Збірна секція для обробки рідкого металу газами
Номер патенту: 35356
Опубліковано: 10.09.2008
Автори: Лабінцев Олексій Миколайович, Живченко Володимир Семенович

Формула / Реферат
1. Збірна секція для обробки рідкого металу газами, яка має крізні капілярні отвори, розташовані рядками, яка відрізняється тим, що крізні щілиноподібні капілярні отвори утворені зазором між елементами, з яких складається секція, а самі елементи мають на одній з площин виступи, які утворюють капілярні отвори.
2. Секція за п. 1, яка відрізняється тим, що висота виступів дорівнює ![]() .
.
Текст
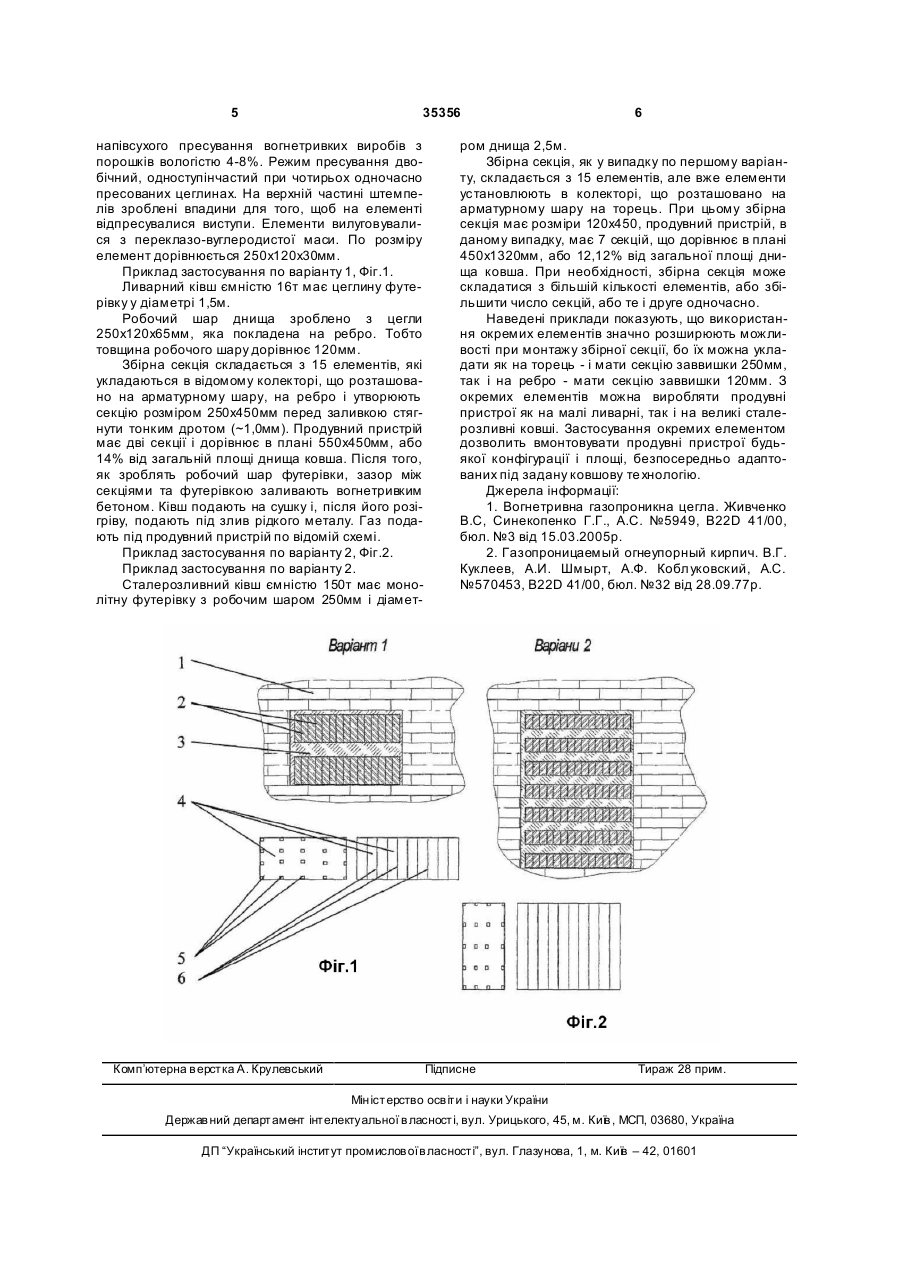
1. Збірна секція для обробки рідкого металу газами, яка має крізні капілярні отвори, розташо 3 35356 це спиці, на яких закріплені стрічки з капілярами, складові днища, а це по 12 штук кожного. Монтаж всієї форми займає достатньо багато часу і потребує акуратної зборки, аби не було перекосу. Сама форма складна по конструкції, потребує фа хового виконання складових, все це привело до значної вартості форми в загалі; - при монтажі блоків на місті в ковші (особливо, невеликій ємності), виникали великі монтажні складнощі, бо, завдяки крихкості секцій, було необхідно дуже обережно їх переносити та ставити, бо легко зламувалися. Уламки з'єднували на вогнетривкий розчин, а якість блоку в цілому суттєво знижувалася; - в наступний час працює значна кількість сталеливарних і сталеплавильних підприємств, де використовуються ковші невеликої ємності з футерівкою з дешевих штучних матеріалів (шамот, динас, кварц і т.д.). Стійкість такої футерівки складає 10-20 наливань. Стійкість коштовних бетонних блоків цей показник перевищує в 100 разів. Отже, застосування таких блоків не економічне. Крім того, бетонні блоки, як і будь-яка кераміка, різко знижують свою міцність і стійкість із збільшенням циклів теплозмін, що відбуваються при роботі з ковшами невеликої місткості (особливо, в ливарному виробництві). В основу корисної моделі поставлена технічна задача: удосконалити секцію для обробки рідкого металу газом шляхом зміни монолітної конструкції на збірну з елементів які відіграють роль поставної частини сегменту для продувки розплаву газами з тим, щоб спростити технологію виготування секції, підвищити конструктивну міцність та газопропускну здібність, схоронність, мати монтажну придатність, транспортабельність. Поставлена задача вирішується завдяки тому, що у збірній секції для обробки рідкого металу газами крізні щілиноподібні капілярні отвори утворені зазором між елементами, а самі елементи мають на одній з плоскостей виступи, заввишки 0,220-0,170мм. Загальним з прототипом суттєвою ознакою корисної моделі є: наявність у секції щілиноподібних капілярів; щілиноподібні капіляри розташовані поперек секції. Відрізняючим від прототипу суттєвим ознакам корисної моделі є: секція утворена з окремих елементів щілиноподібні капіляри утворенні зазором між окремими елементами цеглини мають на одній з плоскостей виступи. Наявність приведених суттєви х ознак корисної моделі є необхідної і достатньою на всі випадки, на які поширюються область використання корисної моделі. Між суттєвими ознаками корисної моделі і технічнім результатом - спростити технологію виготування секції, підвищити експлуатаційну міцність та газопропускну здібність, схоронність, транспортабельність - існує причинно наслідковий зв'язок, який пояснюється наступними доказами. При виготовлені монолітних секцій