Секція для обробки рідкого металу газами
Номер патенту: 35357
Опубліковано: 10.09.2008
Автори: Лабінцев Олексій Миколайович, Живченко Володимир Семенович
Формула / Реферат
1. Секція для обробки рідкого металу газами, яка має щілиноподібні капілярні отвори, розташовані рядками, яка відрізняється тим, що щілиноподібні капілярні отвори виконані вздовж секції.
2. Секція за п. 1, яка відрізняється тим, що загальна довжина стрічки дорівнює ![]() довжини секції, а довжина щілини - не більше 70 мм.
довжини секції, а довжина щілини - не більше 70 мм.
Текст
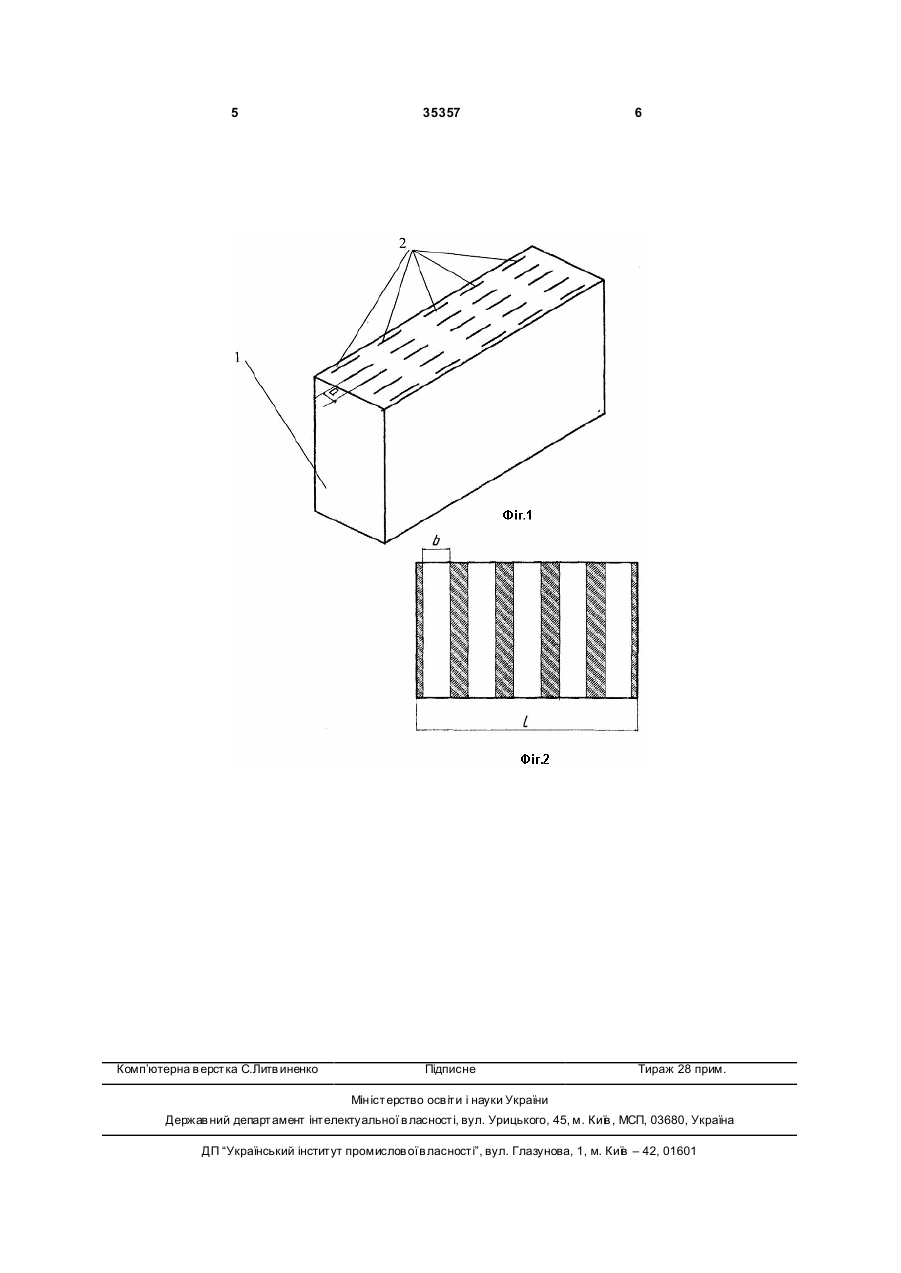
1. Секція для обробки рідкого металу газами, яка має щілиноподібні капілярні отвори, розташовані рядками, яка відрізняється тим, що щілиноподібні капілярні отвори виконані вздовж секції. 2. Секція за п.1, яка відрізняється тим, що загальна довжина стрічки дорівнює 0,6 ¸ 0,75 довжини секції, а довжина щілини - не більше 70мм. (19) (21) u200805488 (22) 25.04.2008 (24) 10.09.2008 (46) 10.09.2008, Бюл.№ 17, 2008 р. (72) ЖИВЧЕНКО ВОЛОДИМИР СЕМЕНОВИЧ, UA, ЛАБІНЦЕВ ОЛЕКСІЙ МИКОЛАЙОВИЧ, U A (73) ЖИВЧЕНКО ВОЛОДИМИР СЕМЕНОВИЧ, U A 3 35357 2000шт., тобто різниця дорівнює більш ніж 35разів. Виходячи з умов зниження пропускній здібності секції при поперечному розташуванню капілярних строчок, це можна теж вважати за недолік. В основу корисної моделі поставлена технічна задача: удосконалити секцію для обробки рідкого металу газом шляхом зміни напряму капілярних отворів з тим, щоб спростити технологію виготування секції, підвищити конструктивну міцність та газо пропускну здібність, схоронність, мати монтажну придатність, транспортабельність. Поставлена задача вирішується завдяки тому, що у секції блока для обробки рідкого металу газами крізні щілиноподібні капілярні отвори, виконані вздовж секції. Загальна довжина стрічки дорівнює 0,6¸0,75 довжини секції. При цьому довжина щілини не більш 70мм. Загальною з прототипом суттєвою ознакою корисної моделі є наявність у секції для обробки рідкого металу газами крізних щілиноподібними капілярних отворів, розташованих рядками. Відрізняючим від прототипу суттєвою ознакою корисної моделі є те, що крізні щілиноподібні капілярні отвори, виконані вздовж секції. Загальна довжина стрічки дорівнює 0,6¸0,75 довжини секції. Допоміжними ознаками корисної моделі є те, що довжина щілини не більш 70мм. Наявність приведених суттєви х ознак корисної моделі є необхідної і достатньою на всі випадки, на які поширюються область використання корисної моделі. Між суттєвими ознаками корисної моделі і технічнім результатом – підвищити конструктивну міцність та газо пропускну здібність, схоронність, монтажну придатність, спростити технологію виготування секції - існує причинно наслідковий зв'язок, який