Електроліт для нанесення сплавів вольфраму з металами родини феруму на пасивні метали та їх сплави
Номер патенту: 34717
Опубліковано: 26.08.2008
Автори: Ведь Марина Віталіївна, Байрачна Тетяна Миколаївна, Сахненко Микола Дмитрович

Формула / Реферат
Електроліт для нанесення сплавів вольфраму з металами родини Феруму на пасивні метали та їх сплави, що містить сульфат металу родини Феруму, натрію вольфрамат, кислоту цитратну, який відрізняється тим, що містить боратну кислоту та натрію гідроксид для досягнення рН 4,0...8,5 при такому вмісті компонентів, моль/л:
натрію вольфрамат
0,05...0,25
сульфат металу родини Феруму
0,05...0,25
кислота цитратна
0,10...0,30
кислота боратна
0,30...0,50
натрію гідроксид
до рН 4,0...8,5.
Текст
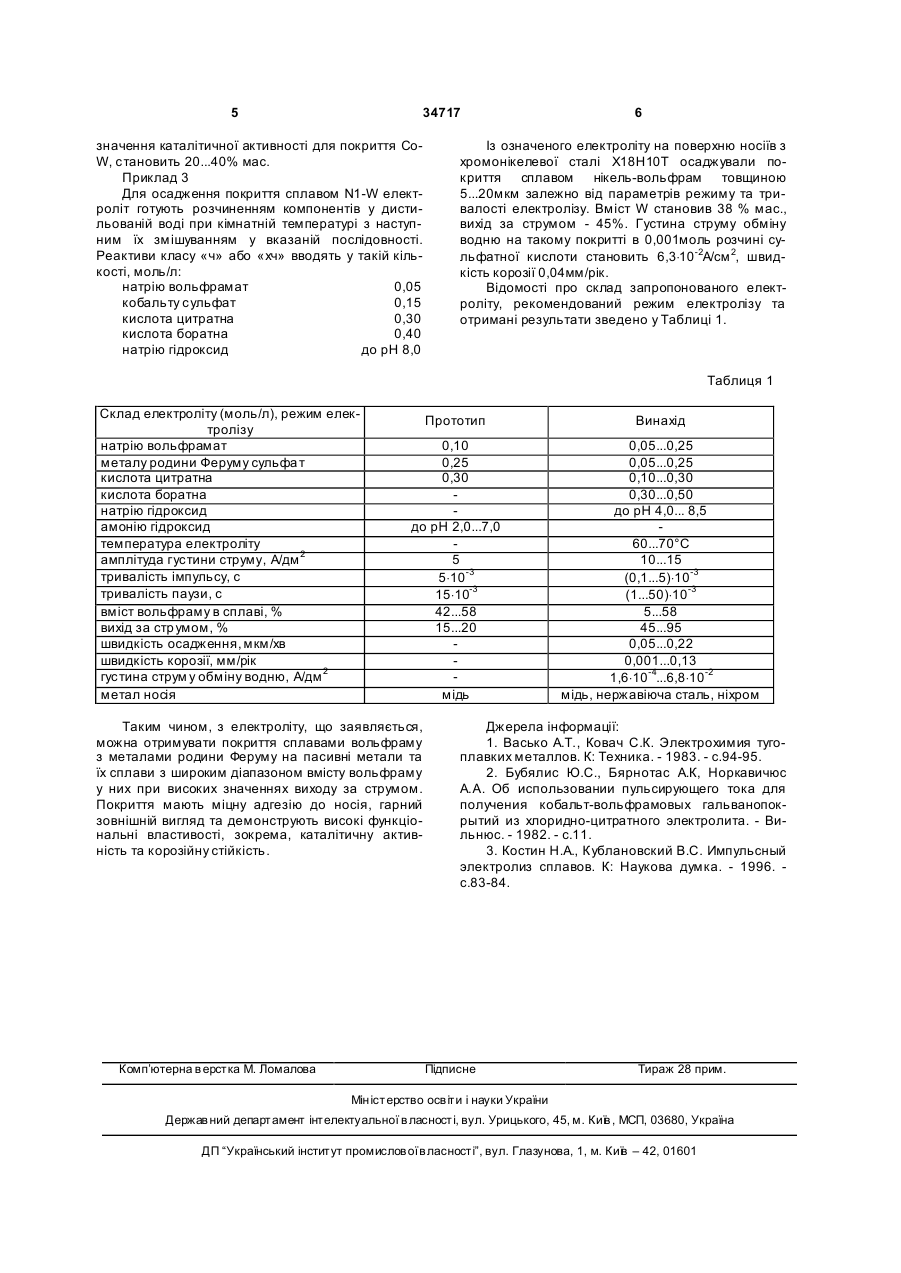
Електроліт для нанесення сплавів вольфраму з металами родини Феруму на пасивні метали та 3 34717 тривалість паузи 15×10-3с. За таких умов електролізу досягається вміст вольфраму 42...58% мас. з виходом за струмом 15...20%. До недоліків цього електроліту слід віднести малий діапазон вмісту тугоплавкого металу, у даному випадку - вольфраму, у складі сплаву M-W, низьке значення виходу за струмом, а також наявність розчину амоніаку, який має низьку ГДК, що може призвести до небезпечних умов праці на підприємстві. Метою корисної моделі є розробка нетоксичного електроліту для нанесення покриттів сплавами вольфраму з металами родини Феруму з діапазоном вмісту вольфраму від 5 до 55% мас. при високих значеннях виходу за стр умом. Поставлену задачу вирішують тим, що у електроліт, до складу якого входять сульфат металу родини Феруму відповідно до сплаву, натрію вольфрамат та кислота цитратна, вводять натрію гідроксид до значення рН 4,0...8,5, а буфер ування розчину забезпечують додаванням боратної кислоти. Запропонований електроліт має наступний склад, моль/л: натрію вольфрамат 0,05...0,25 металу родини Феруму сульфат 0,05...0,25 кислота цитратна 0,10...0,30 кислота боратна 0,30...0,50 натрію гідроксид до рН 4,0...8,5 На вміст компонентів у сплавах M-W суттєво впливає саме рН електроліту. Так, наприклад, при значеннях рН близько 4,0 досягають вмісту W до 10% мас., у той час як у нейтральному середовищі (рН 7,0) можливо отримати покриття з w(W) до 58% мас. Введення до складу електроліту, що містить сульфат металу родини Феруму, натрію вольфрамат та кислоту цитратну буферної домішки у вигляді боратної кислоти забезпечує стабілізацію рН прикатодного шару у ході електролізу. Співвідношення концентрацій солей сплавоутворюючих компонентів у електроліті також є важливим чинником складу сплаву. Наприклад, у випадку сплаву Co-W співвідношення c(Co2+)/c(WO42) необхідно підтримувати у діапазоні 0,5...1,0, оскільки подальше збільшення концентрації кобальту/нікелю сульфату приводить до зменшення вмісту Вольфраму у сплаві Со-W. Так, при рН 6,0 та за однакових інших умов при співвідношенні c(Co2+)/c(WO42-)=0,5 значення w(W) становить 17% мас., при c(Co2+)/c(WO42-)=1,0 уже w(W)=32% мас., а при c(Co2+)/c(WO42-)=3,0 лише w(W)=12% мас. При концентрації у розчині натрію вольфрамату, менш ніж 0,05моль/л, виникає загроза нестабільної роботи електроліту через швидке збідніння прикатодного шару на йони тугоплавкого металу внаслідок дифузійних ускладнень та необхідність частого корегування складу електроліту. Співосадження вольфраму з металами родини Феруму позитивно впливає на функціональні властивості, зокрема, підвищуються у декілька разів корозійна стійкість та