Спосіб обробки металевого розплаву ультрадисперсними порошками
Номер патенту: 35506
Опубліковано: 25.09.2008
Автори: Александров Валерій Дмитрович, Ковура Олександр Борисович, Бродецький Ігор Леонідович, Фірстов Сергій Олексійович, Бєлов Борис Федорович, Крейденко Фіра Семенівна, Волошин В'ячеслав Степанович, Троцан Анатолій Іванович, Ісаєв Олег Борисович, Живченко Володимир Семенович

Формула / Реферат
Спосіб обробки металевого розплаву ультрадисперсними порошками, що включає подачу порошків газом-носієм через донний продувний пристрій у придонні об'єми рідкого металу, який відрізняється тим, що ультрадисперсні порошки подають в шлейфо-пузирковому режимі в протитечії до рідкого металу.
Текст
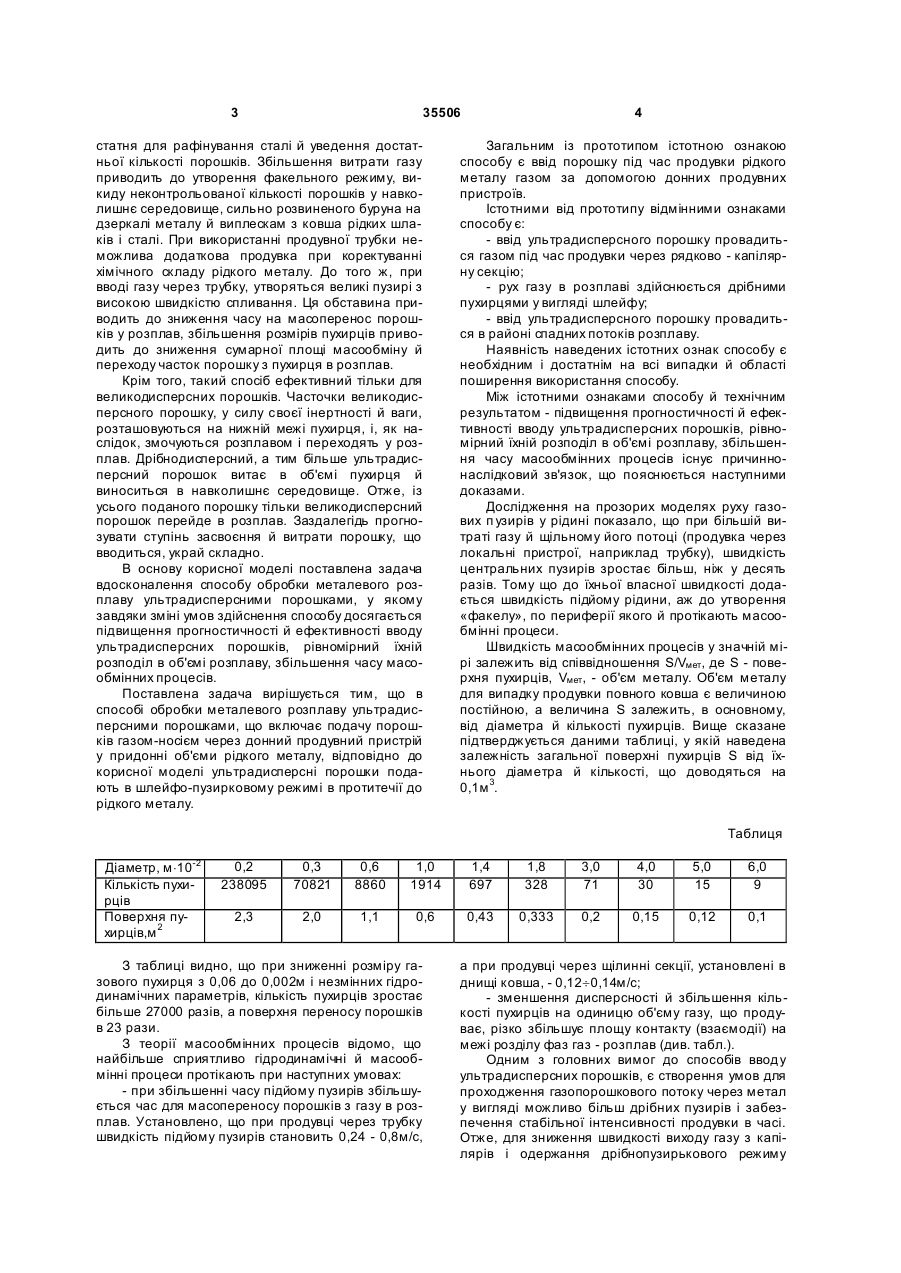
Спосіб обробки металевого розплаву ультрадисперсними порошками, що включає подачу порошків газом-носієм через донний продувний пристрій у придонні об'єми рідкого металу, який відрізняє ться тим, що ультрадисперсні порошки подають в шлейфо-пузирковому режимі в протитечії до рідкого металу. (19) (21) u200804190 (22) 03.04.2008 (24) 25.09.2008 (46) 25.09.2008, Бюл.№ 18, 2008 р. (72) ВОЛОШИН В'ЯЧЕСЛАВ СТЕПАНОВИЧ, U A, ФІРСТОВ СЕРГІЙ ОЛЕКСІЙОВИЧ, UA, КОВУРА ОЛЕКСАНДР БОРИСОВИЧ, UA, ТРОЦАН АН АТОЛІЙ ІВАНОВИЧ, U A, ЖИВЧЕНКО ВОЛОДИ МИР СЕМЕНОВИЧ, UA, КРЕЙДЕНКО ФІРА СЕМЕНІВНА, U A, БРОДЕЦЬКИЙ ІГОР ЛЕОНІДОВИЧ, U A, БЄЛОВ БОРИС ФЕДОРОВИЧ, U A, АЛЕКСАНДРОВ ВАЛЕРІЙ ДМИТРОВИЧ, U A, ІСАЄВ ОЛЕГ БОРИСОВИЧ, UA 3 35506 статня для рафінування сталі й уведення достатньої кількості порошків. Збільшення витрати газу приводить до утворення факельного режиму, викиду неконтрольованої кількості порошків у навколишнє середовище, сильно розвиненого буруна на дзеркалі металу й виплескам з ковша рідких шлаків і сталі. При використанні продувної трубки неможлива додаткова продувка при коректуванні хімічного складу рідкого металу. До того ж, при вводі газу через трубку, утворяться великі пузирі з високою швидкістю спливання. Ця обставина приводить до зниження часу на масоперенос порошків у розплав, збільшення розмірів пухирців приводить до зниження сумарної площі масообміну й переходу часток порошку з пухирця в розплав. Крім того, такий спосіб ефективний тільки для великодисперсних порошків. Часточки великодисперсного порошку, у силу своєї інертності й ваги, розташовуються на нижній межі пухирця, і, як наслідок, змочуються розплавом і переходять у розплав. Дрібнодисперсний, а тим більше ультрадисперсний порошок витає в об'ємі пухирця й виноситься в навколишнє середовище. Отже, із усього поданого порошку тільки великодисперсний порошок перейде в розплав. Заздалегідь прогнозувати ступінь засвоєння й витрати порошку, що вводиться, украй складно. В основу корисної моделі поставлена задача вдосконалення способу обробки металевого розплаву ультрадисперсними порошками, у якому завдяки зміні умов здійснення способу досягається підвищення