Пристрій для виготовлення крученої металевої сітки
Номер патенту: 3375
Опубліковано: 15.11.2004
Автори: Медвідь Сергій Хомович, Гавриш Володимир Степанович, Медвідь Олександр Сергійович
Формула / Реферат
Пристрій для виготовлення крученої металевої сітки, що включає вузол подачі дротів, вузол формування їх у вічка, вузол введення дротин в пази шестерень і виведення готових скрутнів, який складається з верхньої і нижньої штанг та пластини з трапецієподібними вікнами, що закріплені на двох каретках, вузол скручування дротів, вузол протягнення готової сітки та пружинних компенсаторів, що розміщені на станині, який відрізняється тим, що верхня штанга вузла введення дротин в пази шестерень і виведення готових скрутнів зв'язана з кареткою кінематичною парою з можливістю переміщення та фіксації в певній позиції по висоті каретки та не з'єднана з пластиною, що має трапецієподібні вікна.
Текст
Пристрій для виготовлення крученої металевої сітки, що включає вузол подачі дротів, вузол формування їх у вічка, вузол введення дротин в 3 3375 4 штанга вузла введення дротин в пази шестерень і дротини попадають на скоси корпусів 6. При подавиведення готових скрутнів зв'язана з кареткою льшому опусканні кареток 18 розклинюючі зуби 22, кінематичною парою з можливістю переміщення та циліндричні стержні 23 і вертикальні штирі 25 зафіксації в певній позиції по висоті каретки та не водяться між відповідними парами дротин. В цей з'єднана з пластиною, що має трапецієподібні момент дротини попадають під верхню (широку) вікна. основу трапецієподібних вікон 28, що дозволяє При такій конструкції вузла введення дротин в розклинюючим зубам 22, разом з верхньою штанпази шестерень і виведення готових скруток верхгою 29 і заднім брусом 24, розвести дротини на ня штанга може опускатися на різну глибину нижче ширину вічка, а потім ввести їх в пази шестерень осі скручуючи х шестерень при постійній величині 4. На останньому етапі опускання кареток 18 верходу каретки. Завдяки цьому, в залежності від діахня штанга 29, опускаючись нижче осі скручування метра дроту, який використовується, вона утворює створює необхідний компенсаційний прогин на його компенсаційний прогин потрібної довжини. дротинах між двома рядами шестерень 4 (Фіг.2). На Фіг.1 зображено технологічну схему приПри вмиканні гідроциліндра 10 зубчата рейка 8 строю; на Фіг.2 - пристрій, вигляд збоку; на Фіг.3 здійснює поступальний рух, обертаючи шестерні 4, те саме, вигляд спереду; на Фіг.4 - те саме, вигляд які здійснюють необхідну кількість обертів для зазверху; на Фіг.5 - вузол введення дротин в пази даного числа скрутнів з урахуванням пружної дешестерень і виведення готових скруток; на Фіг.6 формації. В кінці робочого ходу з убчата рейка 8 розріз А-А. стискає пружину 15. При вимкненні гідроциліндра В пристрої для виготовлення крученої метале10 стиснута пружина 15, штовхаючи зубчату рейку вої сітки всі вузли та механізми розміщені на ста8, повертає шестерні 4 до тих пір, поки скручуючі нині 1. Вузол подачі дроту, складається з котушок пальці 5 не займуть вертикальне положення. Та2 і двох рядів напрямних втулок 3 (Фіг.1 і 2). Вузол ким чином знімається пружна деформація в скрутскручування містить два ряди шестерень 4 зі скрунях. Необхідний запас дроту для утворення скрутів чуючими пальцями 5 (Фіг.3). Шестерні 4 розміщені надходить, з одного боку, з котушок 2, а з іншого в роз'ємних корпусах 6 і перебувають в постійному за рахунок зворотного підтягування до шестерень зачепленні із зубчатими рейками 7 і 8, які з'єднані 4 готової сітки при вимкнених гідроциліндрах 14. з гідроциліндрами 9 і 10. Вузол протягування готоЗворотній хід сітки обмежується вертикальними вої сітки виконано у вигляді горизонтального бруса штирями 25. Потім вмикається гідроциліндр 9 і 11 з