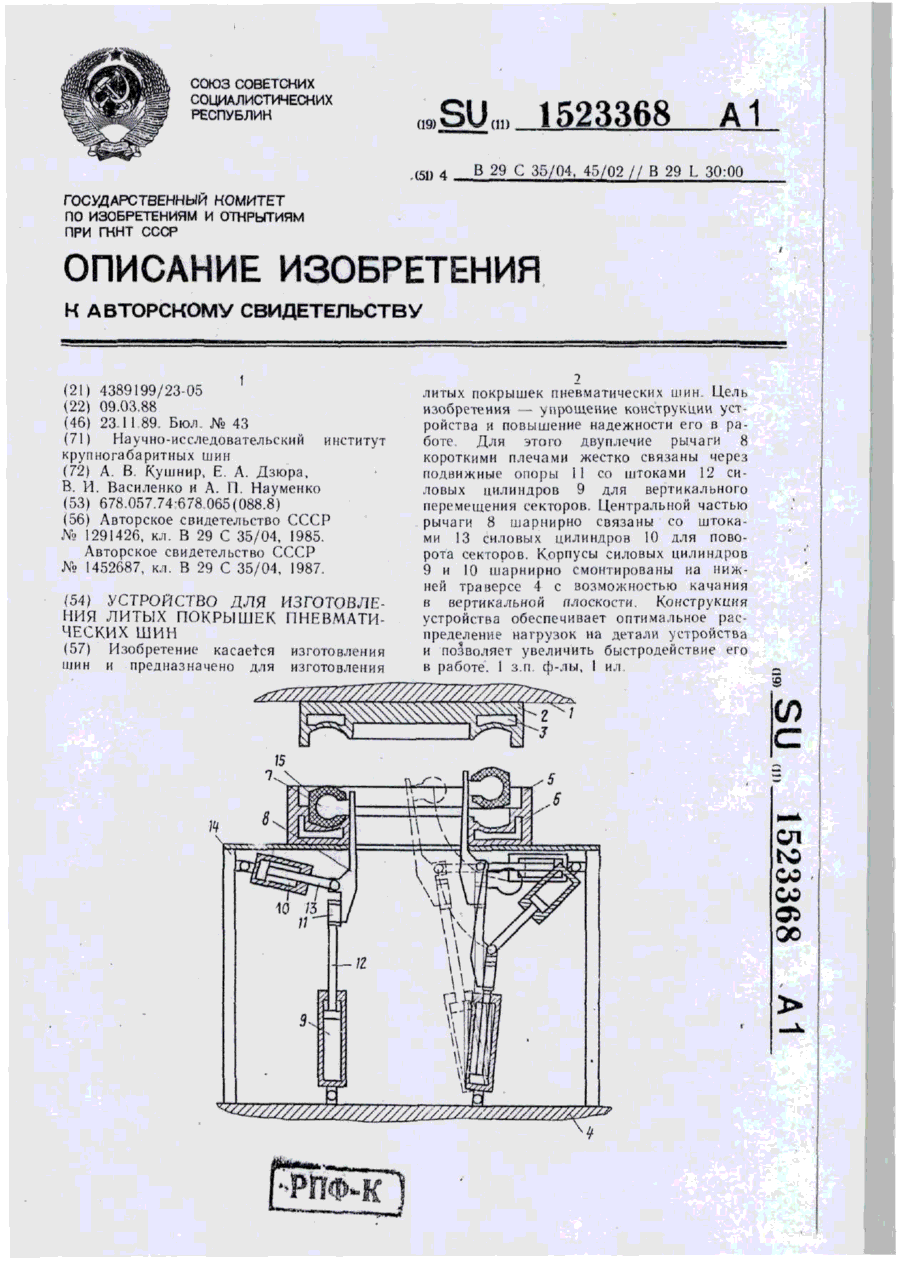
1. Устройство для изготовления литых покрышек пневматических шин, содержащее литьевой пресс, закрепленную на его подвижной траверсе верхнюю полуформу, связанную с его неподвижной траверсой нижнюю полуформу, тороидальный сердечник, образованный поворотными c вертикальной плоскости секторами, связанными посредством двуплечих рычагов и подвижной опоры с механизмом для извлечения секторов, имеющим силовые цилиндры для вертикального...
Спосіб виготовлення герметизуючого шара покришок пневматичних шин
Номер патенту: 2414
Опубліковано: 26.12.1994
Автори: Смірнов Олександр Генадійович, Смелянський Володимир Михайлович
МПК: B29D 30/00
Мітки: герметизуючого, пневматичних, покришок, шин, виготовлення, спосіб, шара
Формула / Реферат:
Способ изготовления герметизирующего слоя покрышек пневматических шин по авт. св. N1593971, отличающийся тем, что, с целью повышения качества бескамерных покрышек за счет устранения деформации изолирующего материала, перед дублированием и прикаткой всех слоев изделия верхний слой подают изолирующим материалом к транспортной ленте.
Барабан для складання покришок пневматичних шин
Номер патенту: 2679
Опубліковано: 26.12.1994
Автори: Гітніков Ара Гершович, Таталін Борис Федорович
МПК: B29D 30/20
Мітки: барабан, шин, пневматичних, складання, покришок
Формула / Реферат:
Барабан для оборки покрышек пневматических шин, содержащий смонтированное на приводном валу основание с закрепленной на нем наружной профильной обечайкой, отличающийся тем, что, с целью упрощения конструкции барабана и повышения надежности его работы, профильная обечайка выполнена в виде эластичной оболочки.
Спосіб виготовлення герметизуючого шара покришок пневматичних шин

Номер патенту: 2416
Опубліковано: 26.12.1994
Автори: Смірнов Олександр Генадійович, Смелянський Володимир Михайлович
МПК: B29D 30/00
Мітки: шин, пневматичних, шара, виготовлення, покришок, спосіб, герметизуючого
Формула / Реферат:
Способ изготовления герметизирующего слоя покрышек пневматических шин, по авт. св. N 1162616, отличающийся тем, что, с целью повышения качества бескамерных покрышек за счет устранения образования складок на поверхности герметизирующего слоя, после наложения верхнего слоя изолирующим материалом наружу осуществляют последующую закатку заготовки герметизирующего слоя в рулон изолирующим материалом наружу.
Попередній патент: Спосіб моделювання мікросомального ферметативного імпринтінгу
Наступний патент: Спосіб одержання концентратів із руд чорних металів
Випадковий патент: Спосіб формування біліодигестивного анастомозу