Блок для обробки рідкого металу газами

Формула / Реферат
Блок для обробки рідкого металу газами, що виготовлений з вогнетривкого матеріалу і містить лінійні газопроникні зони товщиною не більше 2 мм, діаметром капілярів 0,2-0,3 мм і відстанями між ними відповідно 1,0-2,0 мм і між зонами - 20-40 мм, та розподільні канали, який відрізняється тим, що блок виконаний з вогнетривкого бетону у вигляді монолітного блока різноманітної форми в залежності від металургійної ємності, канали виготовлені таким чином, щоб їх діаметри були достатні для проходу газу до газопроникних зон, розмір яких залежить від реального виходу газу, його тиску в системі, кількості каналів як в колекторній, так і розподільній системі і ця залежність має вигляд:
 ,
,
де:
![]() - реальний секундний розхід газу, л/с;
- реальний секундний розхід газу, л/с;
![]() - умовний розхід газу, до 1200 л/хв.;
- умовний розхід газу, до 1200 л/хв.;
![]() - кількість каналів повинно бути 3...6 шт. на кожні 120 мм лінійного розміру блока;
- кількість каналів повинно бути 3...6 шт. на кожні 120 мм лінійного розміру блока;
![]() - різниця тиску газу між навколишнім середовищем та системою.
- різниця тиску газу між навколишнім середовищем та системою.
Текст
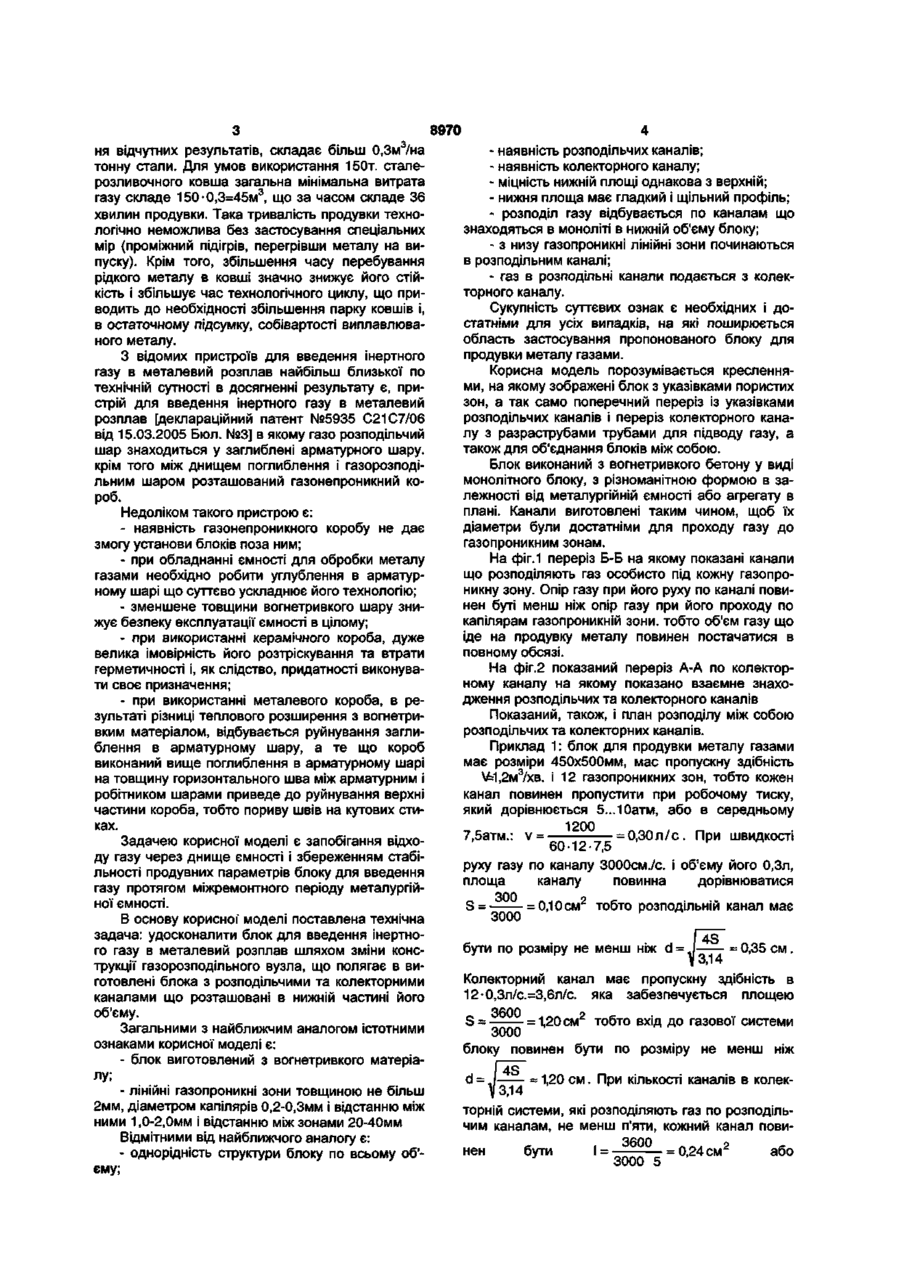
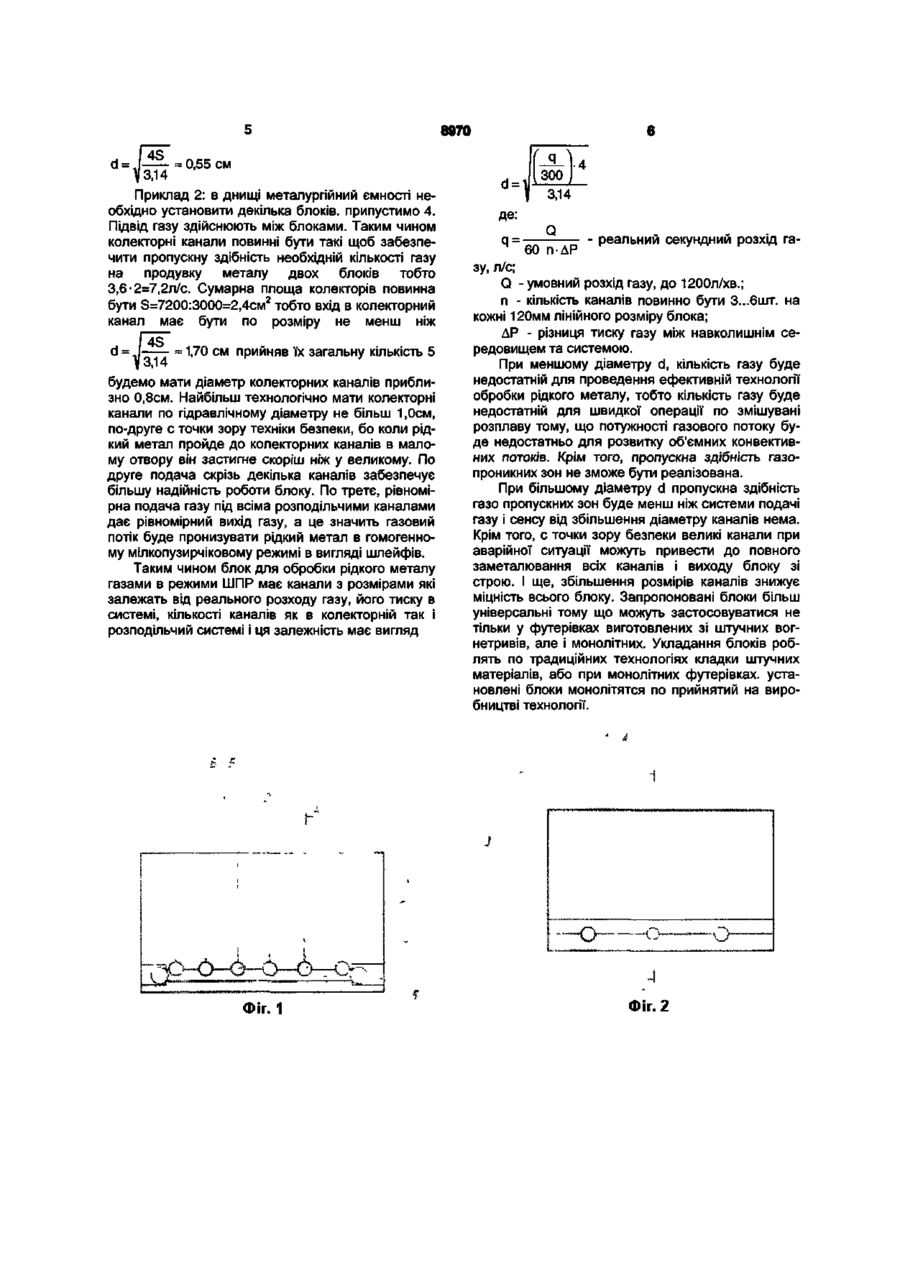
Блок для обробки рідкого металу газами, що виготовлений з вогнетривкого матеріалу і містить лінійні газопроникні зони товщиною не більше 2мм, діаметром капілярів 0,2-0,Змм і відстанями між ними відповідно 1,0-2,0мм і між зонами - 2040мм, та розподільні канали, який відрізняється тим, що блок виконаний з вогнетривкого бетону у вигляді монолітного блока різноманітної форми в залежності від металургійної ємності, канали виготовлені таким чином, щоб їх діаметри були достатні для проходу газу до газопроникних зон, розмір яких залежить від реального виходу газу, його тис Корисна модель відноситься до області металургії, зокрема до рафінування рідкого металу газами в металургійній ємності. Відомий пристрій для продувки металу, що містить фугерований ківш, у днище якого встановлена пориста вставка з вогнетривкого матеріалу [А.С. СРСР №349729, М.Кл.2 С21С7/00, 1970]. Однак продувка через пористу вставку, що пропонується у відомому пристрої, мало ефективна, через низкою її стійкості при контакті з розплавом стали Відомий пристрій для продувки металу [А.С. СРСР №532478, М.