Спосіб термічної обробки металевого розплаву
Номер патенту: 82164
Опубліковано: 11.03.2008
Автори: Кузьмін Юрій Дмитрович, Мошкін Олександр Миколайович, Гріженко Ігор Миколайович, Скребцов Олександр Михайлович, Іванов Григорій Олександрович, Секачов Олександр Олегович
Формула / Реферат
1. Спосіб термічної обробки рідкого металевого розплаву, що включає нагрівання розплаву в печі і випуск його частинами у ківш із співвідношенням температур, що забезпечує температуру після змішування у ковші, рівну температурі заливання розплаву у форму, який відрізняється тим, що в донну частину ковша випускають частину більш гарячого розплаву і зменшують швидкість його охолодження чи додатково підігрівають, а частину розплаву, що залишають в печі, тим часом прохолоджують і випускають у ківш на більш гарячий розплав.
2. Спосіб за п. 1, який відрізняється тим, що температуру нагрівання розплаву в печі встановлюють рівною 1,1 – 1,3 температури невпорядкованості кластерів, К.
3. Спосіб за п. 1, який відрізняється тим, що випуск частини більш гарячого розплаву в ківш здійснюють у кількості 40 – 60 % від його загальної маси.
4. Спосіб за п. 1, який відрізняється тим, що зменшення швидкості охолодження розплаву в ковші чи його додаткове нагрівання здійснюють до 1,05 – 1,10 температури невпорядкованості кластерів, К.
5. Спосіб за п. 1, який відрізняється тим, що прохолодження частини розплаву в печі здійснюють до 0,80 – 0,95 температури невпорядкованості кластерів, К.
6. Спосіб за будь-яким з пп. 1 або 4, або 5, який відрізняється тим, що співвідношення температур між частинами розплаву, що випускають в ківш, встановлюють у межах, що забезпечують температуру змішування на 50 – 70 ºС більше температури ліквідусу розплаву.
Текст
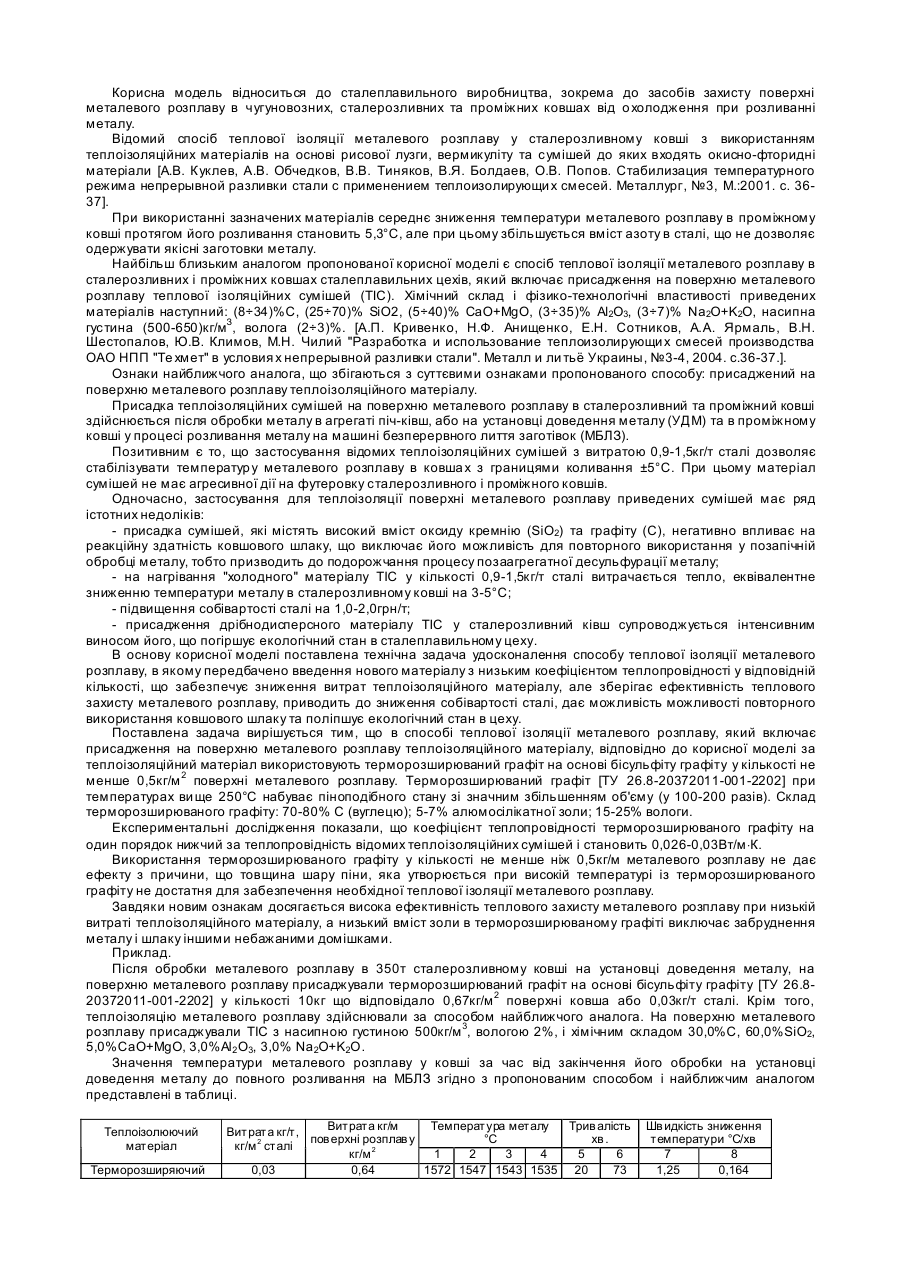
1. Спосіб термічної обробки рідкого металевого розплаву, що включає нагрівання розплаву в печі і випуск його частинами у ківш із співвідношенням температур, що забезпечує температуру після змішування у ковші, рівну температурі заливання розплаву у форму, який відрізняє ться тим, що в донну частину ковша випускають частину більш гарячого розплаву і зменшують швидкість його охолодження чи C2 2 82164 1 3 82164 нагрітого нижче температури Тр, кластери можуть перетворитися в зародки кристалізації [4, - с.341, мал.9.1] («гени» кристалізації по образному вираженню автора роботи [5]). При цьому кластери мають будівлю подібну до металу вихідної ши хти і стають переносниками властивостей від матеріалу шихти до кінцевого металопродукції. Термічна обробка розплавів виробляється з метою усунення впливу не завжди сприятливих властивостей ви хідної шихти на якість металу. Крім цього задача такої обробки складається в підвищенні його експлуатаційних властивостей. Відомий спосіб програмованої термочасової обробки розплаву (ПТЧО) (наприклад, [1 -с. 171 181; с. 188 - 191]). Розглянемо його на прикладі стали 80Х20НС, виплавленої в електродуговий 10 т печі [1, - с. 188 - 191],- перший випадок, і в індукційної 1-т печі [1, - с 177 - 181],- другий випадок. В обох прикладах, при серійній технології плавки, розплав нагрівають у печі до (1680°С, вводять у розплав звичайні технологічні добавки і випускають у ківш для розливання по формах. У