Побутовий верстат для виготовлення металевої сітки

Формула / Реферат
1. Побутовий верстат для виготовлення металевої сітки, який містить станину, на якій встановлені механізм формування спіралі, що включає навивальний ніж та шнек і датчик обертів, електропривід, який з'єднаний з механізмом формування спіралі, який відрізняється тим, що на станині додатково встановлений електронний пристрій управління, який через магнітний пускач зв’язаний з електроприводом, а датчик обертів зв’язаний з електронним пристроєм управління, при цьому верстат має перемикач для переключення на два режими роботи - "ручне" управління або напівавтоматичний режим.
2. Верстат за п. 1, який відрізняється тим, що електропривід має подвійну клинопасову передачу.
3. Верстат за п. 1, який відрізняється тим, що він має правильно-натяжний пристрій, який розміщено в ємності зі змащувальною емульсією.
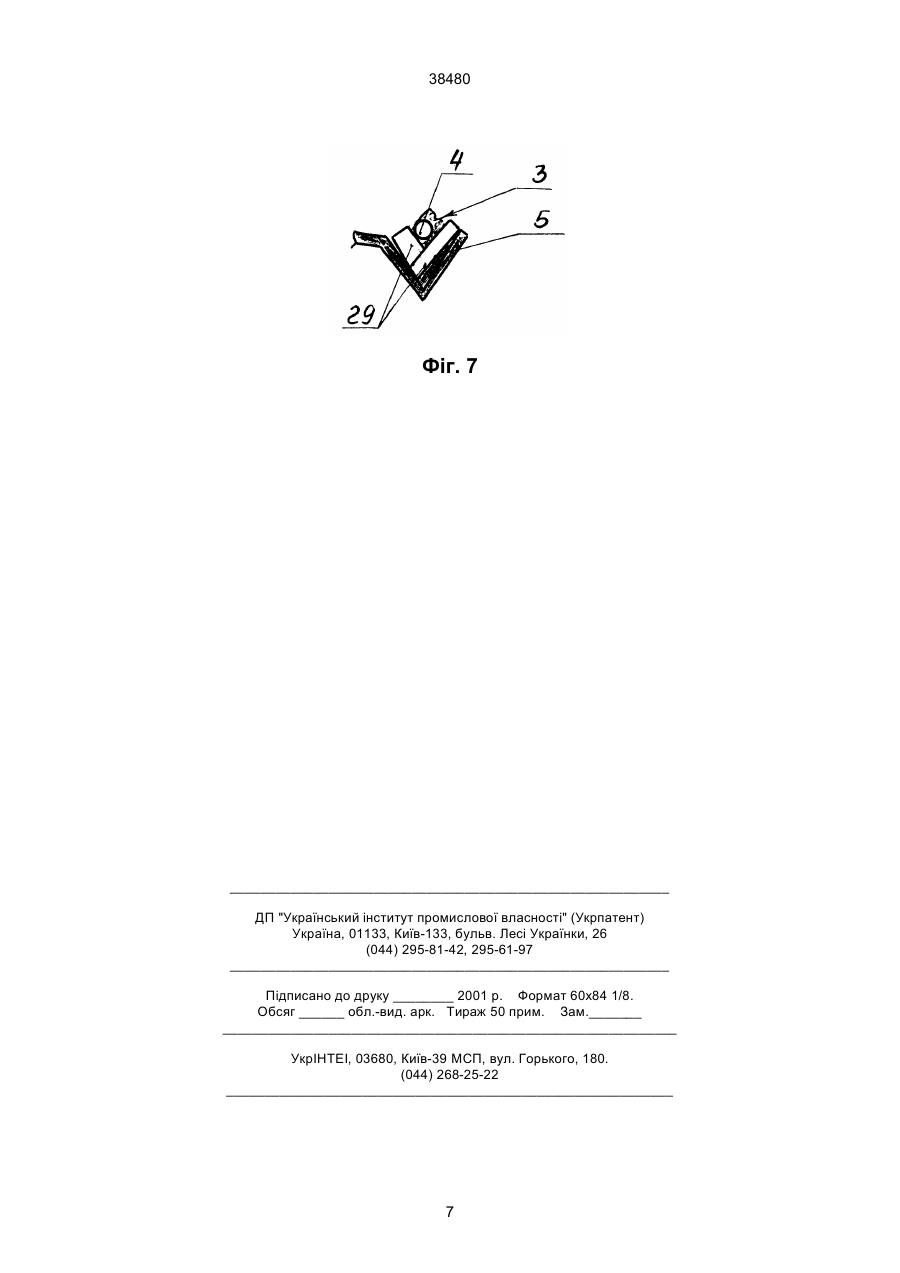
4. Верстат за п. 1, який відрізняється тим, що станина має так звану "постіль", яка виконана V-подібного перерізу та в яку встановлений шнек.