закріпленими на ньому зубами 12 і притискноаналогічно скручується другий ряд дротин. При го ролика 13, що шарнірно закріплений на станині цьому необхідний запас дроту на утворення скрут1 (Фіг.2 і 4). Вузол приводиться в дію гідроцилінднів надходить, з одного боку, з котушок, а з іншого рами 14. Пружинний компенсатор складається з - з компенсаційного запасу, що утворений верхпружини 15, гвинта 16 і регулювальної гайки 17 ньою штангою 29. (Фіг.3 і 4). Після цього гідроциліндри 20 піднімають кареВузли формування дротин у вічка, введення їх тки 18 в верхнє положення. При цьому нижня штав пази шестерень 4 і виведення готових скруток нга 26 знімає готову сітку зі скручуючих пальців 5. змонтовані на двох каретках 18, що переміщуютьГідроциліндри 14 подають горизонтальний брус 11 ся вертикально по напрямних 19 гідроциліндрами до шестерень 4 і під дією притискного ролика 13 20 (Фіг.2 і 3). До кареток жорстко кріпиться передвідбувається захват готової сітки зубами 12, після ній брус 21 з розклинюючими зубами 22 і розміщечого готова сітка протягується гідроциліндрами 14 ними між ними циліндричними стержнями 23 та на величину двох вічок, одночасно змотуючи задній брус 24 з вертикальними штирями 25 вузла дротини 32 з котушок 2. Після цього процес формування дротин у вічка, а також нижня штанга повторюється. 26 з пластиною 27, що має трапецієподібні вікна При використанні для виготовлення сітки дро28, вузла введення їх в пази шестерень 4 і вивету більшого або меншого діаметра верхню штангу дення готових скрутнів. Верхня штанга 29 остан29 з допомогою гвинтового механізму 31 перемінього має можливість вертикального переміщення щують на каретках 18, відповідно, вниз або вверх і фіксації в пазах 30 гвинтом 31 в певному полона певну висоту, в залежності від діаметра дроту, женні відносно кареток, нижньої штанги і пластини який використовується. Це дає змогу змінити вез трапецієподібними вікнами (Фіг.2, 5 і 6). личину прогину дроту 32 між рядами шестерень 4 Пристрій працює наступним чином для створення необхідного компенсаційного запаДротини 32 з котушок подаються через напрясу дроту на утворення скрутня, що запобігає його мні втулки 3, трапецієподібні вікна 28 і закріплюобривам, або утворенню нещільного скрутня. Далі ється на зубах 12 механізму протяжки готової сітпринцип роботи машини той самий. ки. В цей момент дротини перебувають попарно Джерела інформації: на нижній, вузькій основі трапецієподібних вікон 1. А.С. СССР №1304967, кл. В21F27/02, 1987, 28, що обмежує їх зміщення вбік і забезпечує поБюл. №15. дальшу заправку кожної пари дротин у відповідну 2. Патент РФ №2103097, кл. В21F27/02, 1998, шестерню 4. Потім, за допомогою гідроциліндрів Бюл. №3. 20 каретки 18 починають опускатися. При цьому 5 Комп’ютерна в ерстка Д. Шев ерун 3375 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21F 27/00
Мітки: металевої, пристрій, виготовлення, крученої, сітки
Код посилання
<a href="https://ua.patents.su/3-3375-pristrijj-dlya-vigotovlennya-krucheno-metalevo-sitki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення крученої металевої сітки</a>
Побутовий верстат для виготовлення металевої сітки
Номер патенту: 38480
Опубліковано: 15.07.2003
Автор: Важненко Олександр Борисович
МПК: B21F 27/00
Мітки: виготовлення, металевої, побутовий, сітки, верстат
Формула / Реферат:
1. Побутовий верстат для виготовлення металевої сітки, який містить станину, на якій встановлені механізм формування спіралі, що включає навивальний ніж та шнек і датчик обертів, електропривід, який з'єднаний з механізмом формування спіралі, який відрізняється тим, що на станині додатково встановлений електронний пристрій управління, який через магнітний пускач зв’язаний з електроприводом, а датчик обертів зв’язаний з електронним пристроєм...