дослідних варіантах метал нагрівають у печі до більш високої температури - 1700 - 1720°С, витримують при цій температурі 5 -30 хвилин, а потім прохолоджують перед випуском із плавильного агрегату. У першому випадку дослідної технології розплав охолоджують у печі в прийнятому технологічному режимі (різні добавки в ванну чи шлак) зі швидкістю 2,88град./мін. В другому випадку дослідної технології розплав охолоджують зі швидкістю 17град./мін. шляхом короткочасного занурення в нього масивних металевих штанг. В усі х випадках плавки (за серійною технологією і дослідної з підвищеним перегрівом розплаву) зразки твердого металу випробували при різних температурах від 900 до 1200°С. Автори зробили висновок, що «зменшення фізико-хімічної неоднорідності литого металу з ПТЧО і поліпшення його пластичних властивостей дозволило істотно підвищити технологічну пластичність стали при куванні і прокатці і поліпшити якість мікроструктури деформованого металу» [1 – с. 191]. Особливо треба звернути увагу на те, що при охолодженні металу зі швидкістю 2,88 град./мін. міцність металу на розрив змінювалася в межах 150 ¸ 50МПа [1 мал.71], а при швидкості 17град./мін. вона істотно збільшилася до меж 200 ¸ 80МПа [1 - мал.69]. Отже, збільшення швидкості охолодження перегрітого розплаву в печі з 2,88 до 17град./мін. приводить до підвищення його механічних властивостей приблизно в 1,5 рази. Недолік відомого способу ПТЧО, полягає в тім, що важко без утрат металу і зменшення продуктивності плавильного агрегату збільшити швидкість його охолодження в печі. Так, наприклад, в електропечі (найчастіше ці печі виготовляють з поворотним зводом) чи в індукційній печі занурення металевих штанг у розплав приводить до його наморожуванню на штангах, тобто до зниження виходу придатного металу. Якщо збільшити час занурення штанг у розплав, то наморожений шар розчиниться. Однак 4 цей захід приведе до зменшення продуктивності плавильного агрегату. Найбільш близьким технічним рішенням є спосіб, запропонований А. Г. Спаським [6]. У цьому способі частина металевого розплаву з плавильної печі (маса печі не зазначена в статті[6]) випускають у ківш і о холоджують. Потім на охолоджений розплав з печі заливають гарячий розплав. Співвідношення між холодною і гарячою частинами розплаву вибирається таким, щоб при змішанні була «досягнута температура, установлена для заливання сплаву у форми». Цей спосіб автори роботи [6] прийняли « для практики фасонного лиття ». Однак необхідно відзначити наступне. З практики металургії й інших природничих наук відомо, що якщо в рідині температура внизу її об'єму більше, ніж у верхній частині, то виникає конвекція розплаву, що приводить до стаціонарного перерозподілу температури,- угорі більш гарячий розплав, а внизу більш холодний[7, - с.8 - 12]. Те ж саме явище описане в іншому літературному джерелі [8, - с.217] так: « коли нагріте тіло віддає тепло в замкнутому об'ємі, нагріта рідина піднімається нагору, що приводить до стратифікації середовища: більш гаряча і, отже, більш легка рідина розташовується над холодною, тобто більш важкою рідиною. Якщо відключити підведення тепла, течія припиниться, а в середовищі буде існувати градієнт температури при розташуванні легкої