необхідно мати спеціальні форми, змішувачі та вібростенди, 4 сушильні та обжинові печі для вижарювання вставок що формують капіляри, тобто на виготовлення секції потрібно багато часу та енергії. Виготовлення окремих елементів значно простіш, бо не потребує складного устатк ування. Ці елементи можуть виготовляться на пресах для виготовлення цегли. Єдино, що потрібно, на торці пуансону зробити впадини для того, щоб на поверхні елемента були виступи. Монтаж стрічкових секцій, особливо для ливарних невеликих ковшів, значно спрощується завдяки тому, що відпадає необхідність в монтажних пристосуваннях. Крім того, проводити монтажні роботи на обмеженій площі днища ковша заборонено технікою безпеки, а набирати секцію з окремих елементів, це - така технологія, як проводити цеглинну кладку. Експлуатаційна міцність секції, набраної з окремих елементів, вища від монолітної, тому що різкі зміни температури негативно позначається на великих монолітних елементах, особливо, для малих ковшів, які мають відносно невелику масу футерівки і час нагріву та охолодження малий. Монолітна футерівка, в порівняні з набірною, має малу кількість теплозмін. Тобто в умовах невеликих ковшів, особливо ливарних, стійкість набірних секцій вища. Пропускна здібність набірної секції вища тому, що загальна довжина стрічок капілярів значно більша, ніж монолітних. Довжина стрічки монолітної секції дорівнює не більш 0,7 від її розміру. Це обумовлено тим, що конструктивна міцність секції залежить від розміру суцільних ділянок. Критичне відношення розміру стрічці до загальної довжини складає 0,7. Тобто 30% монолітної ділянки забезпечує мінімально допустиму міцність. У набірної це відношення дорівнює 1.0. Отже, загальна довжина стрічок значно більша, тому і пропускні здібність мінімум на 30% більша. Висока схоронність обумовлена тим, що елементи виробляють під високим тиском і мають дуже щільну стр уктуру, тому вплив вологи навколишнього середовища мало позначається. Монолітні стрічкові секції мають тонкі отвори - капіляри, в які, завдяки капілярним силам, всмоктується атмосферна волога. Причому кількість води в капілярах значно перевищує атмосферну. Таким чином, монолітні секції постійно містять об'ємну вологу і збереження їх нижче за збірні елементи. Збірні елементи мають невеликі розміри і вагу, тому їх можна упаковувати на зразок керамічних будівельних виробів. Вони легко складуються, транспортуються, вивантажуються і подаються на місце укладання - не вимагають спеціальних пристосувань. Корисна модель пояснюється кресленням, на якому зображено футерівка днища ковша 1 в якому змонтовано з секцій 2 продувний пристрій 3. Секції набрані з відокремлених елементів 4, на одній із площині, яких знаходяться виступи 5 розміром 5х5х0,185мм. При складанні елементів ці виступі утворюють щілиноподібні капіляри 6 завширшки 0,185мм. Приклад виготування. Виготовлюють елементи на механічному колінчасто-важельном пресі який призначений для 5 35356 напівсухого пресування вогнетривких виробів з порошків вологістю 4-8%. Режим пресування двобічний, одноступінчастий при чотирьох одночасно пресованих цеглинах. На верхній частині штемпелів зроблені впадини для того, щоб на елементі відпресувалися виступи. Елементи вилуговувалися з переклазо-вуглеродистої маси. По розміру елемент дорівнюється 250x120x30мм. Приклад застосування по варіанту 1, Фіг.1. Ливарний ківш ємністю 16т має цеглину футерівку у діаметрі 1,5м. Робочий