Кл.2 С21С7/00, 1977р.] утримуючу пористу вставку, заглиблену у футерівку днища ковша на глибину 0,01-0,25 товщини футерівки. Поглиблення заповнене вогнетривкою масою з коефіцієнтом і азопроникності 15-90 нанопор і площею 1,5-20 площ пористо) вставки. Відомий пристрій має недоліки: - при існуючій у металургійній промисловості тенденції упровадження футерівок з вогнетривких бетонів, стійкість яких значно перевершує футерівки з цеглин, використання пористих набивань з відносно низькою стійкістю (4-6 наливів) не технологічно. Для заміни пористої вогнетривкої маси необхідне охолодження ємності (приблизно 8-16 ку в системі, кількості каналів як в колекторній, так і розподільній системі і ця залежність має вигляд: -9-ЛА 3,14 де: 60-пЛР - реальний секундний розхід газу, л/с; Q - умовний розхід газу, до 1200л/хв.; п - кількість каналів повинно бути З...6шт. на кожні 120мм лінійного розміру блока; АР - різниця тиску газу між навколишнім середовищем та системою. годин), очищення від зношеної маси і набивання нової (приблизно 3 години), нагрів ковша (10-12 годин) повний цикл ремонту пористої вставки складають від 21 до 36 годин. Стійкість бетону дорівнює порядку 50 наливів, тобто 9-12 ремонтів, що за часом складає 100-200 годин (4-9 доби). При сучасних технологіях роботи з гарячим ковшем, у добу цикл ковша складає до 10 наливів, отже, при використанні відомого пристрою ківш відставляється на ремонт через кожні 12-14 годин. Це викликає необхідність збільшення парку ковшів у 2 рази. Отже, застосування відомого пристрою нерентабельне; - у даний час для збільшення стійкості футерівки днища ковша застосовують гарячі проміжні ремонти, що полягають у відновленні зношених ділянок футерівки за допомогою торкретування або підливою вогнетривким без пористим бетоном. Використання відомого пристрою при такій технології проміжних ремонтів неможливо тому що пориста вогнетривка маса буде замоноличена і утратить свою функціональну здатність; - пропускна здатність пористих пробок і вставок складає не більш 1,3м3/хв. при тиску понад 8атм. Однак необхідна витрата газу, для одержан 00 8970 ня відчутних результатів, складає більш 0,3м /на тонну стали. Для умов використання 150т. сталерозливочного ковша загальна мінімальна витрата газу складе 150-0,3=45м3, що за часом складе 36 хвилин продувки. Така тривалість продувки технологічно неможлива без застосування спеціальних мір (проміжний підігрів, перегрівши металу на випуску). Крім того, збільшення часу перебування рідкого металу в ковші значно знижує його стійкість і збільшує час технологічного циклу, що приводить до необхідності збільшення парку ковшів і, в остаточному підсумку, собівартості виплавлюваного металу. З відомих пристроїв для введення інертного газу в металевий розплав найбільш близької по технічній сутності в досягненні результату є, пристрій для введення інертного газу в металевий розплав [деклараційний патент №5935 С21С7/06 від 15.03.2005 Бюл. №3] в якому газо розподільчий шар знаходиться у заглиблені арматурного шару, крім того між днищем поглиблення і