рідини над більш важкою». У способі А. Г. Спаського [6] з печі «частину розплаву виливають у ківш і прохолоджують». Після цього роблять «доливання ковша сплавом, що залишився в печі» (тобто більш гарячим). При такому несприятливому для змішування гарячої i холодної частин розплаву режимі воно може цілком не відбутися. Тому ефект поліпшення якості обробленого розплаву може бути не досягнуто. Позитивні результати способу А. Г. Спаського [6], що були отримані в деяких випадках, можна пояснити малими масами оброблюваного розплаву, при яких могло відбутися повне змішання гарячої і холодної частин розплаву навіть при несприятливому розташуванні їх др уг стосовно друга. Так, наприклад, у кольоровій металургії, для якої був запропонований спосіб А. Г. Спаського [6], використовують ковші малої ємності 80кг - 5 т [9, -с. 392 - 395]. Розливання стали в ливарному виробництві виробляються з ковшів ємністю 0,5 - 90 т [10 - с. 179 - 180], а в чорній металургії з ковшів 90 - 480 т [11, - с. 113]. В основу винаходу поставлена задача удосконалити спосіб термічної обробки металевого розплаву, у якому за рахунок зміни послідовності операцій досягається прискорення і збільшення швидкості охолодження розплаву в ковшах будь-якої ємності, що дозволить поліпшити властивості затверділого металу. Для рішення поставленої задачі в способі термічної обробки рідкого металевого розплаву, що містить нагрівання металу в печі і випуск його в ківш частинами зі зміною співвідношень температур, що забезпечують температуру 5 82164 змішування рівну температурі заливання сплаву у форми, відповідно до винаходу, у донну частину ковша випускають частину гарячого металу і зменшують швидкість його охолодження чи додатково підігрівають, щоб потім залишилася в печі частина металу яку прохолоджують і випускають на гарячий метал у ківш. Причому температуру нагрівання стали в печі встановлюють рівної 1,1-1,3 температури разупорядження кластерів, кельвін. При цьому випуск гарячого металу в ківш здійснюють у кількості 40 - 60% від його загальної маси. А також зменшення швидкості охолодження металу в ковші і додатковому нагріванні його здійснюють до 1,05 - 1,10 температури разупорядження кластерів, кельвін, а охолодження іншої частини металу в печі до 0,80 0,95 температури разупорядження кластерів. Крім того, співвідношення температур між частинами металу, що випускається в ківш, встановлюють у межах, що забезпечують температуру змішування на 50 - 70% більше температури ліквідує металу. При запропонованій послідовності дій виникає природна конвекція рідини, більш нагрітий розплав піднімається знизу нагору, а більш холодний опускається зверху вниз. У результаті холодна частина металу швидко, протягом декількох хвилин [7, - с 10 - 11], остудить гарячу, метал досягне необхідної температури заливання у форму, а після його затвердіння якість металовиробів покращиться в порівнянні зі звичайною технологією виплавки і розливання. Для того, щоб виконати поставлену задачу необхідно: а)зменшити швидкість охолодження першої частини розплаву, випущеної в ківш із печі чи навіть при необхідності її підігріти і б)збільшити швидкість охолодження частини розплаву, що залишилася, у печі перед випуском її в ківш. У результаті