Станок для виготовлення плетеної металевої сітки
Номер патенту: 923
Опубліковано: 15.12.1993
Автори: Ляш Іван Сергійович, Фатєєв Сергій Михайлович, Носик Микола Іванович, Ляш Сергій Іванович, Балабат Любов Миколаївна, Кульбіда Євген Пантелейович, Черненко Олександр Романович

Формула / Реферат
Станок для изготовления плетеной металлической сетки, содержащий смонтированные на станине механизм формирования спирали прядей сетки с полым цилиндром, имеющим винтовой сквозной паз с размещенным в полом цилиндре с возможностью вращения вокруг оси навивки спирали навивочным ножом, задний конец которого соединен посредством вала с приводом вращения, и механизм резки сформированных прядей сетки, отличающийся тем, что он снабжен закрепленным на станине столом, смонтированными на станине направляющими роликами для подачи проволоки в начало винтового паза полого цилиндра, причем винтовой паз выполнен с углом подъема витка, равным 18-20 градусов, навивочный нож выполнен в виде прямоугольной пластины, ширина которой больше толщины в 5-5,3 раза, а передний конец смещен эксцентрично; относительно оси навивки спирали прядей сетки на величину, равную 13-16 мм.
Текст
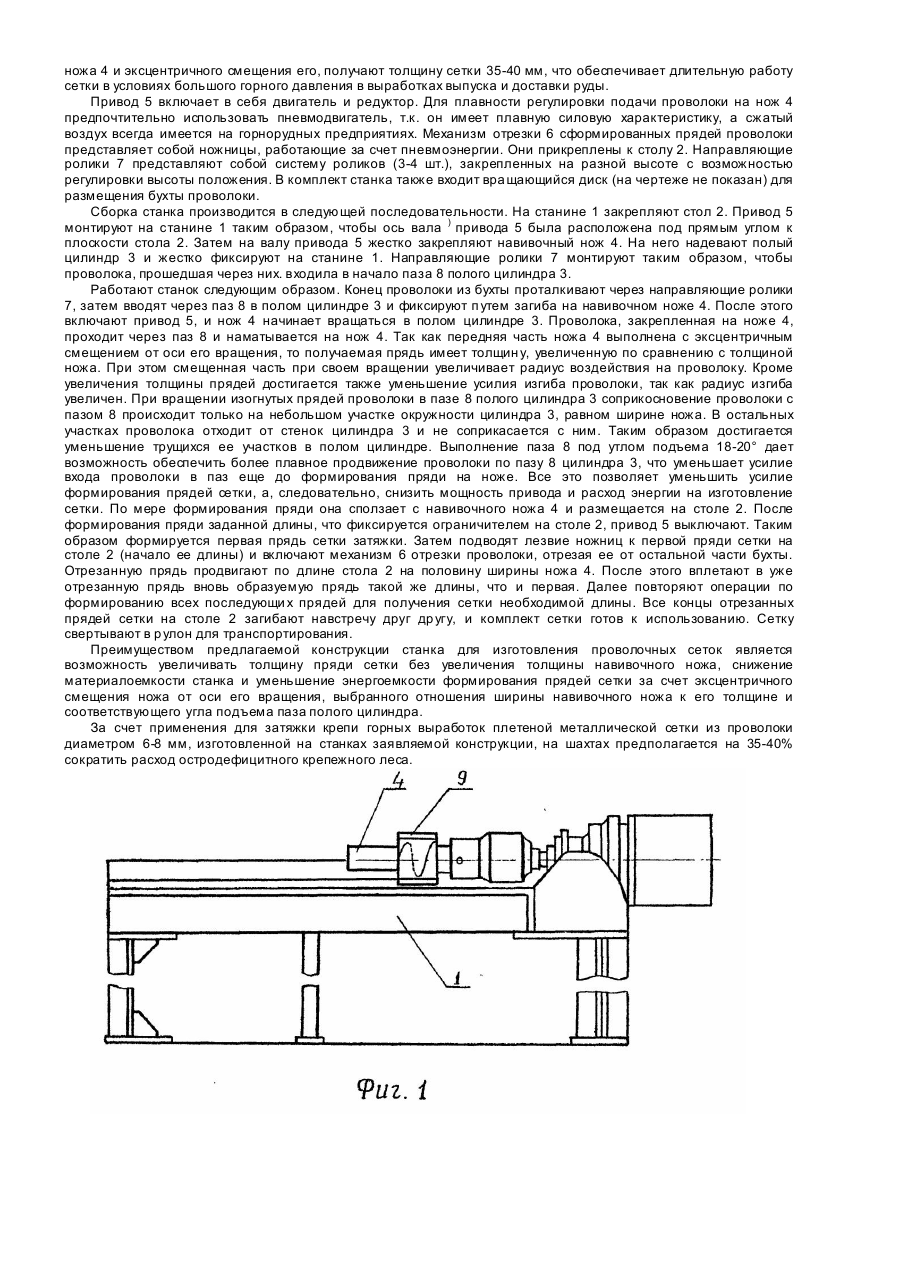
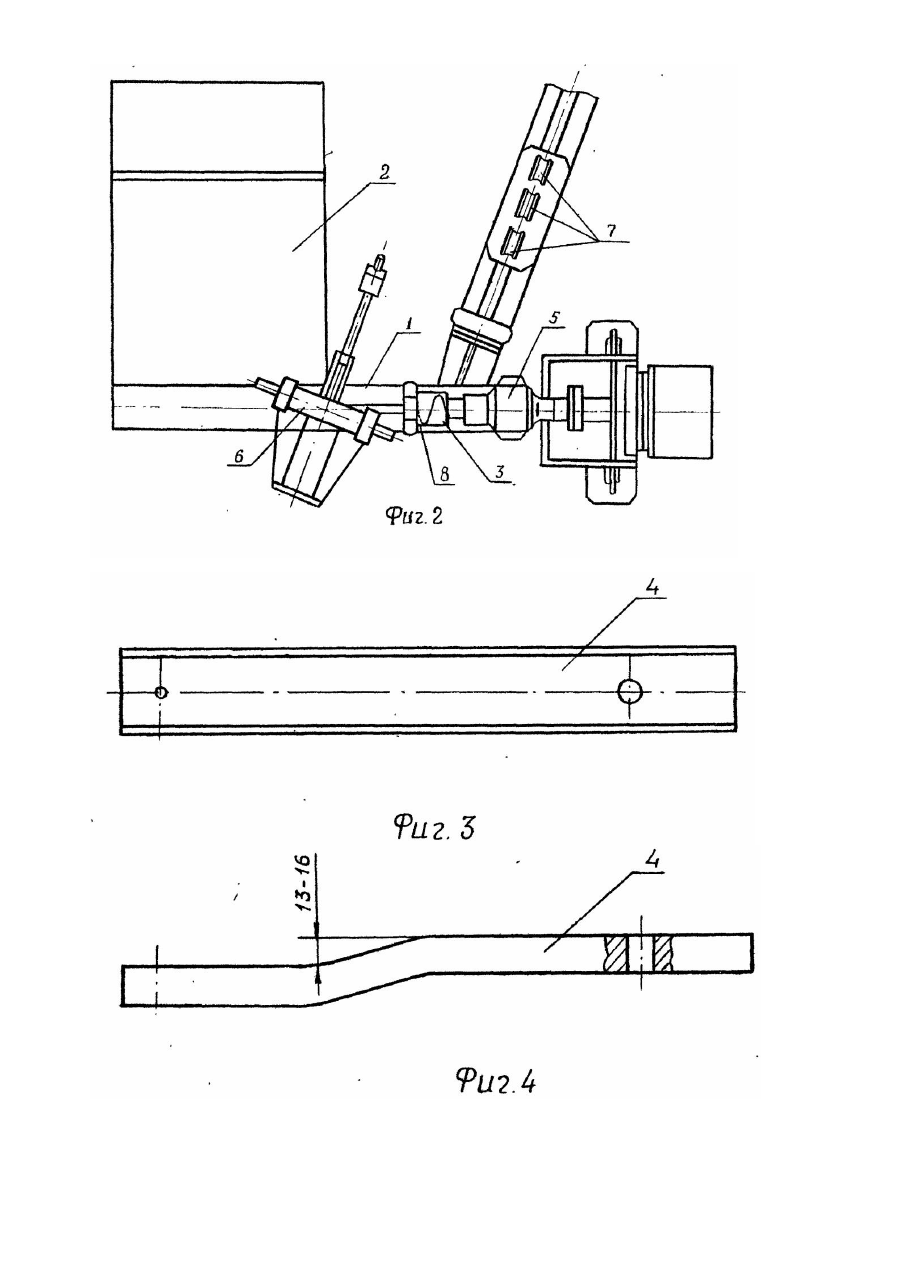
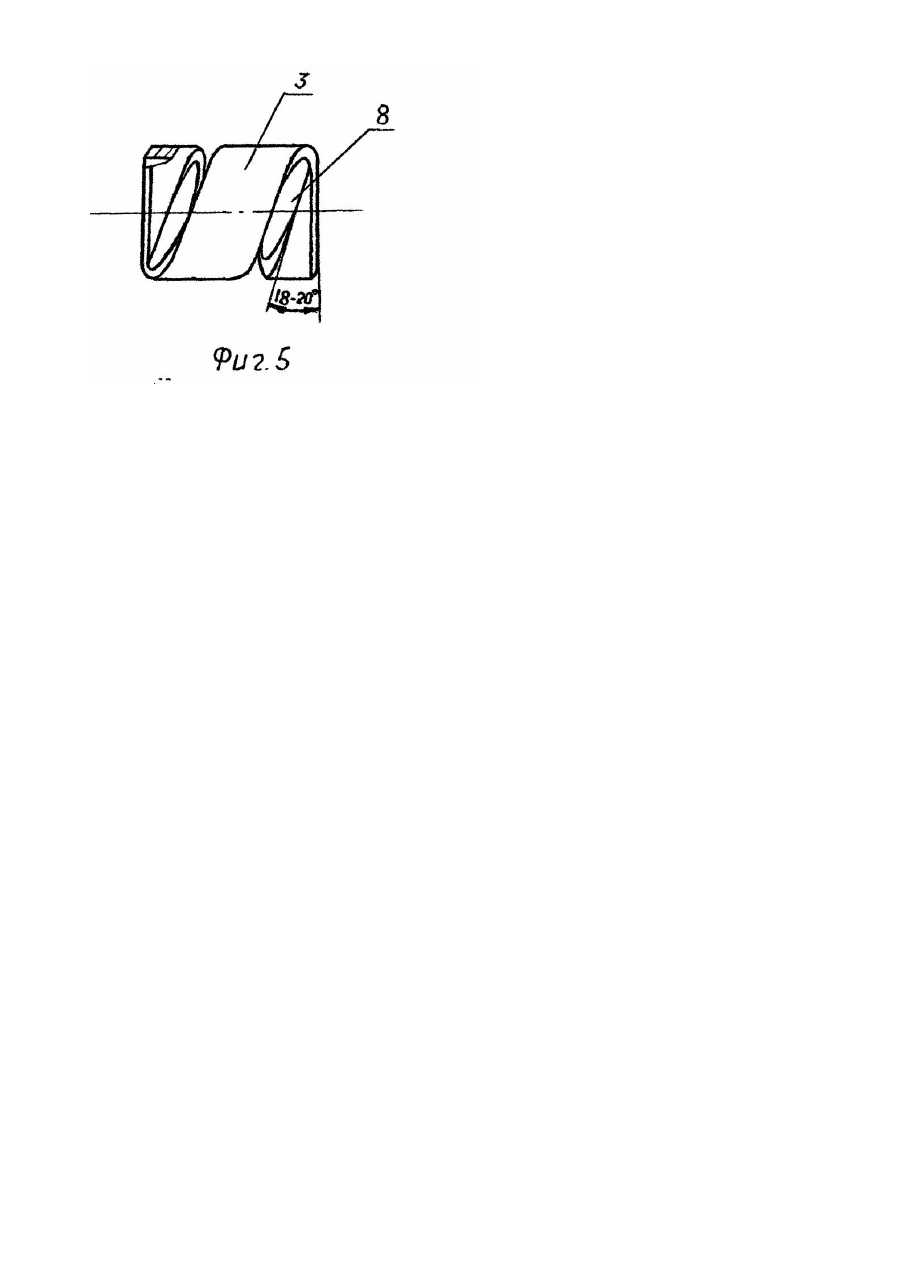
Изобретение относится к области производства плетеной металлической сетки и может использоваться в горной промышленности для изготовления сеток-затяжек крепи горных выработок, а также для производства ограждений автотранспортных магистралей, сельскохозяйственных угодий и т.д. Наиболее близким по технической сущности к заявляемому изобретению является станок для изготовления плетеной металлической сетки, содержащий станину со столом и закрепленные на ней полый цилиндр с винтовым пазом, навивочный нож, помещенный в полом цилиндре, привод навивочного ножа и механизм резки сформированных прядей [1]. Недостатком этого станка является невозможность плетения на тонких навивочных ножах объемной сетки из проволоки диаметром 6-8 мм. Формирование пряди на тонком навивочном ноже требует приложения на малом участке длины проволоки большой нагрузки в момент ее изгиба. При этом в местах изгиба проволоки происходит образование значительных остаточных