прогностичності й ефективності вводу ультрадисперсних порошків, рівномірний їхній розподіл в об'ємі розплаву, збільшення часу масообмінних процесів. Поставлена задача вирішується тим, що в способі обробки металевого розплаву ультрадисперсними порошками, що включає подачу порошків газом-носієм через донний продувний пристрій у придонні об'єми рідкого металу, відповідно до корисної моделі ультрадисперсні порошки подають в шлейфо-пузирковому режимі в протитечії до рідкого металу. 4 Загальним із прототипом істотною ознакою способу є ввід порошку під час продувки рідкого металу газом за допомогою донних продувних пристроїв. Істотними від прототипу відмінними ознаками способу є: - ввід ультрадисперсного порошку провадиться газом під час продувки через рядково - капілярну секцію; - рух газу в розплаві здійснюється дрібними пухирцями у вигляді шлейфу; - ввід ультрадисперсного порошку провадиться в районі спадних потоків розплаву. Наявність наведених істотних ознак способу є необхідним і достатнім на всі випадки й області поширення використання способу. Між істотними ознаками способу й технічним результатом - підвищення прогностичності й ефективності вводу ультрадисперсних порошків, рівномірний їхній розподіл в об'ємі розплаву, збільшення часу масообмінних процесів існує причиннонаслідковий зв'язок, що пояснюється наступними доказами. Дослідження на прозорих моделях руху газових п узирів у рідині показало, що при більшій витраті газу й щільному його потоці (продувка через локальні пристрої, наприклад трубку), швидкість центральних пузирів зростає більш, ніж у десять разів. Тому що до їхньої власної швидкості додається швидкість підйому рідини, аж до утворення «факелу», по периферії якого й протікають масообмінні процеси. Швидкість масообмінних процесів у значній мірі залежить від співвідношення S/Vмет, де S - поверхня пухирців, Vмет, - об'єм металу. Об'єм металу для випадку продувки повного ковша є величиною постійною, а величина S залежить, в основному, від діаметра й кількості пухирців. Вище сказане підтверджується даними таблиці, у якій наведена залежність загальної поверхні пухирців S від їхнього діаметра й кількості, що доводяться на 0,1м 3. Таблиця Діаметр, м×10-2 Кількість пухирців Поверхня пухирців,м 2 0,2 238095 0,3 70821 0,6 8860 1,0 1914 1,4 697 1,8 328 3,0 71 4,0 30 5,0 15 6,0 9 2,3 2,0 1,1 0,6 0,43 0,333 0,2 0,15 0,12 0,1 З таблиці видно, що при зниженнірозміру газового пухирця з 0,06 до 0,002м і незмінних гідродинамічних параметрів, кількість пухирців зростає більше 27000 разів, а поверхня переносу порошків в 23 рази. З теорії масообмінних процесів відомо, що найбільше сприятливо гідродинамічні й масообмінні процеси протікають при наступних умовах: - при збільшенні часу підйому пузирів збільшується час для масопереносу порошків з газу в розплав. Установлено, що при продувці через трубку швидкість підйому пузирів становить 0,24 - 