5. Верстат за п. 3, який відрізняється тим, що в "постелі" встановлені металеві прокладки, розташовані V-подібно.
Текст
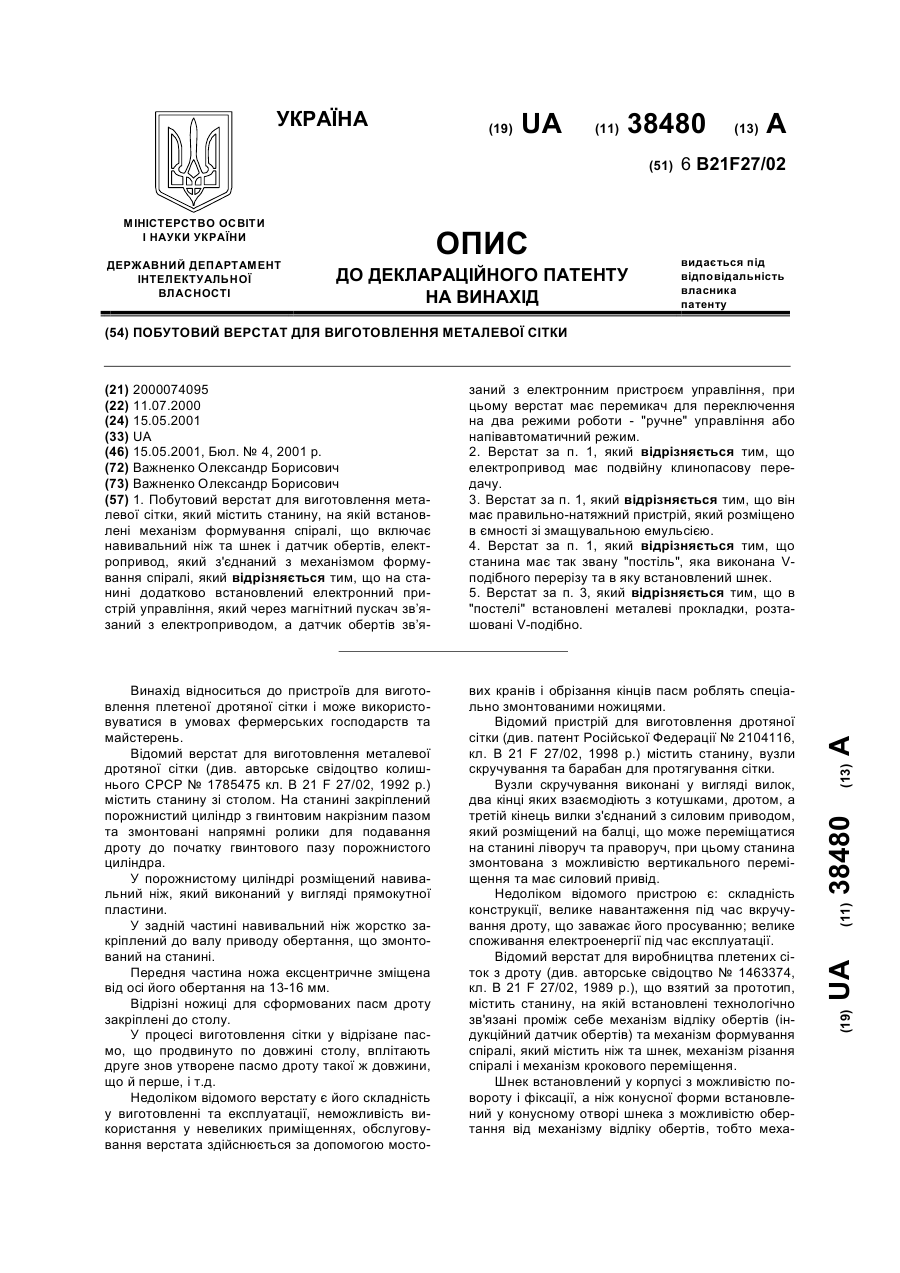
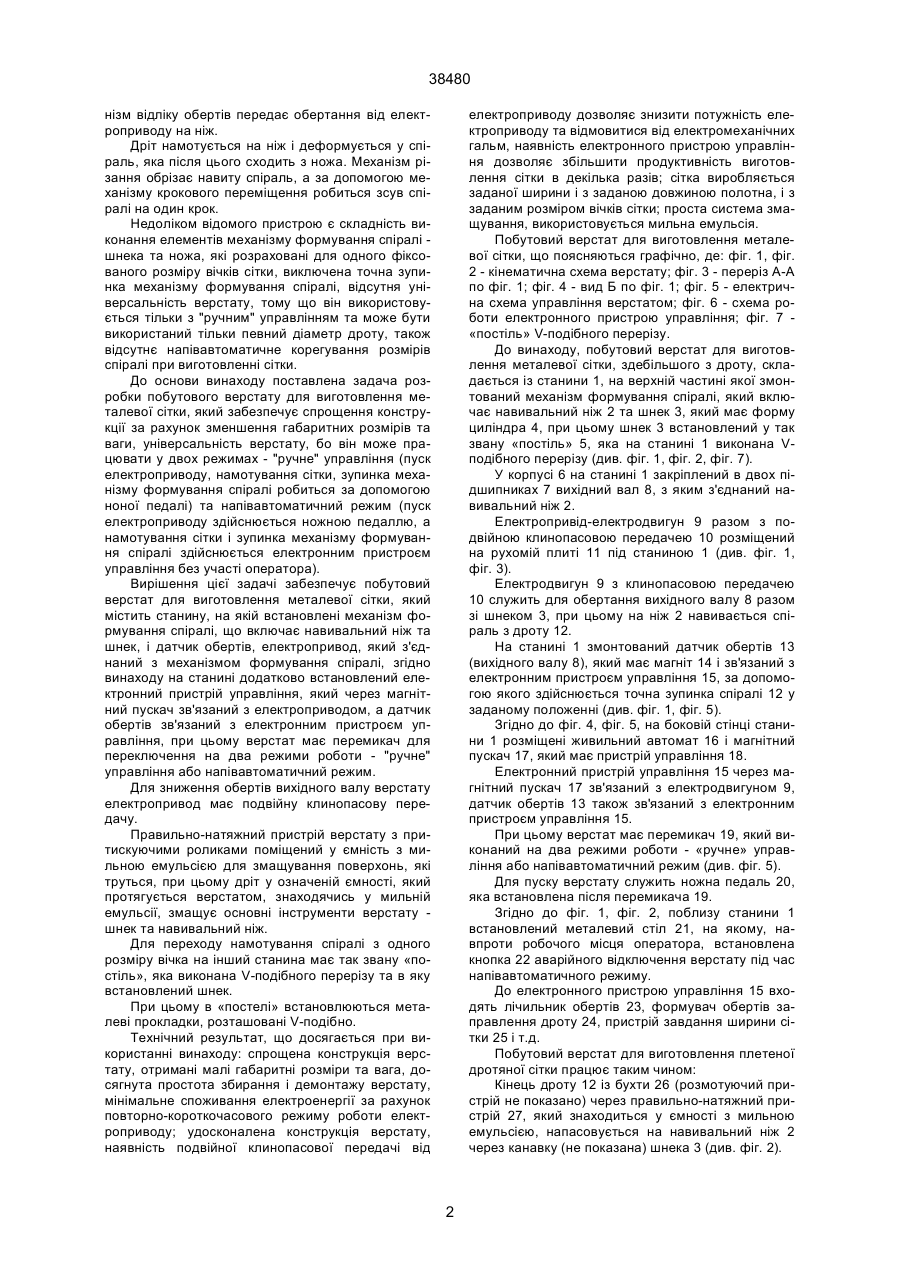
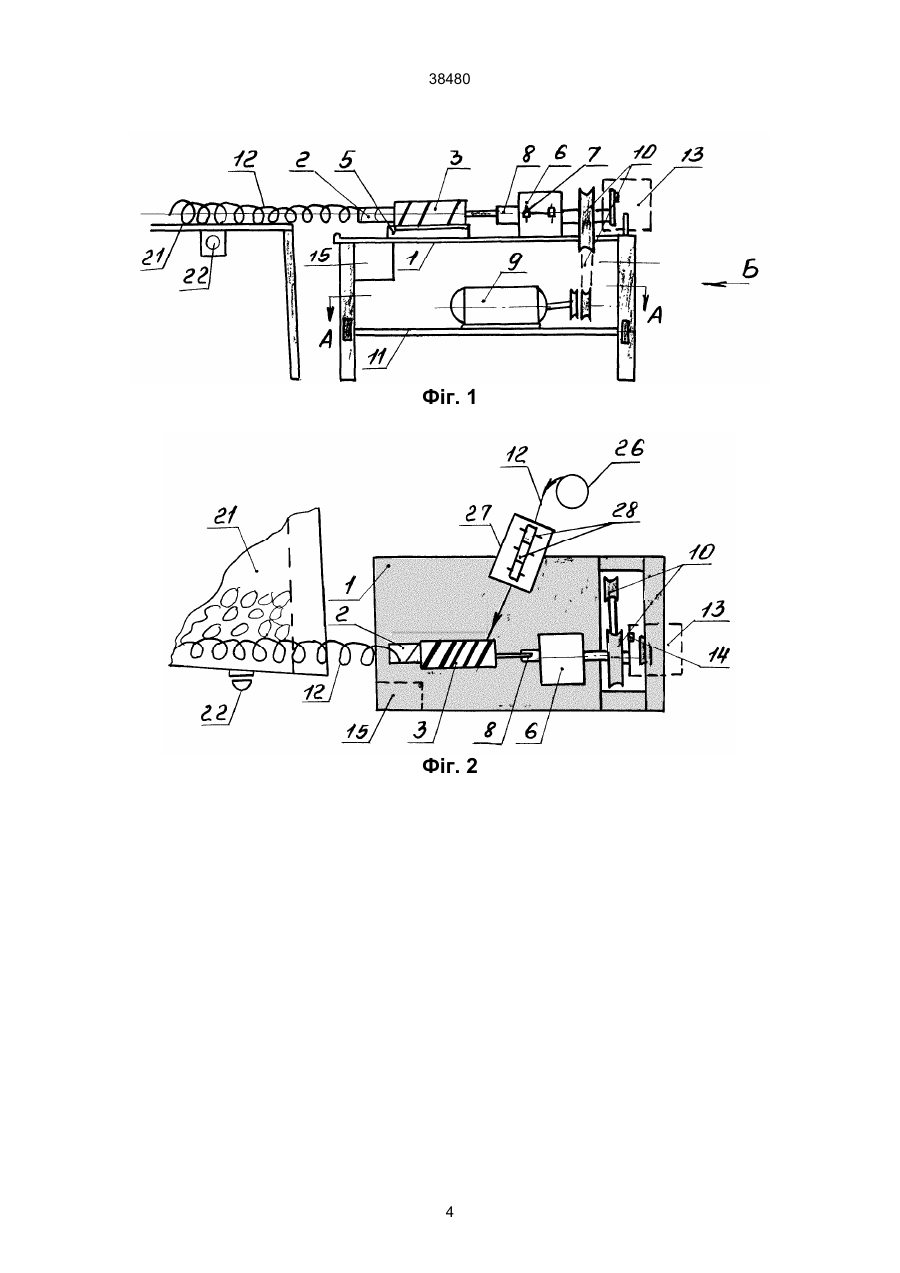
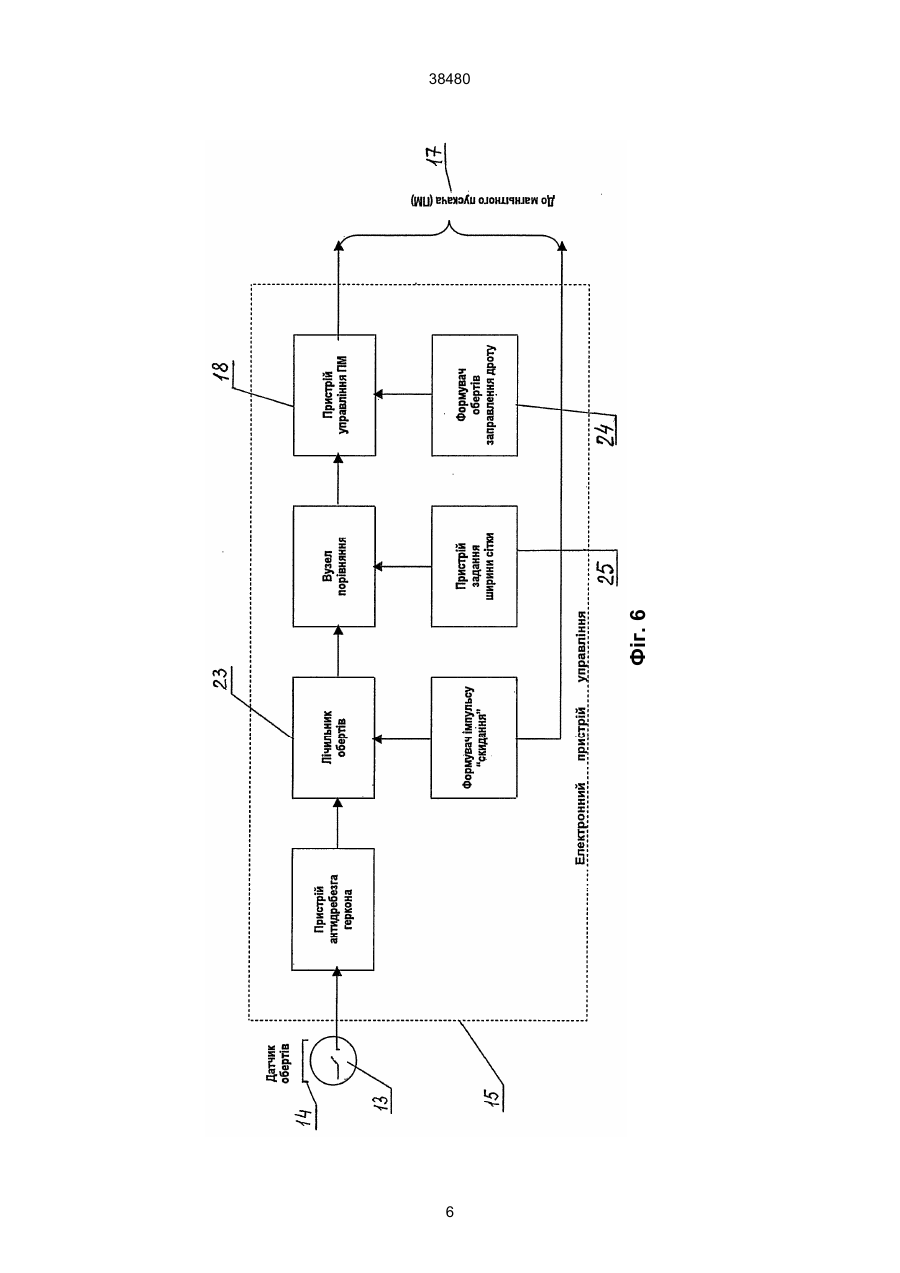
1. Побутовий верстат для виготовлення металевої сітки, який містить станину, на якій встановлені механізм формування спіралі, що включає навивальний ніж та шнек і датчик обертів, електропривод, який з'єднаний з механізмом формування спіралі, який відрізняється тим, що на станині додатково встановлений електронний пристрій управління, який через магнітний пускач зв’язаний з електроприводом, а датчик обертів зв’я 38480 нізм відліку обертів передає обертання від електроприводу на ніж. Дріт намотується на ніж і деформується у спіраль, яка після цього сходить з ножа. Механізм різання обрізає навиту спіраль, а за допомогою механізму крокового переміщення робиться зсув спіралі на один крок. Недоліком відомого пристрою є складність виконання елементів механізму формування спіралі шнека та ножа, які розраховані для одного фіксованого розміру вічків сітки, виключена точна зупинка механізму формування спіралі, відсутня універсальність верстату, тому що він використовується тільки з "ручним" управлінням та може бути використаний тільки певний діаметр дроту, також відсутнє напівавтоматичне корегування розмірів спіралі при виготовленні сітки. До основи винаходу поставлена задача розробки побутового верстату для виготовлення металевої сітки, який забезпечує спрощення конструкції за рахунок зменшення габаритних розмірів та ваги, універсальність верстату, бо він може працювати у двох режимах - "ручне" управління (пуск електроприводу, намотування сітки, зупинка механізму формування спіралі робиться за допомогою ноної педалі) та напівавтоматичний режим (пуск електроприводу здійснюється ножною педаллю, а намотування сітки