цих операцій, наприкінці випуску розплаву з печі в ківш, більш гарячий розплав розташується в нижній частині об'єму ковша, а більш холодний - у верхній частині. Для зменшення швидкості охолодження першої частини розплаву в ковші розігрівають його футеровку відомими способами до високих температур, наприклад, для сталі до 800°С в роботі [11, - с.334] чи іноді навіть 1350°С [13]. Додатковий розігрів металу в ковші, при необхідності, може бути зроблений і іншими доступними засобами [14, - с. 118] (для сталі це добавка 1кг алюмінію на 1 т сталі забезпечує підігрів на 23 - 25°С, продувка розплаву киснем і т.п.). Для захолодження розплаву, що випускається у верхню частин у ковша з плавильної печі, у піч уводять деформовану ши хту в кількості 1 - 5% від маси рідкого металу. Використання деформованої шихти (прокат, кування) переслідує дві мети: а)остудити розплав і б)викликати позитивну спадковість у затверділому металі, тобто поліпшити його якість [15]. Розрахунки показали, що ступінь охолодження металевого розплаву в печі при однаковому відсотку добавки 6 охолоджувача залежить від теплових характеристик металу. Так, наприклад, для заліза, міді, алюмінію і цинку, з температурою ліквідує відповідно 1535°С, 1083°С, 660°С і 419°С, один відсотокмаси твердого дрібнозернистого охолоджувача з того ж металу сприяє охолодженню ванни відповідно на 14,4 град., 12,5 град., 8,4 град, і 5,4 град. С Ці цифри отримані при використанні теплофізичних параметрів металів (теплота плавлення, теплоємність твердого і рідкого металу з роботи [16, -с. 307 - 308]). Приведені цифри можна вважати в практиці проведення обговорюваного процесу як орієнтовані; вони можуть бути уточнені відповідно до конкретних характеристик сплавів. При здійсненні пропонованого способу термічну обробку рідкого металу проводять у такий спосіб: а) Досягають вихідного стану рідкого металу в печі шляхом нагрівання його до температури (1,1 1,3)ТР (Т р - температура разупорядження кластерів розплаву, К) і витримують при цій температурі 5 30хв.; при такому режимі нагрівання в розплаві всі кластери руйнуються і він стає цілком мікрооднорідним [1, - с. 28, 29]; б) Випускають із плавильної печі частина металевого розплаву, - 40 -60% загальної маси,- у розігрітий ківш до температури 600 - 1300°С. Модельні експерименти на парафиностеаринової суміші показали, що найкращий теплообмін і взаємна зміщуваність двох об'ємів рідини з різними властивостями настає в тому випадку, коли співвідношення їхніх мас приблизно дорівнює 50% : 50%. Якщо об'єм однієї з частин металу, що змішують, менше 40% чи більш 60%, то помітно погіршується масообмін у рідині. в) Перегрівають розплав у ковші різними способами до температури (1,05¸1,10)Tp (плазмові і газові пальники, вугілля, присадки екзотермічних матеріалів, наприклад, для сталі присадки алюмінію і т.