пояснюється наступними доказами. Загальновідомий факт, якщо в балці, що обтирається кінцями на опори, є подовжній роз'їм, то несуча здатність її абсолютно не знижується. Навіть більш того, іноді для підвищення надійності такої балки її роблять складовий з подовжніх стрижнів. Наприклад, щогли парусних кораблів для підвищення надійності виготовлялися з окремих подовжніх елементів. І справа не тільки в збереженні міцності на вигин, а в підвищенні надійності збірної конструкції, оскільки навіть при утворенні поперечної тріщини, її просування зупинялося на подовжньому розрізі. При поперечному надрізі відбувається не тільки зменшення поперечного перетину, а, отже, опір руйнуванню, але і створення умов для розвитку цього руйнування через готову тріщин у. Наприклад, при випробуванні сталевого гладкого і надрізаного зразків на ударну в'язкість, гладкий зразок по результатах міцніший більш ніж в три рази. Відстань між строчками 20-50мм обумовлено двома обставинами. А саме: при відстані менше 20мм умови масообміну між газом і розплавом погіршуються через зниження співвідношення об'єму розплаву до об'єму газу. Або інакше здійснюється збіднення системи “рідина – газ” на рідку фазу. Отже, система знижує свою ефективність в геометричній прогресії (співвідношення об'єму компонентів до їх контактної площі). 4 Збільшення відстані між строчками зверху 50мм спричинює, як і в першому випадку, до збіднення системи “рідина – газ”, але вже на газ. Отже система, знову таки знижує свою ефективну роботу. Загальна довжина стрічки дорівнює 0,6¸0,75 довжини секції. При цьому довжина щілини не більш 70мм. З теорії масообмінних процесів відомо, що максимальний ефект досягається при оптимальному співвідношенні компонентів. Сумарна довжина строчки 0,6¸0,75 довжини секції, обумовлено оптимальним співвідношенням компонентів системи “рідину – газ” і вихід за ці межі обідняє систему на одну з компонентів, що знижує ефективність роботи системи в цілому. Причому при довжині строчки 0,6 бажана відстань між строчками 20мм, а при 0,75, відповідно - 50мм. Довжина щілини не більш 70мм. обумовлена тим, що при більшій довжині умови ежекції рідини між строчками утр уднено і система з гомогенної переходить в гетерогенну. Ця обставина істотно знижує ефективність масообмінних процесів. Корисна модель пояснюється кресленням, на якому зображено блок для обробки рідкого металу газом -в загальному вигляді та повздовжній переріз (Фіг.1, 2). Блок 1 має крізні отвори 2, які виконані у вигляді щілин, шириною 0,165¸0,200мм і довжиною 0,6¸0,75 довжини секції. Капілярні отвори 2 розташовані рядками 3, відстань між якими складає 25¸50мм. Приклад виготування секції розмиром 400´120´250мм. В металеву форму установлюють у вертикальній площині рядками