Спосіб позапічної обробки при одержанні безперервнолитої сталі
Номер патенту: 35505
Опубліковано: 25.09.2008
Автори: Бєлов Борис Федорович, Кислиця Вячеслав Володимирович, Бродецький Ігор Леонідович, Карлікова Яна Петрівна, Александров Валерій Дмитрович, Ісаєв Олег Борисович, Живченко Володимир Семенович, Троцан Анатолій Іванович, Крейденко Фіра Семенівна
Формула / Реферат
Спосіб позапічної обробки при одержанні безперервнолитої сталі, що включає обробку кальцієвмісним порошковим дротом, який відрізняється тим, що порошковий дріт, який додатково містить рідкісноземельні метали, уводять при розливанні в область стопора промковша машини безперервного лиття заготівок.
Текст
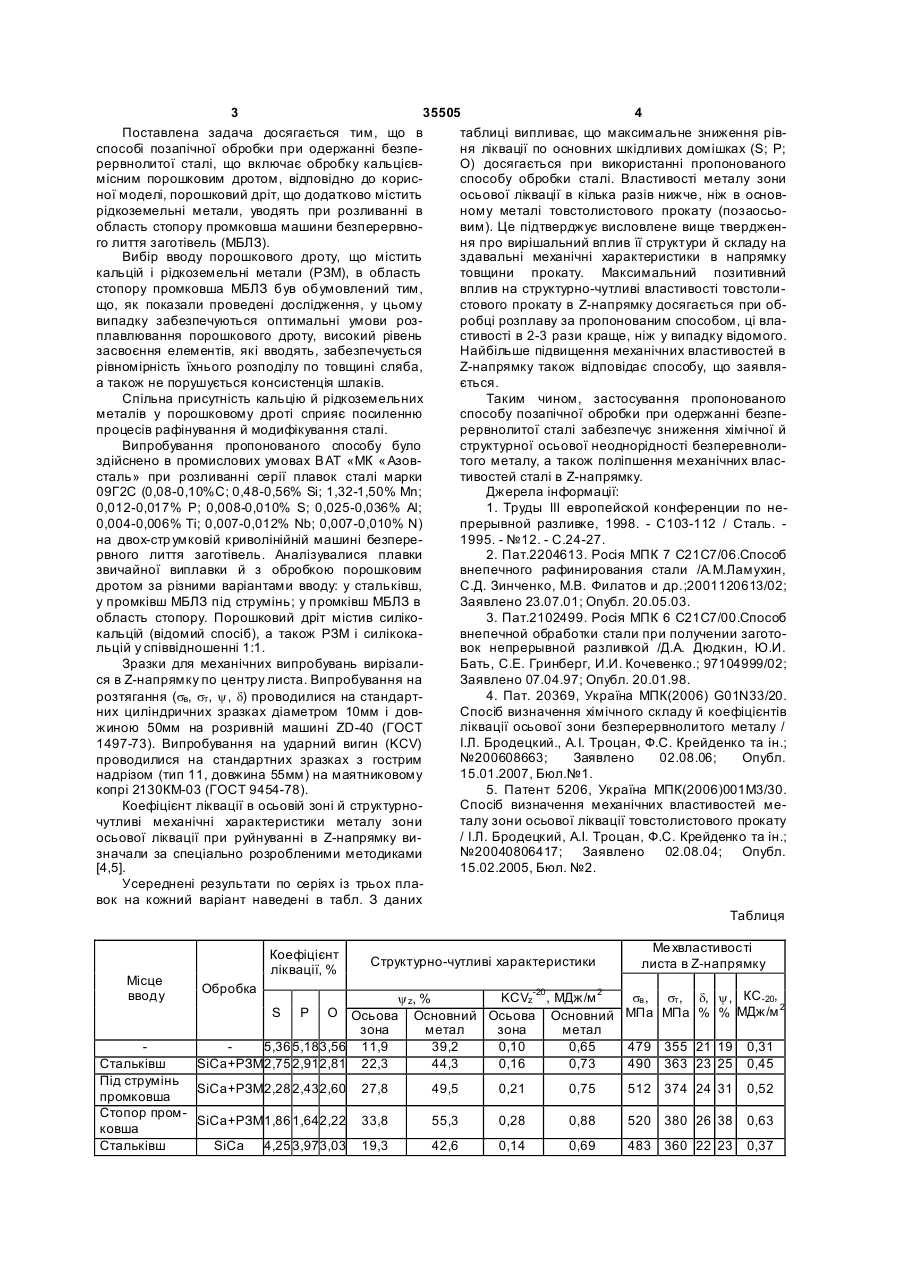
Спосіб позапічної обробки при одержанні безперервнолитої сталі, що включає обробку кальцієвмісним порошковим дротом, який відрізняється тим, що порошковий дріт, який додатково містить рідкісноземельні метали, уводять при розливанні в область стопора промковша машини безперервного лиття заготівок. (19) (21) u200804187 (22) 03.04.2008 (24) 25.09.2008 (46) 25.09.2008, Бюл.№ 18, 2008 р. (72) ТРОЦАН АН АТОЛІЙ ІВАНОВИЧ, U A, БРОДЕЦЬКИЙ ІГОР ЛЕОНІДОВИЧ, U A, БЄЛОВ БОРИС ФЕДОРОВИЧ, UA, КРЕЙДЕНКО ФІРА СЕМЕНІВНА, UA, АЛЕКС АНДРОВ ВАЛЕРІЙ ДМИТРОВИЧ, UA, ЖИВЧЕНКО ВОЛОДИ МИР СЕМЕНОВИЧ, U A, ІСАЄВ ОЛЕГ БОРИСОВИЧ, UA, КИСЛИЦЯ ВЯЧЕСЛАВ ВОЛОДИМИРОВИЧ, U A, КАРЛИКОВА ЯНА ПЕТРІВНА, UA 3 35505 4 Поставлена задача досягається тим, що в таблиці випливає, що максимальне зниження рівспособі позапічної обробки при одержанні безпеня ліквації по основних шкідливих домішках (S; P; рервнолитої сталі, що включає обробку кальцієвО) досягається при використанні пропонованого місним порошковим дротом, відповідно до корисспособу обробки сталі. Властивості металу зони ної моделі, порошковий дріт, що додатково містить осьової ліквації в кілька разів нижче, ніж в основрідкоземельні метали, уводять при розливанні в ному металі товстолистового прокату (позаосьообласть стопору промковша машини безперервновим). Це підтверджує висловлене вище твердженго лиття заготівель (МБЛЗ). ня про вирішальний вплив її структури й складу на Вибір вводу порошкового дроту, що містить здавальні механічні характеристики в напрямку кальцій і рідкоземельні метали (РЗМ), в область товщини прокату. Максимальний позитивний стопору промковша МБЛЗ був обумовлений тим, вплив на структурно-чутливі властивості товстолищо, як показали проведені дослідження, у цьому стового прокату в Z-напрямку досягається при обвипадку забезпечуються оптимальні