напряжений, которые приводят к преждевременному разрушению прядей, как в процecce их формирования, так и при незначительных внешних нагрузках при эксплуатации сетки. Простое, увеличение толщины навивочного ножа приводит к увеличению длины участка трения проволоки по внутренней поверхности полости цилиндра, что требует увеличения усилия проворота навивочного ножа, а. следовательно, и увеличения мощности привода станка. Кроме этого, увеличение длины участка трения проволоки по внутренней поверхности полого цилиндра требует увеличения толщины его стенок. Увеличение Толщины ножа и стенок полого цилиндра повышает металлоемкость станка. Кроме того, недостатком известного станка является то, что винтовой паз в полом цилиндре выполнен под углом подъема более 30°, что также приводит к увеличению мощности привода и большим затратам энергии. В известной конструкции станка отношение ширины к толщине навивочного ножа'с6ставляет(7-9):1, что не обеспечивает достаточной объемности как отдельных прядей, так и сетки в целом. Вследствие этого в такой сетке не обеспечивается требуемая несущая способность и податливость прядей (для компенсации нагрузок), особенно когда сетка используется а качестве затяжки крепи горных выработок. Задачей изобретения является усовершенствование станка для изготовления плетеной металлической сетки из проволоки 6-8 мм путем уменьшения усилий при формировании спиралей объемистых прядей, что позволит уменьшить энергоемкость станка и улучши ть качество изготовления проволоки. Поставленная задача решается тем, что станок для изготовления плетеной металлической сетки, содержащий смонтированные на станине механизм формирования сдирали прядей сетки с полым цилиндром, имеющим винтовой сквозной паз с размещенным в полом цилиндре с возможностью вращения вокруг оси навивки спирали навивочным ножом, задний конец которого соединен посредством вала с поводом вращения, и механизм резки сформированных прядей сетки, согласно изобретению. Снабжен закрепленным на станине столом, смонтированными на станине направляющими роликами для подачи проволоки в начало винтового паза полого цилиндра, причем винтовой паз выполнен с углом подъема витка, равным 18-20 градусов, навивочный нож в виде прямоугольной