0,8м/с, а при продувці через щілинні секції, установлені в днищі ковша, - 0,12¸0,14м/с; - зменшення дисперсності й збільшення кількості пухирців на одиницю об'єму газу, що продуває, різко збільшує площу контакту (взаємодії) на межі розділу фаз газ - розплав (див. табл.). Одним з головних вимог до способів вводу ультрадисперсних порошків, є створення умов для проходження газопорошкового потоку через метал у вигляді можливо більш дрібних пузирів і забезпечення стабільної інтенсивності продувки в часі. Отже, для зниження швидкості виходу газу з капілярів і одержання дрібнопузирькового режиму 5 35506 продувки необхідно максимально збільшити кількість пор (капілярів) з такою відстанню між ними, що гарантованно запобігає злиттю пухирців газопорошкового потоку на виході, тобто площа продувного пристрою. Проходження газопорошкового потоку в області спадних об'ємів рідкої ванни знижує його швидкість підйому на величину швидкості руху спадних потоків рідкої ванни. Ця обставина дозволяє збільшити час знаходження пухирців з ультрадисперсним порошком, а отже, і час для масообмінних процесів, власне повноту процесу переходу ультрадисперсного порошку в розплав. Приклад конкретного виконання. Для подачі ультрадисперсного порошку використовується строчечно-щілинна секція. Транспортування й подача порошку здійснюється за допомогою газу, що, проходячи через ємність із ультрадисперсним порошком у режимі «киплячого шару», захоплює часточки ультрадисперсного порошку, швидкість осадження яких менше швидкості руху газового потоку. Газ-носій ультрадисперсного порошку, який пройшов по транспортній магістралі, попадає в колекторний піддон, на якому встановлена рядково – капілярна секція. Далі газ-носій ультрадисперсного порошку рівномірно розподіляється в колекторній порожнині, проходить крізь щілинні капіляри, при цьому утворяться шлейфи у вигляді дрібних, що не зливаються між собою газових пухирців, які містять ультрадисперсний порошок. Діаметрально від місця вводу газопорошкового шлейфу, установлений продувний блок, що складається зі рядкових секцій, капіляри яких виконані у вигляді щілин. Продувку газопорошковою сумішшю здійснюють одночасно з основною продувкою через продувний блок. При цьому, завдяки Комп’ютерна в ерстка І.Скворцов а 6 тому, що продувний блок за розмірами і продуктивності більше, потоки, що сходять і утворюються при продувці, придушують висхідні газопорошкові потоки. Завдяки такій технології, швидкість висхідних газопорошкових потоків, може регулюватися в широких межах, аж до витання пухирців на одному рівні. Крім того, промислові випробування продувних блоків, які складаються зі рядково-щілинних секцій, показали, що продувка розплаву в дрібнопузирковому шлейфовому режимі приводить до об'ємного ефекту, що перемішує. Відбувається рівномірний розподіл газопорошкових пухирців, отже, і засвоєних в об'ємі розплаву ультрадисперсних порошків. Після