каталітична активність сплавів у порівнянні з чистими металами. Каталітичні властивості покриттів сплавами MW різного складу тестували по значенню густини 4 обміну водню у реакції виділення водню. Визначений склад сплавів дозволяє досягти максимального значення каталітичної активності. Спосіб приготування запропонованого електроліту наведено нижче. Всі компоненти електроліту вводять у вигляді водних розчинів при перемішуванні у наступній послідовності: металу родини Феруму сульфат, кислота цитратна, натрію вольфрамат, кислота боратна. Після цього виміряють рН та додають натрію гідроксид до необхідного значення. Електроліз рекомендовано проводити з нерозчинним анодом при рН 4,0...8,5, температурі розчину 60...70°С та наступних параметрах уніполярного імпульсного струму: амплітуда густини стр уму 10...15А/дм 2, тривалість імпульсу 0,1...5мс, тривалість паузи 1...50мс. Витрати солей металів родини Феруму в електроліті корегують їх додаванням за результатами аналізу. Приклад 1 Для осадження покриття сплавом Co-W електроліт готують розчиненням окремих компонентів у дистильованій воді при кімнатній температурі з наступним їх змішуванням у вказаній послідовності. Реактиви класу «ч» або «хч» вводять у такій кількості, моль/л: натрію вольфрамат 0,25 кобальту сульфат 0,10 кислота цитратна 0,30 кислота боратна 0,40 натрію гідроксид до рН 6,0 Із зазначеного електроліту на поверхню носіїв з хромонікелевої сталі X18Н10Т осаджували покриття сплавом кобальт-вольфрам товщиною 5...20мкм залежно від режиму та тривалості електролізу. Вміст W склав 40% мас., вихід за струмом 85%. Густина струму обміну водню на такому покритті в 0,001 моль розчині сульфатної кислоти становить 7,0×10-3А/дм 2, швидкість корозії 0,02мм/рік. Приклад 2 Для осадження покриття сплавом Co-W електроліт готують розчиненням компонентів у дистильованій воді при кімнатній температурі з наступним їх змішуванням у вказаній послідовності. Реактиви класу «ч» або «хч» вводять у такій кількості, моль/л: натрію вольфрамат 0,10 кобальту сульфат 0,25 кислота цитратна 0,30 кислота боратна 0,40 натрію гідроксид до рН 5,0 Із означеного електроліту на поверхню носіїв з хромонікелевої сталі X18Н10Т осаджували покриття сплавом кобальт-вольфрам товщиною 5...20мкм залежно від параметрів режиму та тривалості електролізу. Вміст W становив 14% мас., вихід за струмом - 68%. Густина струму обміну водню на такому покритті в 0,001моль розчині сульфатної кислоти становить 3×103А/дм 2, швидкість корозії 0,07мм/рік. Темно-сіре покриття сплавом має високу адгезію до носія та каталітичні властивості, нижчі порівняно зі сплавом Co-W з w(W)=40% мас., оскільки діапазон вмісту тугоплавкого металу, при якому досягається максимальне 5 34717 значення каталітичної активності для покриття CoW, становить 20...40% мас. Приклад 3 Для осадження покриття сплавом N1-W електроліт готують розчиненням компонентів у дистильованій воді при кімнатній температурі з наступним їх змішуванням у вказаній послідовності. Реактиви класу «ч» або «хч» вводять у такій кількості, моль/л: натрію вольфрамат 0,05 кобальту сульфат 0,15 кислота цитратна 0,30 кислота боратна 0,40 натрію гідроксид до рН 8,0 6 Із означеного електроліту на поверхню носіїв з хромонікелевої сталі X18Н10Т осаджували покриття сплавом нікель-вольфрам товщиною 5...20мкм залежно від параметрів режиму та тривалості електролізу. Вміст W становив 38 % мас., вихід за струмом - 45%. Густина струму обміну водню на такому покритті в 0,001моль