пластины, ширина которой больше толщины в 5-5,3 раза, а передний конец смещен эксцентрично относительно оси навивки спирали прядей сетки на величину, равную 13-16 мм. Опытно-экспериментальным путем установлено, что эксцентричное смещение ножа от оси его вращения на 13-16 мм, ширина навивочного ножа больше толщины его в 5-5,3 раза, позволяют получать сетку с толщиной прядей 35-40 мм, что дает возможность использовать ее в качестве податливой затяжки крепи горных выработок. Выполнение паза в полом цилиндре с углом подъема 18-20 градусов позволяет на 30-40% уменьшить требуемое усилие для формирования пряди, что позволяет снизить массу привода и расход энергоносителя. Сущность изобретения поясняется чертежами, где: на фиг. 1 показан предлагаемый станок, вид сбоку; на фиг.2 - станок, вид сверху; на фиг.3 - навивочный нож, вид сбоку; на фиг.4 - навивочный нож, вид сверху; на фиг.5 - полый цилиндр с пазом. Предлагаемый станок состоит из станины 1, стола 2, полого цилиндра 3, навивочного ножа 4, привода навивочного ножа 5, механизма отрезки 6 сформированных прядей и направляющих роликов 7. Станина 1 представляет собой раму, к которой прикреплен привод 5 навивочного ножа 4. Стол 2 представляет сварную листовую конструкцию, горизонтально закрепленную на станине 1. Стол 2 снабжен съемным регулируемым ограничителем длины и ширины сетки (на чертеже не показан). Полый цилиндр 3 может быть изготовлен из одной болванки и снабжен пазом 8. Как вариант исполнения, цилиндр 3 может быть изготовлен в виде винтовой ленты с зазорами между ее краями. Эти зазоры представляют собой пазы 8. Поверх винтовой ленты надета тонкостенная гильза 9. Таким образом, в сборе полый цилиндр 3 представляет конструкцию по первому варианту. Полый цилиндр 3 жестко прикреплен к столу 2. На основании опытов изготовления полых цилиндров было определено, что паз в полом цилиндре 3 должен быть выполнен с углом подъема 18-20 градусов. Такой паз обеспечивает большой радиус изгиба проволоки на навивочном ноже 4 и за счет этого уменьшает требуемое усилие привода 5 навивочного ножа 4, Для каждого диаметра проволоки устанавливают в станке соответствующий полый цилиндр 3 с пазом 8 на 2-3 мм больше, чем диаметр проволоки, навивочный нож 4 размещен в полом