п.). г) Прохолоджують розплав, що залишився, у печі добавками твердої дрібнокристалічної деформованої шихти ( прокат, [5] к ування ) у кількості 1 - 5% від маси плавки з метою охолодження її до температури 0,80¸0,95 температури разупорядження кластерів розплаву Тр, К. Потім охолоджений розплав з печі заливають на більш гарячий розплав у ковші. Обсяги і температури гарячої і холодної частин розплаву підбираються таким чином, щоб після їхнього зсуву в ковші була досягнута оптимальна температура заливання розплаву в ливарні форми, тобто на 50 - 70°С більше температури ліквідує металу [17, - с.289]. Якщо температура розплаву більше температури ліквідує сплаву на 30 - 50°С, то метал може цілком не розлитися по формах; ефект поліпшення якості затверділого металу не досягається. Якщо температура розплаву перед заливанням його у форми на 70 і більш градусів перевищує його ліквідує, то ефект винаходу також не досягається, структура твердого металу стає гр убозернистою і знижується його механічні властивості. Приклад 7 82164 Різні варіанти способів здійснюють у 25 - т дуговій сталеплавильній печі на Маріупольському заводі важкого машинобудування. Марка сталі 20ГЛ по ОСТ 32.183 - 2001; її склад по стандарту мас. %: 0,17-0,25°С; 0,30-0,50 Si; 1,10-1,40 Мn; S£ 0,040; Р£ 0,040; Cr£ 0,3; Ni£ 0,3; Cu£ 0,6. Ме ханічні властивості: межа міцності на руйнування sу не менш 490 МРа, відносне подовження δ не менш 20%. Температура ліквідує стали 1528°С=1773К. За заводською технологією звичайна температура заливання стали 1590±10°С (1863±10К). По кривої роботи [3]відносна температура кластерів розплаву Тр/Тл=1,08. Отже нагрівши в печі до кінця плавки повинний бути 1915К=1642°С. Першу частину розплаву з печі випускають у ківш, футеровка якого була розігріта газовими пальниками. Підігрів першої частини розплаву в нижній частині ковша, при необхідності, здійснюють добавками чушкового алюмінію. Охолодження другої частини розплаву в печі роблять твердими добавками обрізі, прокату (рейки, балки і т.п.). При проведенні способу враховували наступні цифри: при введенні алюмінію в метал у кількості 1кг/т температура розплаву підніметься на 24°; добавка у ванну розплаву 1мас. % холодильника прохолоджує її на 15°. Отримані результати приведені в таблиці. Стовпці 4-7 відносяться до першої частини розплаву, випущеної в ківш; стовпці 8-10 відносяться до другої частини розплаву, оброблюваної холодильниками в печі перед випуском її в ківш. Як видно з таблиці, у варіантах 1-4 температура металу в печі після введення холодильників (стовпець 10) помітно менше температури металу в нижній частині ковша (стовпець 7).Після змішання обох частин розплаву в ковші в ньому досягається оптимальна температура заливання розплаву у форму (стовпець 11). При такому режимі обробки розплаву механічні властивості металу найвищі (стовпці 12 і 13). У варіантах 5 і 6 після змішання обох частин розплаву, випущеного раніше в ківш і залишився в печі й охолодженого добавками, його температура виявилася не в межах оптимальної температури заливання розплаву у форму і механічні властивості металу виявилися заниженими. Порозумівається це відхилення від заявленого співвідношення 0,4¸0,6 розплаву, що випускається, у ківш і залишається в печі. Список літератури 8 1. Жидкая сталь / Баум Б.А., Хасин Г.А., Тягунов Г.В. и др. М.: Металлургия, 1984.-208с. 2. Скребцов A.M. Новые способы определения характеристик разупорядочения кластеров металлического расплава.- Известие ВУЗов. Черная металлургия.- 2003.-№9.-с.3-6. 3. Скребцов A.M. Разные представления авторов об разупорядочении кластеров металлического расплава.