розчині сульфатної кислоти становить 6,3×10-2А/см 2, швидкість корозії 0,04мм/рік. Відомості про склад запропонованого електроліту, рекомендований режим електролізу та отримані результати зведено у Таблиці 1. Таблиця 1 Склад електроліту (моль/л), режим електролізу натрію вольфрамат металу родини Феруму сульфа т кислота цитратна кислота боратна натрію гідроксид амонію гідроксид температура електроліту амплітуда густини струму, А/дм 2 тривалість імпульсу, с тривалість паузи, с вміст вольфраму в сплаві, % вихід за струмом, % швидкість осадження, мкм/хв швидкість корозії, мм/рік густина струм у обміну водню, А/дм 2 метал носія Прототип Винахід 0,10 0,25 0,30 до рН 2,0...7,0 5 5×10-3 15×10-3 42...58 15...20 мідь 0,05...0,25 0,05...0,25 0,10...0,30 0,30...0,50 до рН 4,0... 8,5 60...70°С 10...15 (0,1...5)×10-3 (1...50)×10-3 5...58 45...95 0,05...0,22 0,001...0,13 1,6×10-4...6,8×10-2 мідь, нержавіюча сталь, ніхром Таким чином, з електроліту, що заявляється, можна отримувати покриття сплавами вольфраму з металами родини Феруму на пасивні метали та їх сплави з широким діапазоном вмісту вольфраму у них при високих значеннях виходу за струмом. Покриття мають міцну адгезію до носія, гарний зовнішній вигляд та демонструють високі функціональні властивості, зокрема, каталітичну активність та корозійну стійкість. Комп’ютерна в ерстка М. Ломалова Джерела інформації: 1. Васько А.Т., Ковач С.К. Электрохимия тугоплавких металлов. К: Техника. - 1983. - с.94-95. 2. Бубялис Ю.С., Бярнотас А.К, Норкавичюс А.А. Об использовании пульсирующего тока для получения кобальт-вольфрамовых гальванопокрытий из хлоридно-цитратного электролита. - Вильнюс. - 1982. - с.11. 3. Костин Н.А., Кублановский B.C. Импульсный электролиз сплавов. К: Наукова думка. - 1996. с.83-84. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrolite for application of tungsten alloys with metals of iron family on pasive metals and their alloys
Автори англійськоюBairachna Tetiana Mykolaivna, Ved Maryna Vitaliivna, Sakhnenko Mykola Dmytrovych
Назва патенту російськоюЭлектролит для нанесения сплавов вольфрама с металлами семейства железа на пассивные металлы и их сплавы
Автори російськоюБайрачна Татьяна Николаевна, Ведь Марина Витальевна, Сахненко Николай Дмитриевич
МПК / Мітки
МПК: C25D 3/56
Мітки: родини, сплавів, електроліт, вольфраму, метали, нанесення, феруму, металами, сплави, пасивні
Код посилання
<a href="https://ua.patents.su/3-34717-elektrolit-dlya-nanesennya-splaviv-volframu-z-metalami-rodini-ferumu-na-pasivni-metali-ta-kh-splavi.html" target="_blank" rel="follow" title="База патентів України">Електроліт для нанесення сплавів вольфраму з металами родини феруму на пасивні метали та їх сплави</a>
Електроліт для нанесення покриття сплавом паладій – нікель на неблагородні метали та їх сплави
Номер патенту: 27995
Опубліковано: 26.11.2007
Автори: Сахненко Микола Дмитрович, Ненастіна Тетяна Олександрівна, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: сплави, покриття, нанесення, метали, паладій, неблагородні, сплавом, електроліт, нікель
Формула / Реферат:
Електроліт для нанесення сплаву паладій - нікель на підкладку з неблагородних металів та їх сплавів, що містить паладію хлорид, нікель (II) хлорид гексагідрат, амоній гідроксид, амоній хлорид, який відрізняється тим, що додатково містить калій пірофосфат при такому співвідношенні компонентів (г/л): паладію хлорид (у перерахунку на метал) 2-20 нікель (II) хлорид гексагідрат (у перерахунку на...