умови розробці розплаву за пропонованим способом, ці влаплавлювання порошкового дроту, високий рівень стивості в 2-3 рази краще, ніж у випадку відомого. засвоєння елементів, які вводять, забезпечується Найбільше підвищення механічних властивостей в рівномірність їхнього розподілу по товщині сляба, Z-напрямку також відповідає способу, що заявляа також не порушується консистенція шлаків. ється. Спільна присутність кальцію й рідкоземельних Таким чином, застосування пропонованого металів у порошковому дроті сприяє посиленню способу позапічної обробки при одержанні безпепроцесів рафінування й модифікування сталі. рервнолитої сталі забезпечує зниження хімічної й Випробування пропонованого способу було структурної осьової неоднорідності безперевнолиздійснено в промислових умовах ВАТ «МК « Азовтого металу, а також поліпшення механічних влассталь» при розливанні серії плавок сталі марки тивостей сталі в Z-напрямку. 09Г2С (0,08-0,10%С; 0,48-0,56% Si; 1,32-1,50% Mn; Джерела інформації: 0,012-0,017% P; 0,008-0,010% S; 0,025-0,036% Al; 1. Труды III европейской конференции по не0,004-0,006% Ті; 0,007-0,012% Nb; 0,007-0,010% N) прерывной разливке, 1998. - С103-112 / Сталь. на двох-стр умковій криволінійній машині безпере1995. - №12. - С.24-27. рвного лиття заготівель. Аналізувалися плавки 2. Пат.2204613. Росія МПК 7 С21С7/06.Способ звичайної виплавки й з обробкою порошковим внепечного рафинирования стали /А.М.Ламухин, дротом за різними варіантами вводу: у стальківш, С.Д. Зинченко, М.В. Филатов и др.;2001120613/02; у промківш МБЛЗ під струмінь; у промківш МБЛЗ в Заявлено 23.07.01; Опубл. 20.05.03. область стопору. Порошковий дріт містив силіко3. Пат.2102499. Росія МПК 6 С21С7/00.Способ кальцій (відомий спосіб), а також РЗМ і силікокавнепечной обработки стали при получении заготольцій у співвідношенні 1:1. вок непрерывной разливкой /Д.А. Дюдкин, Ю.И. Зразки для механічних випробувань вирізалиБать, С.Е. Гринберг, И.И. Кочевенко.; 97104999/02; ся в Z-напрямку по центру листа. Випробування на Заявлено 07.04.97; Опубл. 20.01.98. 4. Пат. 20369, Україна МПК(2006) G01N33/20. розтягання (sв, sт, y, d) проводилися на стандартних циліндричних зразках діаметром 10мм і довСпосіб визначення хімічного складу й коефіцієнтів ліквації осьової зони безперервнолитого металу / жиною 50мм на розривній машині ZD-40 (ГОСТ І.Л. Бродецкий., A.I. Троцан, Ф.С. Крейденко та ін.; 1497-73). Випробування на ударний вигин (KCV) №200608663; Заявлено 02.08.06; Опубл. проводилися на стандартних зразках з гострим 15.01.2007, Бюл.