цилиндре 3 и представляет собой стальную полосу прямоугольной формы с отверстием в передней и задней части. Передняя часть ножа 4 эксцентрично смещена от оси его вращения на 13-16 мм. В задней части нож 4 крепится к выходному валу привода 5. Экспериментальным путем установлено, что ширина навивочного ножа 4 должна быть больше толщины в 5-5,3 раза. При таком соотношении получают толщину пряди сетки 35-40 мм и размеры ячеек сетки 140х70 мм, что обеспечивает несущую способность затяжки крепи горных выработок. Большие соотношения ширины к толщине навивочного ножа увеличивают размеры ячеек и уменьшают объемность сетки, что снижает ее способность 1 длительное время работать при больших нагрузках горного давления на кровлю и бока горных выработок. Меньшие соотношения ширины и толщины ножа 4 ведут к перерасходу проволоки. Эксцентричное смещение передней части навивочного ножа на 13-16 мм относительно оси его вращения обеспечивает уменьшение требуемого усилия привода ножа за счет увеличения радиуса изгиба проволоки на ноже 4. Кроме того, увеличивается толщина сетки. В целом за счет выбранного отношения ширины к толщине ножа 4 и эксцентричного смещения его, получают толщину сетки 35-40 мм, что обеспечивает длительную работу сетки в условиях большого горного давления в выработках выпуска и доставки руды. Привод 5 включает в себя двигатель и редуктор. Для плавности регулировки подачи проволоки на нож 4 предпочтительно использовать пневмодвигатель, т.к. он имеет плавную силовую характеристику, а сжатый воздух всегда имеется на горнорудных предприятиях. Механизм отрезки 6 сформированных прядей проволоки представляет собой ножницы, работающие за счет пневмоэнергии. Они прикреплены к столу 2. Направляющие ролики 7 представляют собой систему роликов (3-4 шт.), закрепленных на разной высоте с возможностью регулировки высоты положения. В комплект станка также входит вра щающийся диск (на чертеже не показан) для размещения бухты проволоки. Сборка станка производится в следующей последовательности. На станине 1 закрепляют стол 2. Привод 5 монтируют на станине 1 таким образом, чтобы ось вала ) привода 5 была расположена под прямым углом к плоскости стола 2. Затем на валу привода 5 жестко закрепляют навивочный нож 4. На