Станок для виготовлення плетеної металевої сітки

Номер патенту: 923
Опубліковано: 15.12.1993
Автори: Балабат Любов Миколаївна, Ляш Іван Сергійович, Носик Микола Іванович, Кульбіда Євген Пантелейович, Фатєєв Сергій Михайлович, Черненко Олександр Романович, Ляш Сергій Іванович
МПК: B21F 27/00
Мітки: сітки, металевої, виготовлення, станок, плетеної
Формула / Реферат:
Станок для изготовления плетеной металлической сетки, содержащий смонтированные на станине механизм формирования спирали прядей сетки с полым цилиндром, имеющим винтовой сквозной паз с размещенным в полом цилиндре с возможностью вращения вокруг оси навивки спирали навивочным ножом, задний конец которого соединен посредством вала с приводом вращения, и механизм резки сформированных прядей сетки, отличающийся тем, что он снабжен закрепленным на...
Дротяна сітка для гравійного огородження або для захисту поверхневого шару ґрунту, кріплення для дротяної сітки, а також спосіб і пристрій для її виготовлення
Номер патенту: 63948
Опубліковано: 16.02.2004
Автор: Ейшер Бернард
МПК: E02D 17/20, B21D 11/07, E01F 7/00
Мітки: поверхневого, виготовлення, дротяна, сітка, захисту, кріплення, також, сітки, гравійного, огородження, шару, пристрій, ґрунту, дротяної, спосіб
Формула / Реферат:
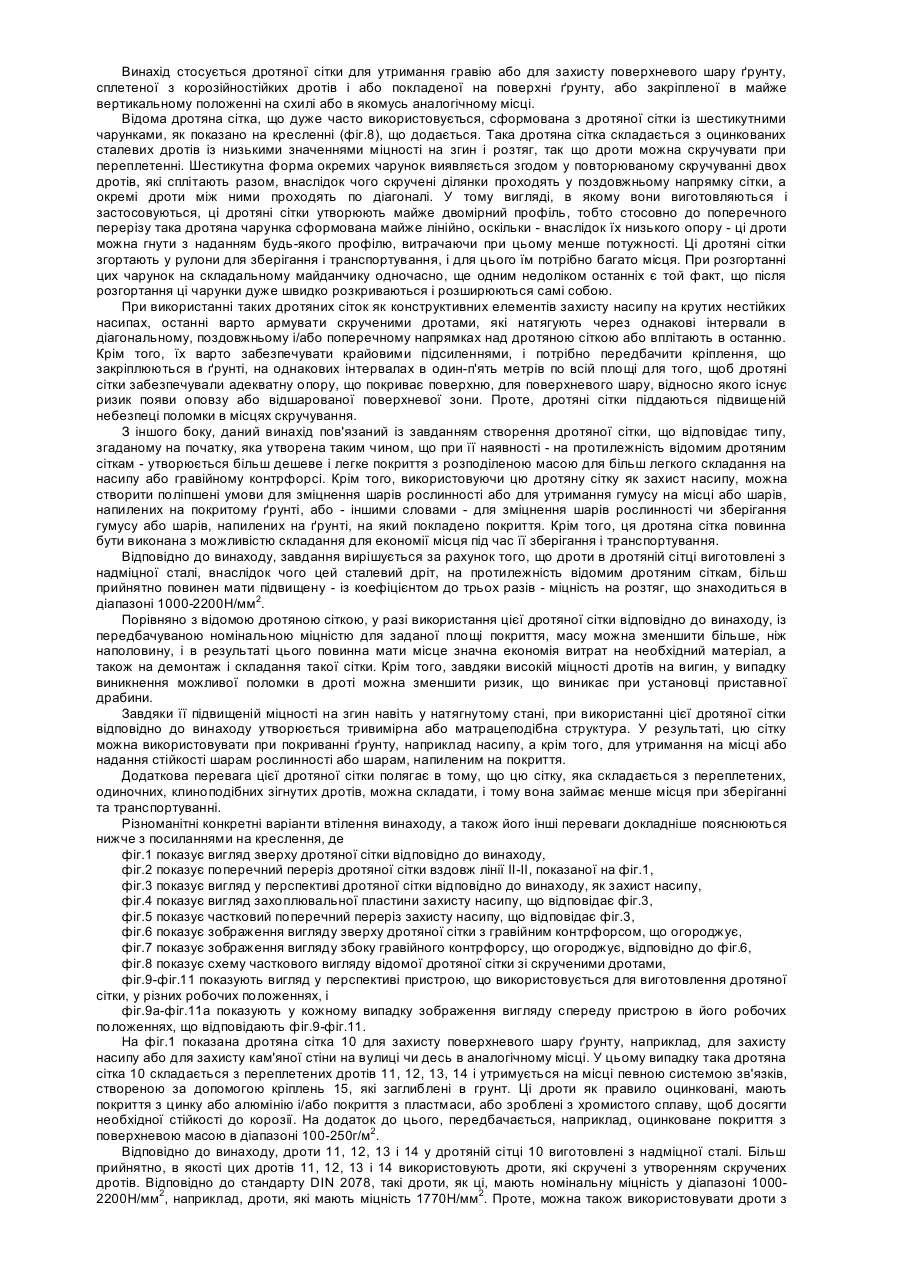
1. Дротяна сітка для утримання гравію або для захисту поверхневого шару ґрунту, сплетена з корозійностійких дротів (11, 12, 13, 14) і призначена для укладення на поверхні ґрунту або закріплення в майже вертикальному положенні на схилі або в якомусь аналогічному місці, яка відрізняється тим, що дроти (11, 12, 13, 14) у дротяній сітці (10) виготовлені з надміцної сталі, що має номінальну міцність на розтяг у діапазоні 1000 - 2200...
Пристрій для кріплення та натягання сітки сита