газорозподільним шаром розташований газонепроникний короб. Недоліком такого пристрою є: - наявність газонепроникного коробу не дає змогу установи блоків поза ним; - при обладнанні ємності для обробки металу газами необхідно робити углубления в арматурному шарі що суттєво ускладнює його технологію; - зменшене товщини вогнетривкого шару знижує безпеку експлуатації ємності в цілому; - при використанні керамічного короба, дуже велика імовірність його розтріскування та втрати герметичності і, як слідство, придатності виконувати своє призначення; - при використанні металевого короба, в результаті різниці теплового розширення з вогнетривким матеріалом, відбувається руйнування заглиблення в арматурному шару, а те що короб виконаний вище поглиблення в арматурному шарі на товщину горизонтального шва між арматурним і робітником шарами приведе до руйнування верхні частини короба, тобто пориву швів на кутових стиках. Задачею корисної моделі є запобігання відходу газу через днище ємності і збереженням стабільності продувних параметрів блоку для введення газу протягом міжремонтного періоду металургійної ємності. В основу корисної' моделі поставлена технічна задача: удосконалити блок для введення інертного газу в металевий розплав шляхом зміни конструкції газорозподільного вузла, що полягає в виготовлені блока з розподільчими та колекторними каналами що розташовані в нижній частині його об'єму. Загальними з найближчим аналогом істотними ознаками корисної моделі є: - блок виготовлений з вогнетривкого матеріалу; - лінійні газопроникні зони товщиною не більш 2мм, діаметром капілярів 0,2-0,Змм і відстанню між ними 1,0-2,0мм і відстанню між зонами 20-40мм Відмітними від найближчого аналогу є: - однорідність структури блоку по всьому об'єму; - наявність розподільчих каналів; - наявність колекторного каналу; - міцність нижній площі однакова з верхній; - нижня площа має гладкий і щільний профіль; - розподіл газу відбувається по каналам що знаходяться в моноліті в нижній об'єму блоку; - з низу газопроникні лінійні зони починаються в розподільним каналі; - газ в розподільні канали подається з колекторного каналу. Сукупність суттєвих ознак є необхідних і достатніми для усіх випадків, на які поширюється область застосування пропонованого блоку для продувки металу газами. Корисна модель порозумівається кресленнями, на якому зображені блок з указівками пористих зон, а так само поперечний переріз із указівками розподільчих каналів і переріз колекторного каналу з разраструбами трубами для підводу газу, а також для об'єднання блоків між собою. Блок виконаний з вогнетривкого бетону у виді монолітного блоку, з різноманітною формою в залежності від металургійній ємності або агрегату в плані. Канали виготовлені