і зупинка механізму формування спіралі здійснюється електронним пристроєм управління без участі оператора). Вирішення цієї задачі забезпечує побутовий верстат для виготовлення металевої сітки, який містить станину, на якій встановлені механізм формування спіралі, що включає навивальний ніж та шнек, і датчик обертів, електропривод, який з'єднаний з механізмом формування спіралі, згідно винаходу на станині додатково встановлений електронний пристрій управління, який через магнітний пускач зв'язаний з електроприводом, а датчик обертів зв'язаний з електронним пристроєм управління, при цьому верстат має перемикач для переключення на два режими роботи - "ручне" управління або напівавтоматичний режим. Для зниження обертів вихідного валу верстату електропривод має подвійну клинопасову передачу. Правильно-натяжний пристрій верстату з притискуючими роликами поміщений у ємність з мильною емульсією для змащування поверхонь, які труться, при цьому дріт у означеній ємності, який протягується верстатом, знаходячись у мильній емульсії, змащує основні інструменти верстату шнек та навивальний ніж. Для переходу намотування спіралі з одного розміру вічка на інший станина має так звану «постіль», яка виконана V-подібного перерізу та в яку встановлений шнек. При цьому в «постелі» встановлюються металеві прокладки, розташовані V-подібно. Технічний результат, що досягається при використанні винаходу: спрощена конструкція верстату, отримані малі габаритні розміри та вага, досягнута простота збирання і демонтажу верстату, мінімальне споживання електроенергії за рахунок повторно-короткочасового режиму роботи електроприводу; удосконалена конструкція верстату, наявність подвійної клинопасової передачі від електроприводу дозволяє знизити потужність електроприводу та відмовитися від електромеханічних гальм, наявність електронного пристрою управління дозволяє збільшити продуктивність виготовлення сітки в декілька