него надевают полый цилиндр 3 и жестко фиксируют на станине 1. Направляющие ролики 7 монтируют таким образом, чтобы проволока, прошедшая через них. входила в начало паза 8 полого цилиндра 3. Работают станок следующим образом. Конец проволоки из бухты проталкивают через направляющие ролики 7, затем вводят через паз 8 в полом цилиндре 3 и фиксируют п утем загиба на навивочном ноже 4. После этого включают привод 5, и нож 4 начинает вращаться в полом цилиндре 3. Проволока, закрепленная на ноже 4, проходит через паз 8 и наматывается на нож 4. Так как передняя часть ножа 4 выполнена с эксцентричным смещением от оси его вращения, то получаемая прядь имеет толщин у, увеличенную по сравнению с толщиной ножа. При этом смещенная часть при своем вращении увеличивает радиус воздействия на проволоку. Кроме увеличения толщины прядей достигается также уменьшение усилия изгиба проволоки, так как радиус изгиба увеличен. При вращении изогнутых прядей проволоки в пазе 8 полого цилиндра 3 соприкосновение проволоки с пазом 8 происходит только на небольшом участке окружности цилиндра 3, равном ширине ножа. В остальных участках проволока отходит от стенок цилиндра 3 и не соприкасается с ним. Таким образом достигается уменьшение трущихся ее участков в полом цилиндре. Выполнение паза 8 под утлом подъема 18-20° дает возможность обеспечитьболее плавное продвижение проволоки по пазу 8 цилиндра 3, что уменьшает усилие входа проволоки в паз еще до формирования пряди на ноже. Все это позволяет уменьшить усилие формирования прядей сетки, а, следовательно, снизить мощность привода и расход энергии на изготовление сетки. По мере формирования пряди она сползает с навивочного ножа 4 и размещается на столе 2. После формирования пряди заданной длины, что фиксируется ограничителем на столе 2, привод 5 выключают. Таким образом формируется первая прядь сетки затяжки. Затем подводят лезвие ножниц к первой пряди сетки на столе 2 (начало ее длины) и включают механизм 6 отрезки проволоки, отрезая ее от остальной части бухты. Отрезанную прядь продвигают по длине стола 2 на половину ширины ножа 4. После этого вплетают в уже отрезанную прядь вновь образуемую прядь такой же длины, что и первая. Далее повторяют операции по формированию всех