таким чином, щоб їх діаметри були достатніми для проходу газу до газопроникним зонам. На фіг.1 переріз Б-Б на якому показані канали що розподіляють газ особисто під кожну газопроникну зону. Опір газу при його руху по каналі повинен буті менш ніж опір газу при його проходу по капілярам газопроникній зони, тобто об'єм газу що іде на продувку металу повинен постачатися в повному обсязі. На фіг.2 показаний переріз А-А по колекторному каналу на якому показано взаємне знаходження розподільчих та колекторного каналів Показаний, також, і план розподілу між собою розподільчих та колекторних каналів. Приклад 1: блок для продувки металу газами має розміри 450х500мм, мас пропускну здібність \£1,2м3/хв. і 12 газопроникних зон, тобто кожен канал повинен пропустити при робочому тиску, який дорівнюється 5...10атм, або в середньому 7,5атм.: v = = 0,30л/с. При швидкості 60-12-7,5 руху газу по каналу 3000см./с. і об'єму його 0,3л, площа каналу повинна дорівнюватися 300 = 0,10 см 2 тобто розподільній канал має S= 3000 бути по розміру не менш ніж d = « 0,35 с м . Колекторний канал має пропускну здібність в 12-0,Зл/с.=3,6л/с. яка забезпечується площею = 1,20 см 2 тобто вхід до газової системи S= 3000 блоку повинен бути по розміру не менш ніж 4S ~ 1,20 см. При кількості каналів в колекторній системи, які розподіляють газ по розподільчим каналам, не менш 3п'яти, кожний канал повинен бути І = 6 0 0 = 0,24 с м 2 або 7 3000 5 8970 Ч ґ зоо 1.4 « 0,55 см 4 н Приклад 2: в днищі металургійний ємності необхідно установити декілька блоків, припустимо 4. Підвід газу здійснюють між блоками. Таким чином колекторні канали повинні бути такі щоб забезпечити пропускну здібність необхідній кількості газу на продувку металу двох блоків тобто 3,6-2=7,2л/с. Сумарна площа колекторів повинна бути S = 7 2 0 0 : 3 0 0 0 = 2 , 4 C M 2 тобто вхід в колекторний канал має бути по розміру не менш ніж ~4S~ ,^о . . . . . ~ 1,70 см прийняв їх загальну КІЛЬКІСТЬ 5 будемо мати діаметр колекторних каналів приблизно 0,8см. Найбільш технологічно мати колекторні канали по гідравлічному діаметру не більш 1,0см, по-друге с точки зору техніки безпеки, бо коли рідкий метал пройде до колекторних каналів в малому отвору він застигне скоріш ніж у великому. По друге подача скрізь декілька каналів забезпечує більшу надійність роботи блоку. По третє, рівномірна подача газу під всіма розподільчими каналами дає рівномірний вихід газу, а це значить газовий потік буде пронизувати рідкий метал в гомогенному мілкопузирчіковому режимі в вигляді шлейфів. Таким чином блок для обробки рідкого металу газами в режими ШПР має канали з розмірами які залежать від реального розходу газу, його тиску в системі, кількості каналів як в колекторній так і