разів; сітка виробляється заданої ширини і з заданою довжиною полотна, і з заданим розміром вічків сітки; проста система змащування, використовується мильна емульсія. Побутовий верстат для виготовлення металевої сітки, що поясняються графічно, де: фіг. 1, фіг. 2 - кінематична схема верстату; фіг. 3 - переріз А-А по фіг. 1; фіг. 4 - вид Б по фіг. 1; фіг. 5 - електрична схема управління верстатом; фіг. 6 - схема роботи електронного пристрою управління; фіг. 7 «постіль» V-подібного перерізу. До винаходу, побутовий верстат для виготовлення металевої сітки, здебільшого з дроту, складається із станини 1, на верхній частині якої змонтований механізм формування спіралі, який включає навивальний ніж 2 та шнек 3, який має форму циліндра 4, при цьому шнек 3 встановлений у так звану «постіль» 5, яка на станині 1 виконана Vподібного перерізу (див. фіг. 1, фіг. 2, фіг. 7). У корпусі 6 на станині 1 закріплений в двох підшипниках 7 вихідний вал 8, з яким з'єднаний навивальний ніж 2. Електропривід-електродвигун 9 разом з подвійною клинопасовою передачею 10 розміщений на рухомій плиті 11 під станиною 1 (див. фіг. 1, фіг. 3). Електродвигун 9 з клинопасовою передачею 10 служить для обертання вихідного валу 8 разом зі шнеком 3, при цьому на ніж 2 навивається спіраль з дроту 12. На станині 1 змонтований датчик обертів 13 (вихідного валу 8), який має магніт 14 і зв'язаний з електронним пристроєм управління 15, за допомогою якого здійснюється точна зупинка спіралі 12 у заданому положенні (див. фіг. 1, фіг. 5). Згідно до фіг. 4, фіг. 5, на боковій стінці станини 1 розміщені живильний автомат 16 і магнітний пускач 17, який має пристрій управління 18. Електронний пристрій управління 15 через магнітний пускач 17 зв'язаний з електродвигуном 9, датчик обертів 13 також зв'язаний з електронним пристроєм управління 15. При цьому верстат має перемикач 19, який виконаний на два режими роботи - «ручне» управління