последующи х прядей для получения сетки необходимой длины. Все концы отрезанных прядей сетки на столе 2 загибают навстречу друг др угу, и комплект сетки готов к использованию. Сетку свертывают в р улон для транспортирования. Преимуществом предлагаемой конструкции станка для изготовления проволочных сеток является возможность увеличивать толщину пряди сетки без увеличения толщины навивочного ножа, снижение материалоемкости станка и уменьшение энергоемкости формирования прядей сетки за счет эксцентричного смещения ножа от оси его вращения, выбранного отношения ширины навивочного ножа к его толщине и соответствующего угла подъема паза полого цилиндра. За счет применения для затяжки крепи горных выработок плетеной металлической сетки из проволоки диаметром 6-8 мм, изготовленной на станках заявляемой конструкции, на шахтах предполагается на 35-40% сократить расход остродефицитного крепежного леса.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for manufacturing of metal mesh grid
Автори англійськоюChernenko Oleksandr Romanovych, Liash Serhii Ivanovych, Liash Ivan Serhiiovych, Fateev Serhii Mykhailovych, Kulbida Yevhen Panteleiovych, Balabat Liubov Mykolaivna
Назва патенту російськоюСтанок для изготовления плетеной металлической сетки
Автори російськоюЧерненко Александр Романович, Ляш Сергей Иванович, Ляш Иван Сергеевич, Фатеев Сергей Михайлович, Кульбида Евгений Пантелеевич, Балабат Любовь Николаевна
МПК / Мітки
МПК: B21F 27/00
Мітки: металевої, виготовлення, станок, сітки, плетеної
Код посилання
<a href="https://ua.patents.su/4-923-stanok-dlya-vigotovlennya-pleteno-metalevo-sitki.html" target="_blank" rel="follow" title="База патентів України">Станок для виготовлення плетеної металевої сітки</a>
Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення
Номер патенту: 52
Опубліковано: 30.04.1993
Автори: Усков Андрій Миколайович, Гінзбург Володимир Григорович
Мітки: арматурна, виробів, пристрій, сітка, виготовлення, залізобетонних
Формула / Реферат:
1. Арматурная сетка для железобетонных изделий, включающая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, отличающаяся тем, что второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:/3...5/.2. Устройство для изготовления арматурной сетки для...