розподільчий системі і ця залежність має вигляд І 3,14 де: Q ои П А Г ч 60 п Д Р - реальний секундний розхід га зу, л/с; Q - умовний розхід газу, до 1200л/хв.; п - кількість каналів повинно бути З...6шт. на кожні 120мм лінійного розміру блока; АР - різниця тиску газу між навколишнім середовищем та системою. При меншому діаметру d, кількість газу буде недостатній для проведення ефективній технології обробки рідкого металу, тобто кількість газу буде недостатній для швидкої операції по змішувані розплаву тому, що потужності газового потоку буде недостатньо для розвитку об'ємних конвективних потоків. Крім того, пропускна здібність газопроникних зон не зможе бути реалізована. При більшому діаметру d пропускна здібність газо пропускних зон буде менш ніж системи подачі газу і сенсу від збільшення діаметру каналів нема. Крім того, с точки зору безпеки великі канали при аварійної ситуації можуть привести до повного заметалювання всіх каналів і виходу блоку зі строю. І ще, збільшення розмірів каналів знижує міцність всього блоку. Запропоновані блоки більш універсальні тому що можуть застосовуватися не тільки у футерівках виготовлених зі штучних вогнетривів, але і монолітних. Укладання блоків роблять по традиційних технологіях кладки штучних матеріалів, або при монолітних футерівках. установлені блоки монолітятся по прийнятий на виробництві технології. 4 Фіг. 1 Фіг. 2 8970 План розподілу каналів Комп'ютерна верстка А. Рябко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA unit for the treatment of liquid metal with gases
Автори англійськоюZhyvchenko Volodymyr Semenovych
Назва патенту російськоюБлок для обработки жидкого металла газами
Автори російськоюЖивченко Владимир Семенович
МПК / Мітки
МПК: C21C 7/00
Мітки: газами, рідкого, блок, обробки, металу
Код посилання
<a href="https://ua.patents.su/4-8970-blok-dlya-obrobki-ridkogo-metalu-gazami.html" target="_blank" rel="follow" title="База патентів України">Блок для обробки рідкого металу газами</a>
Металургійна ємкість для продування рідкого металу газами
Номер патенту: 49775
Опубліковано: 16.09.2002
Автори: Дирул Олег Михайлович, Живченко Володимир Семенович, Семикопенко Григорій Григорович
МПК: B22D 41/00
Мітки: продування, рідкого, газами, ємкість, металу, металургійна
Формула / Реферат:
1. Металургійна ємкість для продування рідкого металу газами, що містить металевий кожух, футерівку стін, футерівку днища, яка складається з арматурного і робочого шарів, і газорозподільний шар з гранульованого матеріалу, яка відрізняється тим, що арматурний шар виконаний з газощільного вогнетривкого матеріалу, а газорозподільний шар розташований між робочим і арматурним шарами в заглибленні останнього.2. Металургійна ємкість по п. 1,...