металеві стрічки товщиною 0,2мм і шириною 50мм, які закріплені на поперечині в вигляді спиці. У кожному рядку на рівній відстані одна від одної розташовують п'ять стрічок. Сума стрічок дорівнює 0,62 від довжини секції. На всю довжину секції розміщують 5 рядків. Таким чином загальна кількість стрічок дорівнює 25. Нижні конці стрічок фіксують дно утворюючими планками, ширина яких дорівнюється міжрядковому простору. Після того як форму зібрали, планки закріпили, її подають під бетонозмішувач примусової дії і установлюють на вібростенд. Як тільки вогнетривкий бетон змішали, його подають у форму, одночасно починають вібрування бетону (бо він є жорстким та тиксотропним). Після наповнення форми її відставляють і через дві годині стрічки витягують, форму транспортують до сушильної камери, форму розбирають, а секцію оставляють на сушку. При цьому потреба в обжиганні відпадає. Металеві стрічки надійні від обриву, тому капілярні отвори гарантовано чисті. Таким чином, секція має 25 щілин по 50мм завдовжки, тобто загальна довжина дорівнює 25´50=1250мм. Завдяки відсутності поперечних щілин загальна міцність значно підвищилась, тому подальша обробка цих секцій суттєво спрощувалась, відбраківка при транспортуванні та монтажі стала відсутня, а сам монтаж став значно легшим і доступнішим. 5 Комп’ютерна в ерстка C.Литв иненко 35357 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSection for processing of liquid metal with gases
Автори англійськоюZhyvchenko Volodymyr Semenovych, Labintsev Oleksii Mykolaiovych
Назва патенту російськоюСекция для обработки жидкого металла газами
Автори російськоюЖивченко Владимир Семенович, Лабинцев Алексей Николаевич
МПК / Мітки
МПК: B22D 41/00, C21C 7/00
Мітки: секція, рідкого, обробки, газами, металу
Код посилання
<a href="https://ua.patents.su/3-35357-sekciya-dlya-obrobki-ridkogo-metalu-gazami.html" target="_blank" rel="follow" title="База патентів України">Секція для обробки рідкого металу газами</a>
Збірна секція для обробки рідкого металу газами

Номер патенту: 35356
Опубліковано: 10.09.2008
Автори: Живченко Володимир Семенович, Лабінцев Олексій Миколайович
МПК: B22D 41/00
Мітки: збірна, газами, обробки, металу, рідкого, секція
Формула / Реферат:
1. Збірна секція для обробки рідкого металу газами, яка має крізні капілярні отвори, розташовані рядками, яка відрізняється тим, що крізні щілиноподібні капілярні отвори утворені зазором між елементами, з яких складається секція, а самі елементи мають на одній з площин виступи, які утворюють капілярні отвори.2. Секція за п. 1, яка відрізняється тим, що висота виступів дорівнює
Блок для обробки рідкого металу газами

Номер патенту: 24045
Опубліковано: 11.06.2007