шар днища зроблено з цегли 250x120x65мм, яка покладена на ребро. Тобто товщина робочого шару дорівнює 120мм. Збірна секція складається з 15 елементів, які укладаються в відомому колекторі, що розташовано на арматурному шару, на ребро і утворюють секцію розміром 250х450мм перед заливкою стягнути тонким дротом (~1,0мм). Продувний пристрій має дві секції і дорівнює в плані 550х450мм, або 14% від загальній площі днища ковша. Після того, як зроблять робочий шар футерівки, зазор між секціями та футерівкою заливають вогнетривким бетоном. Ківш подають на сушку і, після його розігріву, подають під злив рідкого металу. Газ подають під продувний пристрій по відомій схемі. Приклад застосування по варіанту 2, Фіг.2. Приклад застосування по варіанту 2. Сталерозливний ківш ємністю 150т має монолітну футерівку з робочим шаром 250мм і діамет Комп’ютерна в ерстка А. Крулевський 6 ром днища 2,5м. Збірна секція, як у випадку по першому варіанту, складається з 15 елементів, але вже елементи установлюють в колекторі, що розташовано на арматурному шару на торець. При цьому збірна секція має розміри 120x450, продувний пристрій, в даному випадку, має 7 секцій, що дорівнює в плані 450x1320мм, або 12,12% від загальної площі днища ковша. При необхідності, збірна секція може складатися з більшій кількості елементів, або збільшити число секцій, або те і друге одночасно. Наведені приклади показують, що використання окремих елементів значно розширюють можливості при монтажу збірної секції, бо їх можна укладати як на торець - і мати секцію заввишки 250мм, так і на ребро - мати секцію заввишки 120мм. З окремих елементів можна виробляти продувні пристрої як на малі ливарні, так і на великі сталерозливні ковші. Застосування окремих елементом дозволить вмонтовувати продувні пристрої будьякої конфігурації і площі, безпосередньо адаптованих під задану ковшову те хнологію. Джерела інформації: 1. Вогнетривна газопроникна цегла. Живченко В.C, Синекопенко Г.Г., А.С. №5949, B22D 41/00, бюл. №3 від 15.03.2005р. 2. Газопроницаемый огнеупорный кирпич. В.Г. Куклеев, А.И. Шмырт, А.Ф. Коблуковский, А.С. №570453, B22D 41/00, бюл. №32 від 28.09.77р. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite section for gas treatment of liquid metal
Автори англійськоюZhyvchenko Volodymyr Semenovych, Labintsev Oleksii Mykolaiovych
Назва патенту російськоюСборная секция для обработки жидкого металла газами
Автори російськоюЖивченко Владимир Семенович, Лабинцев Алексей Николаевич
МПК / Мітки
МПК: B22D 41/00
Мітки: секція, обробки, газами, збірна, рідкого, металу
Код посилання
<a href="https://ua.patents.su/3-35356-zbirna-sekciya-dlya-obrobki-ridkogo-metalu-gazami.html" target="_blank" rel="follow" title="База патентів України">Збірна секція для обробки рідкого металу газами</a>
Блок для обробки рідкого металу газами

Номер патенту: 24045
Опубліковано: 11.06.2007
Автори: Рябушенко Олександр Сергійович, Мерцалов Володимир Вікторович, Живченко Володимир Семенович, Кондратенко Сергій Васильович, Щурик Олександр Володимирович, Зубков Михайло Иосипович
МПК: B22D 41/02, C21C 7/00
Мітки: металу, блок, рідкого, обробки, газами
Формула / Реферат:
1. Блок для обробки рідкого металу газами, який має крізні капілярні отвори, розташовані рядками, який відрізняється тим, що крізні капілярні отвори виконані щілиноподібними.2. Блок за п. 1, який відрізняється тим, що загальна довжина отворів в одному рядку складає ширини блока.