Номер патенту: 58620
Опубліковано: 15.08.2003
Автори: Мурко Володимир Федорович, Лук'яненко Олександр Федорович, Клочко Георгій Петрович, Кусов Олександр Борисович, Кофанов Олександр Сергійович
МПК: B07B 1/46, B07B 1/48, B07B 1/40
Мітки: пристрій, кріплення, сітки, натягання, сита
Формула / Реферат:
Пристрій для кріплення і натягання сітки сита, який містить опорну конструкцію для сітки, пристрій для фіксування і пристрій для натягання сітки, який має валик, встановлений з можливістю його обертання на підшипниках, що розміщені на коробі грохота, і фіксатор валика, який відрізняється тим, що валик пристрою для натягання виконаний у вигляді труби з повздовжнім пазом для заведення сітки, а пристрій для фіксування містить клин для кріплення...
Спосіб та пристрій для виготовлення металевої штаби
Номер патенту: 32571
Опубліковано: 15.02.2001
Автори: КАЛКІН Патрик, ВІНЦЕ Алберт, МАРЛОУ Джон, НІССЕН Пол, ЛУІС Джералд, ТЕНГ Най-Йонг, СЕЙМОР Теодор
МПК: B22D 25/00, H01M 4/64, B22D 11/06
Мітки: штаби, пристрій, спосіб, виготовлення, металевої
Текст:
...известных процессов На фиг 1 схематически изображена линия для непрерывной разливки металлической полосы 1 Линия непрерывной разливки включает разливочный барабан 2, соединенный одной стороной с разливочным устройством 3, а другой стороной со съемной плитой 4, проходящей через агрегат 5 для продольной резки полосы 1, в котором происходит подрезка боковых краев полосы 1 Затем линия разливки проходит под последовательными газовыми...
Попередній патент: Спосіб представлення візуальної інформації
Наступний патент: Процес доливання свердловини буровим розчином під час піднімання бурильного інструменту
Випадковий патент: Спосіб нанесення карбідних покриттів на поверхні сталей та сплавів