або напівавтоматичний режим (див. фіг. 5). Для пуску верстату служить ножна педаль 20, яка встановлена після перемикача 19. Згідно до фіг. 1, фіг. 2, поблизу станини 1 встановлений металевий стіл 21, на якому, навпроти робочого місця оператора, встановлена кнопка 22 аварійного відключення верстату під час напівавтоматичного режиму. До електронного пристрою управління 15 входять лічильник обертів 23, формувач обертів заправлення дроту 24, пристрій завдання ширини сітки 25 і т.д. Побутовий верстат для виготовлення плетеної дротяної сітки працює таким чином: Кінець дроту 12 із бухти 26 (розмотуючий пристрій не показано) через правильно-натяжний пристрій 27, який знаходиться у ємності з мильною емульсією, напасовується на навивальний ніж 2 через канавку (не показана) шнека 3 (див. фіг. 2). 2 38480 Згідно до фіг. 5, при вмиканні автомату 16 на верстат подається напруга. При цьому перемикачем 19 вибирається режим роботи верстату. «Ручне» управління (пуск, намотування спіралі, зупинка) здійснюється ножною педаллю 20, яка приводиться в дію оператором. Цей режим використовується при налагодженні, корегуванні розмірів спіралі, намотуванні сітки. При напівавтоматичному режимі перемикач 19 встановлюється у положення «напівавтомат», при цьому вмикається електронний пристрій управління 15 та починає працювати формувач обертів заправляння дроту 24. Для корегування розмірів спіралі при напівавтоматичному режимі прораховується кількість верхівок «n» спіралі і пристроєм завдання ширини сітки 25 виставляється необхідна ширина полотна, рівна «n-1», що відповідає кількості обертів, яка задається, вихідного валу 8. При короткочасовому натиску педалі 20 здійснюється вмикання електродвигуна 9 і спіраль 12, що навивається, подається на стіл 21. Педаль 20 відпускається і лічильник обертів 23 електронного пристрою управління 15 відраховує оберти спіралі, що відповідають відкорегованій ширині полотна, і після