вводу заданої кількості порошків, продувку продовжують здійснювати тільки через основний продувний блок відповідно до технологічних параметрів. Таким чином, запропонований спосіб обробки металевого розплаву ультрадисперсними порошками дозволяє повністю вирішити поставлену задачу, а саме, підвищення прогностичності й ефективності вводу ультрадисперсних порошків, ступеня засвоєння й рівномірний їхній розподіл в об'ємі розплаву. Література 1. Пат. 648120 СРСР, МКІ 2 С21С7/00. Способ обработки жидкой стали и установка для его осуществления /В. Клапдар, Г. Рихтер, Г.-В. Ролмерсвинкель и др.(ФРГ); 2123727/22-02; Заявлено 16.04.75; Опубл. 15.02.79;Бюл.№6. 2. А.с. 632734 СРСР, MKI 5 С21С7/00. Устройство для продувки жидкой стали инертными газами /Н.Т. Никокошев, А.И. Кузнецов, Ю.Т. Саватеев и др.; 2444817/22-02; Заявлено 21.01.77; Опубл. 15.11.78. Бюл.№42. 3. В.А. Кудрин. Теория и технология производства стали.-М.: ACT, Мир, 2003.-С.306. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of metal melt by superdispersed powders
Автори англійськоюVoloshyn Viacheslav Stepanovych, Firstov Serhii Oleksiiovych, Kovura Oleksandr Borysovych, Trotsan Anatolii Ivanovych, Zhyvchenko Volodymyr Semenovych, Kreidenko Fira Semenivna, Brodetskyi Ihor Leonidovych, Bielov Borys Fedorovych, Aleksandrov Valerii Dmytrovych, Isaiev Oleh Borysovych
Назва патенту російськоюСпособ обработки металлического расплава ультрадисперсными порошками
Автори російськоюВолошин Вячеслав Степанович, Фирстов Сергей Алексеевич, Ковура Александр Борисович, Троцан Анатолий Иванович, Живченко Владимир Семенович, Крейденко Фира Семеновна, Бродецкий Игорь Леонидович, Белов Борис Федорович, Александров Валерий Дмитриевич, Исаев Олег Борисович
МПК / Мітки
МПК: C21C 7/00
Мітки: розплаву, спосіб, обробки, порошками, ультрадисперсними, металевого
Код посилання
<a href="https://ua.patents.su/3-35506-sposib-obrobki-metalevogo-rozplavu-ultradispersnimi-poroshkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металевого розплаву ультрадисперсними порошками</a>
Спосіб термічної обробки металевого розплаву
Номер патенту: 82164
Опубліковано: 11.03.2008
Автори: Гріженко Ігор Миколайович, Мошкін Олександр Миколайович, Секачов Олександр Олегович, Скребцов Олександр Михайлович, Іванов Григорій Олександрович, Кузьмін Юрій Дмитрович
МПК: B22D 27/20, C21D 1/78, B22D 1/00, B22D 27/04
Мітки: розплаву, термічної, металевого, спосіб, обробки
Формула / Реферат:
1. Спосіб термічної обробки рідкого металевого розплаву, що включає нагрівання розплаву в печі і випуск його частинами у ківш із співвідношенням температур, що забезпечує температуру після змішування у ковші, рівну температурі заливання розплаву у форму, який відрізняється тим, що в донну частину ковша випускають частину більш гарячого розплаву і зменшують швидкість його охолодження чи додатково підігрівають, а частину розплаву, що залишають...