Електроліт для нанесення покриття на жаростійкі сплави

Номер патенту: 14574
Опубліковано: 15.05.2006
Автори: Ненастіна Тетяна Олександрівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович
МПК: C25D 3/02
Мітки: нанесення, сплави, жаростійкі, електроліт, покриття
Формула / Реферат:
Електроліт для нанесення покриття на жаростійкі сплави, що включає паладій тетраамінохлорид, амоній гідроксид, амоній хлорид, який відрізняється тим, що він додатково містить калій пірофосфат при такому співвідношенні компонентів (г/л): паладій тетраамінохлорид (у перерахунку на метал) 4-35 калій пірофосфат 100-350 амоній гідроксид 1,5-10 ...
Електроліт для нанесення покриття діоксидом мангану на алюміній та його сплави
Номер патенту: 4612
Опубліковано: 17.01.2005
Автори: Сахненко Микола Дмитрович, Ярошок Тамара Петрівна, Ведь Марина Віталіївна, Богоявленська Олена Володимирівна
МПК: C25D 11/02
Мітки: сплави, діоксидом, алюміній, покриття, електроліт, нанесення, мангану
Формула / Реферат:
Електроліт для нанесення покриття діоксидом мангану на алюміній та його сплави, що містить калій гідроксид, який відрізняється тим, що він додатково містить калій перманганат при такому співвідношенні копонентів (г/л): калій гідроксид 1-50 калій перманганат 16-240
Спосіб нанесення покриття сплавом паладій-нікель на неблагородні метали та їх сплави
Номер патенту: 28023
Опубліковано: 26.11.2007
Автори: Сахненко Микола Дмитрович, Ненастіна Тетяна Олександрівна, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: паладій-нікель, сплавом, спосіб, метали, покриття, нанесення, неблагородні, сплави
Формула / Реферат:
Спосіб нанесення покриття сплавом паладій-нікель на неблагородні метали та їх сплави імпульсним електролізом у водному розчині, який містить паладій хлорид, нікель (II) хлорид гексагідрат, амоній гідроксид, амоній хлорид, калію пірофосфат, який відрізняється тим, що процес нанесення ведуть при густині струму 8-20 А/дм2, тривалості імпульсу 2.10-3-1.10-1 с, тривалості паузи 1.10-2-2.10-1 с.
Електроліт для нанесення вольфрам-кобальтових сплавів та інтерметалідів на різні електропровідні матеріали
Номер патенту: 59049
Опубліковано: 15.08.2003
Автори: Бутов Сергій Олександрович, Ускова Наталія Миколаївна, Габ Ангеліна Іванівна, Малишев Віктор Володимирович
МПК: C25D 3/00
Мітки: нанесення, інтерметалідів, електроліт, вольфрам-кобальтових, сплавів, різні, матеріали, електропровідні
Формула / Реферат:
Електроліт для нанесення вольфрам-кобальтових сплавів та інтерметалідів на різні електропровідні матеріали, що містить сполуки вольфраму та кобальту, електровідновлені у високотемпературному середовищі до металів, і їх розчинник, який відрізняється тим, що як сполуки вольфраму і кобальту та розчинника він містить оксид вольфраму (VI) (0.1-1.5) мол.% і оксид кобальту (II) (0.01-1.0) мол.% та вольфрамат натрію відповідно.
Попередній патент: Землерийна машина
Наступний патент: Седативний лікувально-профілактичний засіб
Випадковий патент: Запірно-пускова голівка вогнегасника