Станок для розпилювання блоків каменю на плити
Номер патенту: 696
Опубліковано: 15.12.1993
Автор: Басанько Віктор Олександрович
МПК: B28D 1/02
Мітки: плити, станок, розпилювання, каменю, блоків
Формула / Реферат:
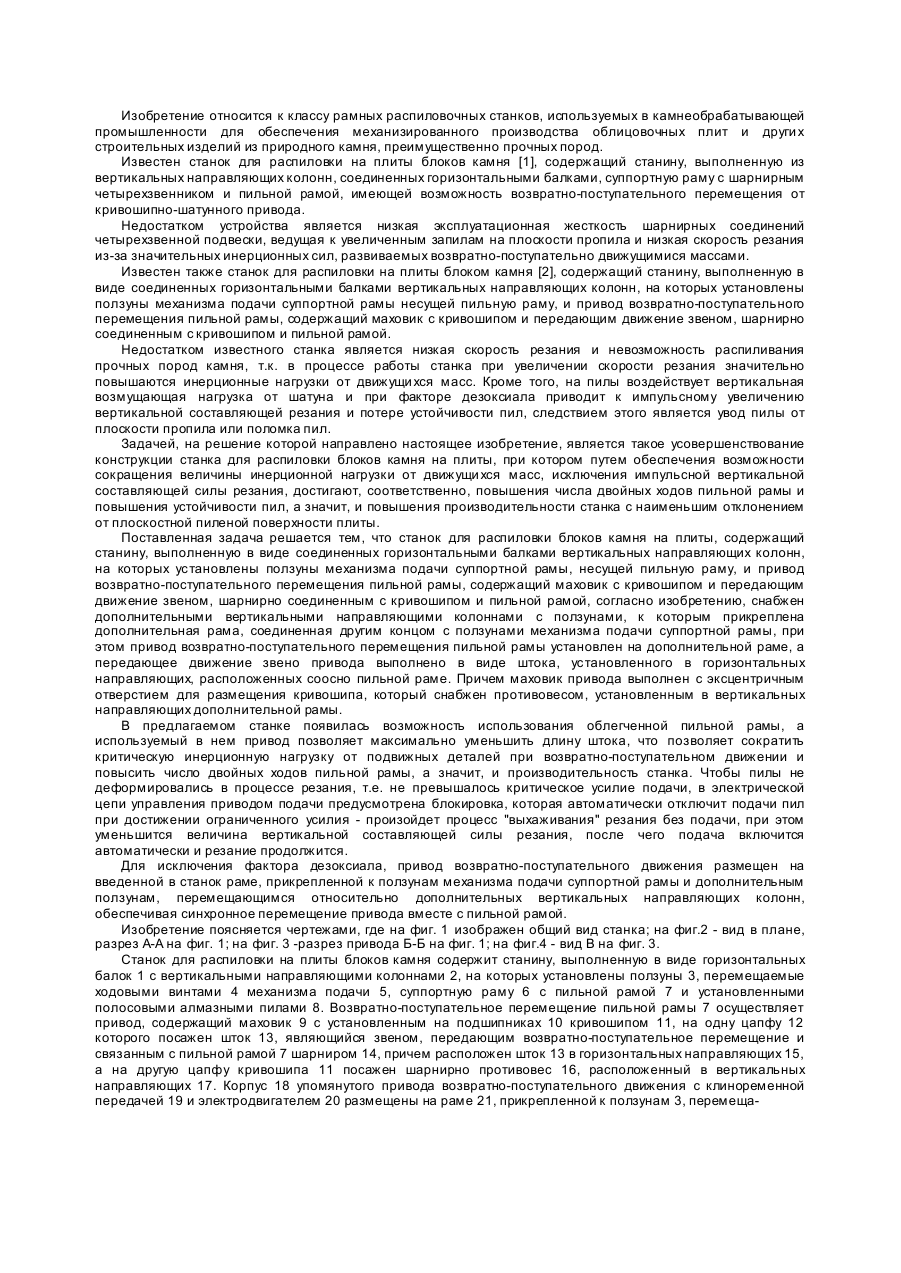
Станок для распиловки блоков камня на плиты, содержащий станину, выполненную в виде соединенных горизонтальными балками вертикальных направляющих колонн, на которых установлены ползуны механизма подачи суппортной рамы, несущей пильную раму, и привод возвратно-поступательного перемещения пильной рамы, содержащий маховик с кривошипом и передающим движение звеном, шарнирно соединенным с кривошипом и пильной рамой, отличающийся тем, что станок...
Спосіб виготовлення гнучкого троса приводу
Номер патенту: 274
Опубліковано: 30.04.1993
Автори: Прилуцький Олег Вольфович, Зиков Юрій Сергійович, Ніколаєв Олександр Іванович, Деркач Володимир Мінович, Чечель Микола Васильович
Мітки: гнучкого, спосіб, троса, виготовлення, приводу
Формула / Реферат:
Способ изготовления гибкого троса привода, включающий профилирование проволоки, навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с помощью термочувствительной трубки, которые подвергают термообработке, отличающийся тем, что профилирование осуществляют путем непрерывного двухступенчатого обжатия, причем степень относительного обжатия на первой ступени составляет 3-15%, на второй - 25-16%, при этом каркас...
Спосiб виготовлення корпусiв атрав матичних голок
Номер патенту: 899
Опубліковано: 15.12.1993