цього електронний пристрій управління 15 дає команду на відключення магнітного пускача 17. Оператор вручну обрізає навиту спіраль та зсовує її на один крок на столі 21. При плетінні наступної спіралі остання при своєму обертанні вплітається в нерухому сплетену спіраль, яка знаходиться на столі, створюючи таким чином полотно сітки. Для корегування геометричних параметрів витка спіралі шнек 3 пересувають відносно навивального ножа 2 уздовж осі ножа. Регулювання натягу дроту 12 здійснюють притискними роликами 28 правильно-натяжного пристрою 27. Верстат виготовлений з кріпленням механізму формування спіралі - ножа 2 та шнека 3 для самого великого розміру вічків сітки 70Х70 мм. Менші розміри шнека 3 встановлюються у так звану «постіль» 5, яка виконана V-подібного перерізу на станини 1 з додатковою парою металевих прокладок 29, розташованих V-подібно у вказаній "постелі" 5, що приводить до універсальності верстату (див. фіг. 7). Перевагою верстату є легкість намотування сітки, не складний перехід намотування на іншу ширину полотна, що займає мінімальний час переналагодження. Побутовий верстат, дозволяє: миттєво переходити з «ручного» управління на напівавтоматичний режим роботи, при цьому при «ручному» управлінні верстат може працювати зі знятим електронним пристроєм управління; переналагодження та налагодження верстату на намотування спіралі з різним розміром вічків і шириною металевої сітки займає 20-30 хвилин; за мінімальний час оператор може виставляти будь-яку ширину полотна сітки, яка намотується, за допомогою пристрою завдання ширини сітки, який входить до електронного пристрою управління; оператор на столі збирає сітку компактно - спіраль до спіралі, істотно зменшуючи діаметри готових рулонів, що дуже зручно при їх перевезенні, а також оператору легко підрахувати довжину рулонів; досягнуте встановлення різноманітних розмірів механізму формування спіралі за рахунок металевих прокладок. 3 38480 Фіг. 1 Фіг. 2 4 38480 Фіг. 3 Фіг. 4 Фіг. 5 5 Фіг. 6 38480 6 38480 Фіг. 7 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюHousehold workbench for producing a metal grid