Спосіб обробки розплаву металу
Номер патенту: 11658
Опубліковано: 16.01.2006
Автори: Мяльниця Георгій Филипович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович, Волков Геннадій Васильович, Гумененко Микола Климович, Крещенко Віктор Анатолійович, Федченко Наталя Анатоліївна, Чмир Анатолій Іванович, Брагін Михайло Олексійович
МПК: B22D 27/08
Мітки: спосіб, обробки, металу, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та продувку розплаву інертним газом, який відрізняється тим, що обробку розплаву виконують послідовно, спочатку шляхом продувки розплаву інертним газом, а потім шляхом електрогідроімпульсної дії.
Спосіб позапічної обробки металевого розплаву на основі заліза
Номер патенту: 41073
Опубліковано: 15.08.2001
Автори: Цибулевський Олександр Еріковіч, Живченко Володимир Семенович, Олійник Юрій Володимирович, Олійник Юрій Іванович
МПК: C21C 7/00
Мітки: обробки, спосіб, позапічної, металевого, основі, розплаву, заліза
Формула / Реферат:
Спосіб позапічної обробки металевого розплаву на основі заліза, який включає подачу в ківш твердої шлакоутворюючої суміші, що містить вуглецевмісний матеріал і розріджувач, злив конвертерного шлаку і подачу металевого розплаву в ківш, який відрізняється тим, що як розріджувач використовують кам'яновугільну породу в кількості, вибраній із співвідношення кам'яновугільної породи та вуглецевмісного матеріалу, рівній 0,83 - 0,60, а подачу в ківш...
Спосіб обробки розплаву металу
Номер патенту: 8838
Опубліковано: 15.08.2005
Автори: Волков Геннадій Васильович, Гумененко Микола Климович, Федченко Наталя Анатоліївна, Грабовий Валерій Михайлович, Чмир Анатолій Іванович, Мяльниця Георгій Филипович, Брагін Михайло Олексійович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: спосіб, обробки, металу, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає обробку розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та подачу у розплав інертного газу, який відрізняється тим, що продувку розплаву інертним газом починають після закінчення електрогідроімпульсної дії.
Шлакоутворююча суміш для обробки металевого розплаву

Номер патенту: 45580
Опубліковано: 15.04.2002
Автори: Олійник Юрій Володимирович, Живченко Володимир Семенович, Цибулевський Олександр Еріковіч, Олійник Юрій Іванович
МПК: C21C 7/076, C22B 9/10
Мітки: розплаву, обробки, суміш, металевого, шлакоутворююча
Формула / Реферат:
1. Шлакоутворююча суміш для обробки металевого розплаву, що містить конверторний шлак і легкоплавку складову, яка відрізняється тим, що суміш додатково містить вуглецевий розкиснювач, а як легкоплавка складова використана кам'яновугільна порода при наступному співвідношенні компонентів, мас. %: Вуглецевий розкиснювач 5,0-10,0 Кам'яновугільна порода 15,0-25,0 ...
Попередній патент: Спосіб позапічної обробки при одержанні безперервнолитої сталі
Наступний патент: Рятувальна споруда залевського
Випадковий патент: Спосіб одержання інкапсульованих нанопорошків і установка для його здійснення