Автори: Тавокін Володимир Вікторович, Бучнєв Олександр Васильович, Торгашин Валерій Михайлович, Сергеєв Володимир Петрович, Тищенко Надія Іванівна, Бондарь Анатолій Ларіонович
МПК: A61B 17/06, A61B 17/00
Мітки: матичних, спосіб, виготовлення, атрав, голок, корпусів
Формула / Реферат:
Способ изготовления корпусов атравматических игл, содержащий предварительное формирование пакета связанных между собой корпусов игл и выполнение на корпусах ложемеитных канавок под лигатура с последующей заточкой корпусных торцов, отличающийся тем, что пакет корпусов формируют в виде навитой на оправке проволоки, выполненной с односторонней лыской под иглодержатель, при этом ложементные канавки формируют врезаниями абразивного круга в...
Спосіб виготовлення покриттів для підлоги
Номер патенту: 583
Опубліковано: 15.12.1993
Автори: Сірко Зіновій Степанович, Єфіменко Юрій Іванович, Головащук Микола Йосипович
МПК: B27M 3/08
Мітки: спосіб, виготовлення, покриттів, підлоги
Формула / Реферат:
Способ изготовления покрытий для пола, включающий проклеивание кусков шпона, формирование их в пакет и прессование, отличающиеся тем, что перед проклеиванием куски шпона сортируют по размерам, а формирование пакета осуществляют путем чередования лицевой и оборотной стороны кусков шпона.
Попередній патент: Спосіб виготовлення тепловідбивого покриття на склі
Наступний патент: Спосіб одержання гідратцелюлозних оболонок для набивки м’ясними продуктами
Випадковий патент: Застосування гліцину в комплексному лікуванні патологічного спортивного серця - стресорної кардіоміопатії у спортсменів