Назва патенту російськоюБытовой станок для изготовления металлической сетки
МПК / Мітки
МПК: B21F 27/00
Мітки: верстат, побутовий, сітки, металевої, виготовлення
Код посилання
<a href="https://ua.patents.su/7-38480-pobutovijj-verstat-dlya-vigotovlennya-metalevo-sitki.html" target="_blank" rel="follow" title="База патентів України">Побутовий верстат для виготовлення металевої сітки</a>
Станок для виготовлення плетеної металевої сітки

Номер патенту: 923
Опубліковано: 15.12.1993
Автори: Ляш Сергій Іванович, Фатєєв Сергій Михайлович, Кульбіда Євген Пантелейович, Носик Микола Іванович, Ляш Іван Сергійович, Балабат Любов Миколаївна, Черненко Олександр Романович
МПК: B21F 27/00
Мітки: станок, виготовлення, сітки, плетеної, металевої
Формула / Реферат:
Станок для изготовления плетеной металлической сетки, содержащий смонтированные на станине механизм формирования спирали прядей сетки с полым цилиндром, имеющим винтовой сквозной паз с размещенным в полом цилиндре с возможностью вращения вокруг оси навивки спирали навивочным ножом, задний конец которого соединен посредством вала с приводом вращения, и механизм резки сформированных прядей сетки, отличающийся тем, что он снабжен закрепленным на...
Верстат для виготовлення пуансонів і матриць
Номер патенту: 51507
Опубліковано: 15.11.2002
Автори: Федоренко Сергій Валерійович, Федоренко Валерій Павлович
МПК: B27C 7/00
Мітки: матриць, виготовлення, пуансонів, верстат
Формула / Реферат:
1. Верстат для виготовлення пуансонів і матриць, що містить станину, шпиндель, опорний центр, копіювальний пристрій з копіром, привід з фрезою, який відрізняється тим, що він додатково містить пантограф, який встановлений між копіром та приводом фрези з можливістю змінювання руху відносно переднього та заднього пальців пантографа пропорційно руху копіра.2. Верстат по п. 1, який відрізняється тим, що на шпинделях встановлені патрони,...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: виготовлення, валів, верстат, заготовок, обкочуванням, ступінчастих, типу
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
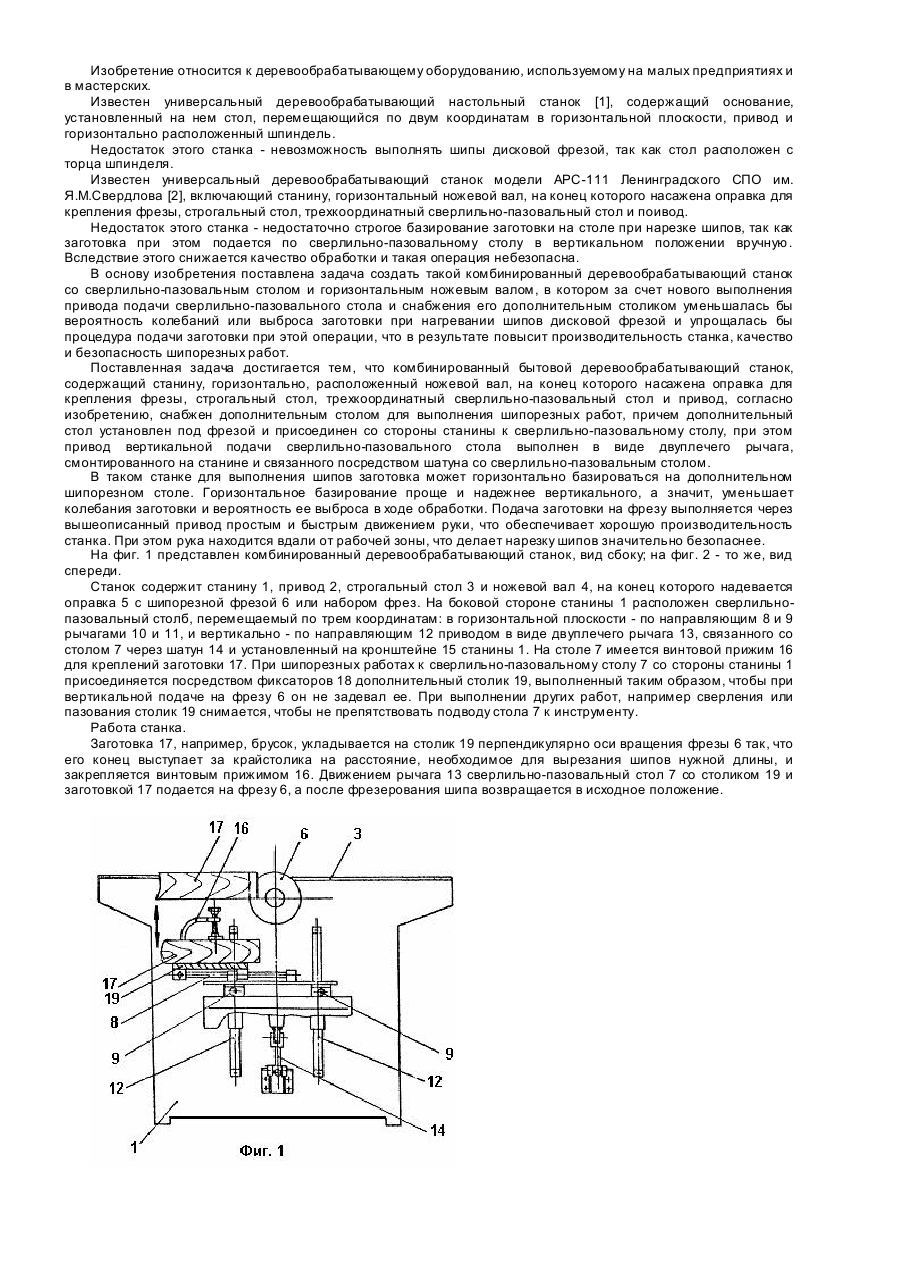
Комбінований побутовий деревообробний верстат
Номер патенту: 4991
Опубліковано: 28.12.1994
Автор: Жеріков Юрій Романович
МПК: B27C 9/00
Мітки: верстат, побутовий, комбінований, деревообробний
Формула / Реферат:
Комбинированный бытовой деревообрабатывающий станок, содержащий станину, горизонтально расположенный ножевой вал, на конец которого насажена оправка для крепления фрезы, строгальный стол, трехкоординатный сверлильно-пазовальный стол и привод, отличающийся тем, что он снабжен дополнительным столом для выполнения шипорезных работ, причем дополнительный стол установлен под фрезой и присоединен со стороны станины к сверлильно-пазовальному столу,...
Спосіб виготовлення навитих заготовок і верстат для його здійснення
Номер патенту: 52284
Опубліковано: 16.12.2002
Автори: Пилипець Михайло Ількович, Гудь Віктор Зіновійович, Шевчук Ігор Михайлович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, спосіб, верстат, здійснення, навитих
Формула / Реферат:
1. Спосіб виготовлення навитих заготовок, який полягає в навиванні стрічки на ребро із закріпленим кінцем на оправку шляхом дії радіальної сили, направленої перпендикулярно до осі оправки, сили осьового підтискання і руху обертання оправки, який відрізняється тим, що одержання профільних навитих заготовок здійснюють за допомогою зусилля формоутворення, що направлене під кутом
Попередній патент: Модифікатор чавуну і спосіб отримання модифікатора чавуну
Наступний патент: Модуляційний радіометр
Випадковий патент: Пристрій для оптимізації діагностичних тестів