Спосіб обробки рідкого металу
Номер патенту: 69091
Опубліковано: 16.08.2004
Автори: Ганжа Микола Сергійович, Біленький Давид Миронович, Найдек Володимир Леонтійович, Федоров Андрій Олександрович, Нарівський Анатолій Васильович, Сичевський Анатолій Антонович
Мітки: спосіб, металу, рідкого, обробки
Формула / Реферат:
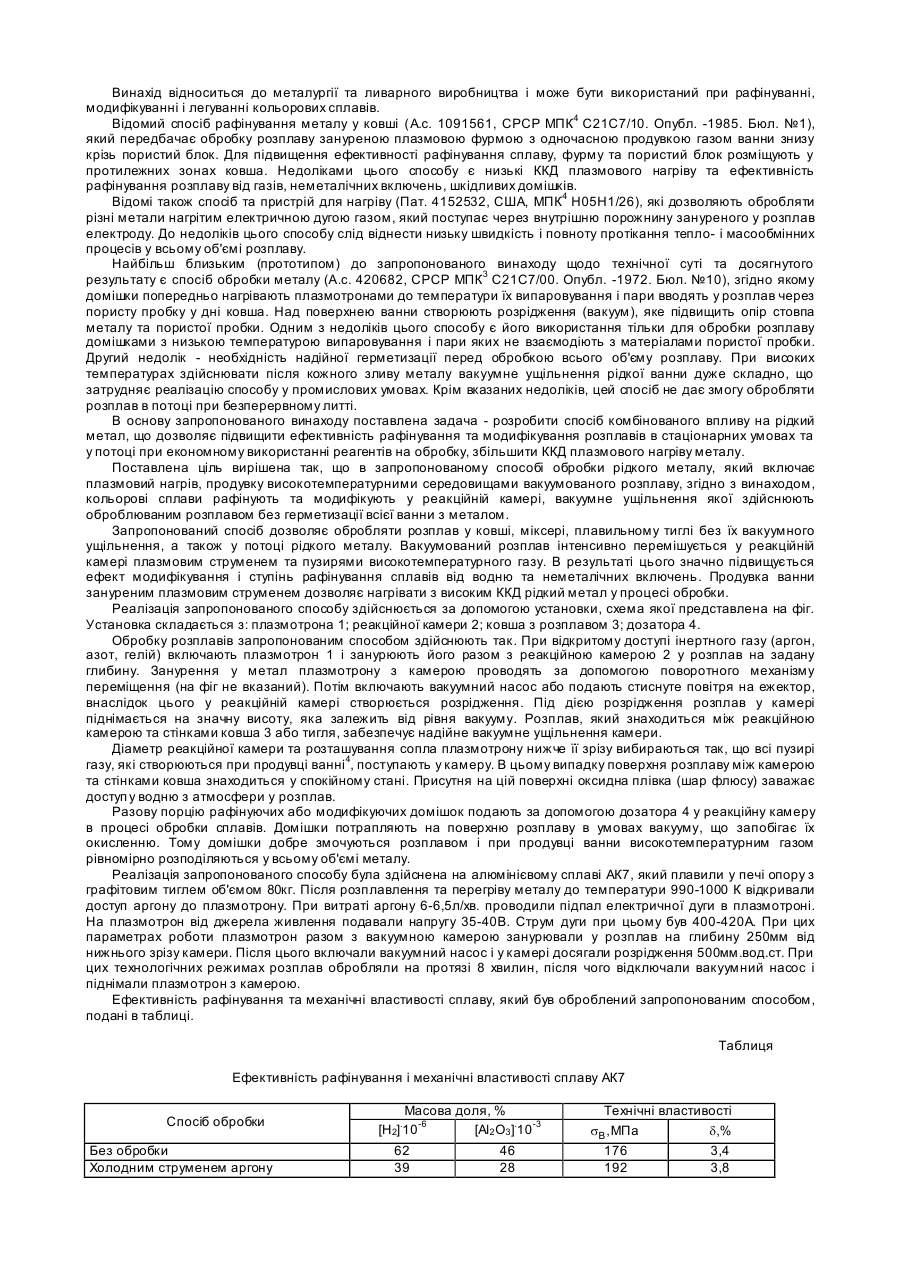
Спосіб обробки рідкого металу, що включає плазмовий нагрів та рафінування і модифікування шляхом продувки високотемпературними середовищами вакуумованого розплаву, який відрізняється тим, що кольорові сплави рафінують та модифікують у реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом.
Спосіб обробки рідкого металу
Номер патенту: 44410
Опубліковано: 15.02.2002
Автори: Тупчиєнко Віталій Іванович, Мандрік Євген Андрійович, Чащін Іван Миколайович, Пушкаренко Олена Вікторовна
МПК: B22D 27/20
Мітки: обробки, спосіб, рідкого, металу
Формула / Реферат:
Спосіб обробки рідкого металу у ливарній формі, наприклад, за принципом внутрішньоформеного модифікування, який відрізняється тим, що порошок модифікатора у заданій кількості вводять у розплав за допомогою піномоделі, яка у вигляді циліндра або патрона розміщується у стояку ливникової системи над зумпфом.
Спосіб обробки рідкого металу

Номер патенту: 59393
Опубліковано: 15.09.2003
Автори: Мельцер Герман Давидович, Леус Надія Андріївна, Зінченко Артем Валерійович
МПК: B22D 27/08, B22D 7/00
Мітки: металу, обробки, спосіб, рідкого