Автори: Рябушенко Олександр Сергійович, Живченко Володимир Семенович, Мерцалов Володимир Вікторович, Кондратенко Сергій Васильович, Щурик Олександр Володимирович, Зубков Михайло Иосипович
МПК: B22D 41/02, C21C 7/00
Мітки: обробки, блок, газами, металу, рідкого
Формула / Реферат:
1. Блок для обробки рідкого металу газами, який має крізні капілярні отвори, розташовані рядками, який відрізняється тим, що крізні капілярні отвори виконані щілиноподібними.2. Блок за п. 1, який відрізняється тим, що загальна довжина отворів в одному рядку складає ширини блока.
Блок для обробки рідкого металу газами

Номер патенту: 8970
Опубліковано: 15.08.2005
Автор: Живченко Володимир Семенович
МПК: C21C 7/00
Мітки: обробки, газами, рідкого, металу, блок
Формула / Реферат:
Блок для обробки рідкого металу газами, що виготовлений з вогнетривкого матеріалу і містить лінійні газопроникні зони товщиною не більше 2 мм, діаметром капілярів 0,2-0,3 мм і відстанями між ними відповідно 1,0-2,0 мм і між зонами - 20-40 мм, та розподільні канали, який відрізняється тим, що блок виконаний з вогнетривкого бетону у вигляді монолітного блока різноманітної форми в залежності від металургійної ємності, канали виготовлені таким...
Металургійна ємкість для продування рідкого металу газами
Номер патенту: 49775
Опубліковано: 16.09.2002
Автори: Живченко Володимир Семенович, Семикопенко Григорій Григорович, Дирул Олег Михайлович
МПК: B22D 41/00
Мітки: металу, продування, газами, металургійна, ємкість, рідкого
Формула / Реферат:
1. Металургійна ємкість для продування рідкого металу газами, що містить металевий кожух, футерівку стін, футерівку днища, яка складається з арматурного і робочого шарів, і газорозподільний шар з гранульованого матеріалу, яка відрізняється тим, що арматурний шар виконаний з газощільного вогнетривкого матеріалу, а газорозподільний шар розташований між робочим і арматурним шарами в заглибленні останнього.2. Металургійна ємкість по п. 1,...
Блок для продувки рідкого металу газами

Номер патенту: 11249
Опубліковано: 15.12.2005
Автор: Живченко Володимир Семенович
МПК: C21C 7/00
Мітки: металу, рідкого, продувки, блок, газами
Формула / Реферат:
Блок для продувки рідкого металу газами, що містить лінійні газопроникні зони, товщиною не більше 2 мм, діаметром капілярів - 0,2-0,3 мм і відстанями між ними, відповідно, 1,0-2,0 мм, з відстанню між зонами 20-40 мм, який відрізняється тим, що блок додатково має профільовані розподільчі канали, розташовані під кожною газопроникною зоною, колекторні канали блока, за розміром діаметра, дорівнюють не менше 0,5 см і не більше 2,0 см сумарної...
Попередній патент: Збірна секція для обробки рідкого металу газами
Наступний патент: Упорний підшипник ковзання
Випадковий патент: Спосіб відбору селекційних форм кукурудзи, стійких до загущення