- Процессы литья.2005.-№3.-с.3-10. 4.Флеминс М. Процессы затвердевания. М.:Мир,- 1977.- 423с. 5. Никитин В.И. Наследственность и технологии генной инженерии в литых сплавах. Литейное производство.- 2002.-№10.-с.9-10. 6. Спасский А.Г., Фомин Б.А., Олейников СИ. Температурная обработка жидких металлов и влияние ее на механические свойства отливок.Литейное производство.- 1959.-№10.-с.35-37. 7. Скребцов A.M. Конвекция и кристаллизация металлического расплава в слитках и отливках. М.: Металлургия,-1993.-142с. 8. Джалурия И. Естественная конвекция. Тепло и массообмен. М.:Мир, 1983.-400с. 9. Аксенов П.Н. Оборудование литейных цехов. М.: Ма шиностроение, 1977.- 510с. 10. Василевский П.Ф. Технология стального литья. М.: Машиностроение, 1974.-408С. 11. Справочник по разливке черных металлов/ Власов Н.Н., Король В.В, Радя B.C. Μ.: Металлургия, 1981.-240с. 12. Качество слитка спокойной стали / Колосов М.И., Строганов А.И., Смирнов Ю.Д., Охримович Б.П. М.: Металлургия, 1973.-408с. 13. Муравинский А.С. Применение промежуточного ковша для разливки малобессемеровской стали.Литейное производство.-1954.-№7.-с.27-28. 14. Процессы непрерывной разливки / Смирнов А.Н., Пилюшенко В.Л., Минаев А.А., Момот СВ., Белобров Ю.Н. Донецк :ДонНТУ, 2002.-536с. 15. Никитин В.И. Управление наследственностью структуры ши хты и расплавов - важнейший раздел повышения качества отливок.- Литейное производство.- 1988.-№9.-с.56. 16. Баландин Г.Ф. Основы теории формирования отливки. Часть 1. М.: Машиностроение.- 1976.-328с. 17. Иванов В.Н. Словарь - справочник по литейному производству. М.: Машиностроение.1990.-384с.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of metal melt
Автори англійськоюSkrebtsov Oleksandr Mykhailovych, Sekachov Oleksandr Olehovych, Ivanov Hryhorii Oleksandrovych, Kuzmin Yurii Dmytrovych, Hrizhenko Ihor Mykolaiovych, Moshkin Oleksandr Mykolaiovych
Назва патенту російськоюСпособ термической обработки металлического расплава
Автори російськоюСкребцов Александр Михайлович, Секачов Александр Олегович, Иванов Григорий Александрович, Кузьмин Юрий Дмитриевич, Гриженко Игорь Николаевич, Мошкин Александр Николаевич
МПК / Мітки
МПК: B22D 1/00, C21D 1/78, B22D 27/04, B22D 27/20
Мітки: обробки, розплаву, термічної, металевого, спосіб
Код посилання
<a href="https://ua.patents.su/4-82164-sposib-termichno-obrobki-metalevogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки металевого розплаву</a>
Спосіб позапічної обробки металевого розплаву на основі заліза
Номер патенту: 41073
Опубліковано: 15.08.2001
Автори: Цибулевський Олександр Еріковіч, Живченко Володимир Семенович, Олійник Юрій Іванович, Олійник Юрій Володимирович
МПК: C21C 7/00
Мітки: металевого, позапічної, основі, обробки, заліза, розплаву, спосіб
Формула / Реферат:
Спосіб позапічної обробки металевого розплаву на основі заліза, який включає подачу в ківш твердої шлакоутворюючої суміші, що містить вуглецевмісний матеріал і розріджувач, злив конвертерного шлаку і подачу металевого розплаву в ківш, який відрізняється тим, що як розріджувач використовують кам'яновугільну породу в кількості, вибраній із співвідношення кам'яновугільної породи та вуглецевмісного матеріалу, рівній 0,83 - 0,60, а подачу в ківш...