Блок для обробки рідкого металу газами

Номер патенту: 8970
Опубліковано: 15.08.2005
Автор: Живченко Володимир Семенович
МПК: C21C 7/00
Мітки: рідкого, металу, блок, обробки, газами
Формула / Реферат:
Блок для обробки рідкого металу газами, що виготовлений з вогнетривкого матеріалу і містить лінійні газопроникні зони товщиною не більше 2 мм, діаметром капілярів 0,2-0,3 мм і відстанями між ними відповідно 1,0-2,0 мм і між зонами - 20-40 мм, та розподільні канали, який відрізняється тим, що блок виконаний з вогнетривкого бетону у вигляді монолітного блока різноманітної форми в залежності від металургійної ємності, канали виготовлені таким...
Металургійна ємкість для продування рідкого металу газами
Номер патенту: 49775
Опубліковано: 16.09.2002
Автори: Живченко Володимир Семенович, Семикопенко Григорій Григорович, Дирул Олег Михайлович
МПК: B22D 41/00
Мітки: ємкість, продування, металу, металургійна, газами, рідкого
Формула / Реферат:
1. Металургійна ємкість для продування рідкого металу газами, що містить металевий кожух, футерівку стін, футерівку днища, яка складається з арматурного і робочого шарів, і газорозподільний шар з гранульованого матеріалу, яка відрізняється тим, що арматурний шар виконаний з газощільного вогнетривкого матеріалу, а газорозподільний шар розташований між робочим і арматурним шарами в заглибленні останнього.2. Металургійна ємкість по п. 1,...
Блок для продувки рідкого металу газами

Номер патенту: 11249
Опубліковано: 15.12.2005
Автор: Живченко Володимир Семенович
МПК: C21C 7/00
Мітки: газами, продувки, рідкого, блок, металу
Формула / Реферат:
Блок для продувки рідкого металу газами, що містить лінійні газопроникні зони, товщиною не більше 2 мм, діаметром капілярів - 0,2-0,3 мм і відстанями між ними, відповідно, 1,0-2,0 мм, з відстанню між зонами 20-40 мм, який відрізняється тим, що блок додатково має профільовані розподільчі канали, розташовані під кожною газопроникною зоною, колекторні канали блока, за розміром діаметра, дорівнюють не менше 0,5 см і не більше 2,0 см сумарної...
Спосіб обробки рідкого металу
Номер патенту: 61130
Опубліковано: 17.11.2003
Автори: Зноєв Володимир Євгенович, Степаненко Олександр Миколайович, Ісмаілов Чінгіз Джабраіл огли, Ковальчук Марина Георгіївна, Асланов Хафіз Сабір огли, Болденков Віктор Іванович
МПК: B22D 27/04, C21C 7/076, B22D 1/00
Мітки: рідкого, обробки, спосіб, металу
Формула / Реферат:
1. Спосіб обробки рідкого металу у ковші або на жолобі, який включає введення в нього реагенту, який відрізняється тим, що реагент вводять на поверхню розплаву у вигляді порошку шлаку виробництва вторинного алюмінію кількістю 0,3-3,0 кг/т.2. Спосіб за п. 1, який відрізняється тим, що порошок шлаку виробництва вторинного алюмінію має наступний склад, мас.%: Аl2O3 25-65 Αl ...
Попередній патент: Автоматизована телеметрична система дистанційного знімання показників витратомірів без каналу зворотного зв`язку
Наступний патент: Секція для обробки рідкого металу газами
Випадковий патент: Спосіб контролю повноти зливу та очищення внутрішньої і зовнішньої поверхні цистерни (вагона)