Формула / Реферат:
1. Спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень та охолоджують його водою з наданням коливань для переводу кірки, що намерзає на стрижень, в розплав, який відрізняється тим, що коливанням стрижня надають зворотно-обертальної форми навколо його поздовжньої осі.2. Спосіб обробки рідкого металу за п. 1, який відрізняється тим, що амплітуду коливань беруть в межах 5°-180°.3. Спосіб обробки рідкого...
Спосіб обробки рідкого металу
Номер патенту: 61130
Опубліковано: 17.11.2003
Автори: Степаненко Олександр Миколайович, Ісмаілов Чінгіз Джабраіл огли, Болденков Віктор Іванович, Ковальчук Марина Георгіївна, Асланов Хафіз Сабір огли, Зноєв Володимир Євгенович
МПК: B22D 27/04, B22D 1/00, C21C 7/076
Мітки: спосіб, металу, рідкого, обробки
Формула / Реферат:
1. Спосіб обробки рідкого металу у ковші або на жолобі, який включає введення в нього реагенту, який відрізняється тим, що реагент вводять на поверхню розплаву у вигляді порошку шлаку виробництва вторинного алюмінію кількістю 0,3-3,0 кг/т.2. Спосіб за п. 1, який відрізняється тим, що порошок шлаку виробництва вторинного алюмінію має наступний склад, мас.%: Аl2O3 25-65 Αl ...
Попередній патент: Процес лікування внутрішньопечінкової портальної гіпертензії
Наступний патент: Спосіб підготовки крохмалевмісної сировини до спиртового зброджування у виробництві спирту
Випадковий патент: Інфрачервоний електричний панельний обігрівач