Спосіб теплової ізоляції металевого розплаву в ковші
Номер патенту: 23075
Опубліковано: 10.05.2007
Автори: Ярошенко Олександр Павлович, Троянський Олександр Анатолійович, Рябцев Анатолій Данилович, Носоченко Олег Васильович, Ковура Олександр Борисович, Белий Олексій Петрович, Мінаєв Олександр Анатолійович, Димніч Анатолій Харитонович, Костиря Ігор Миколайович
МПК: B22D 1/00
Мітки: теплової, металевого, ізоляції, спосіб, розплаву, ковші
Формула / Реферат:
Спосіб теплової ізоляції металевого розплаву в ковші, який включає присадження на поверхню металевого розплаву теплоізоляційного матеріалу, який відрізняється тим, що як теплоізоляційний матеріал використовують терморозширюваний графіт на основі бісульфіту графіту у кількості не менше 0,5 кг/м2 поверхні металевого розплаву.
Шлакоутворююча суміш для обробки металевого розплаву

Номер патенту: 45580
Опубліковано: 15.04.2002
Автори: Цибулевський Олександр Еріковіч, Живченко Володимир Семенович, Олійник Юрій Іванович, Олійник Юрій Володимирович
МПК: C22B 9/10, C21C 7/076
Мітки: обробки, розплаву, металевого, суміш, шлакоутворююча
Формула / Реферат:
1. Шлакоутворююча суміш для обробки металевого розплаву, що містить конверторний шлак і легкоплавку складову, яка відрізняється тим, що суміш додатково містить вуглецевий розкиснювач, а як легкоплавка складова використана кам'яновугільна порода при наступному співвідношенні компонентів, мас. %: Вуглецевий розкиснювач 5,0-10,0 Кам'яновугільна порода 15,0-25,0 ...
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Гумененко Миколай Климович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Волков Геннадій Васильович
МПК: B22D 27/08
Мітки: обробки, розплаву, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб управління витратою металевого розплаву
Номер патенту: 67965
Опубліковано: 15.07.2004
Автори: Погорський Віктор Костянтинович, Горюк Максим Степанович, Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович, Богдан Кім Степанович
МПК: B22D 11/10
Мітки: витратою, управління, спосіб, розплаву, металевого
Формула / Реферат:
Спосіб управління витратою металевого розплаву із двокамерного магнітодинамічного промковша у кристалізатор машини неперервного лиття заготовок шляхом регулювання маси розплаву у випускній камері, який відрізняється тим, що в процесі лиття неперервно вимірюють фактично миттєве значення маси розплаву у промковші та підтримують її на заданому рівні, змінюючи величину і знак електромагнітної сили в каналі, що з'єднує впускну і випускну камери...
Попередній патент: Живильне середовище для виділення збудника туберкульозу та спосіб виділення збудника туберкульозу
Наступний патент: Високоміцний, стійкий до окиснення і зносостійкий сплав на основі титану-кремнію
Випадковий патент: Спосіб одержання вуглецевого адсорбенту із лігніно-целюлозної сировини