№1. надрізом (тип 11, довжина 55мм) на маятниковому копрі 2130КМ-03 (ГОСТ 9454-78). 5. Патент 5206, Україна МПК(2006)001М3/30. Спосіб визначення механічних властивостей меКоефіцієнт ліквації в осьовій зоні й структурноталу зони осьової ліквації товстолистового прокату чутливі механічні характеристики металу зони / І.Л. Бродецкий, A.I. Троцан, Ф.С. Крейденко та ін.; осьової ліквації при руйнуванні в Z-напрямку ви№20040806417; Заявлено 02.08.04; Опубл. значали за спеціально розробленими методиками [4,5]. 15.02.2005, Бюл. №2. Усереднені результати по серіях із трьох плавок на кожний варіант наведені в табл. З даних Таблиця Місце вводу Коефіцієнт ліквації, % Структурно-чутливі характеристики Обробка Ме хвластивості листа в Z-напрямку KCVz-20 , МДж/м 2 sв , sт, d, y z, % S Р O Осьова Основний Осьова Основний МПа МПа % зона метал зона метал 5,36 5,183,56 11,9 39,2 0,10 0,65 479 355 21 SiCa+РЗМ2,75 2,912,81 22,3 44,3 0,16 0,73 490 363 23 Стальківш Під струмінь SiCa+РЗМ2,28 2,432,60 промковша Стопор промSiCa+РЗМ1,86 1,642,22 ковша Стальківш SiCa 4,25 3,973,03 y, КС-20, 2 % МДж/м 19 25 0,31 0,45 27,8 49,5 0,21 0,75 512 374 24 31 0,52 33,8 55,3 0,28 0,88 520 380 26 38 0,63 19,3 42,6 0,14 0,69 483 360 22 23 0,37 5 Комп’ютерна в ерстка В. Мацело 35505 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out-of-furnace treatment at obtaining of continuous-casted steel
Автори англійськоюTrotsan Anatolii Ivanovych, Brodetskyi Ihor Leonidovych, Bielov Borys Fedorovych, Kreidenko Fira Semenivna, Aleksandrov Valerii Dmytrovych, Zhyvchenko Volodymyr Semenovych, Isaiev Oleh Borysovych, Kyslytsia Viacheslav Volodymyrovych, Karlykova Yana Petrivna
Назва патенту російськоюСпособ внепечной обработки при получении непрерывнолитой стали
Автори російськоюТроцан Анатолий Иванович, Бродецкий Игорь Леонидович, Белов Борис Федорович, Крейденко Фира Семеновна, Александров Валерий Дмитриевич, Живченко Владимир Семенович, Исаев Олег Борисович, Кислица Вячеслав Владимирович, Карликова Яна Петровна
МПК / Мітки
МПК: C21C 7/00
Мітки: обробки, позапічної, безперервнолитої, спосіб, сталі, одержанні
Код посилання
<a href="https://ua.patents.su/3-35505-sposib-pozapichno-obrobki-pri-oderzhanni-bezperervnolito-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки при одержанні безперервнолитої сталі</a>
Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Дворядкін Борис Олександрович, Шевченко Тарас Григорович, Лук'янов Олександр Вікторович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович
МПК: C21C 7/064
Мітки: обробки, сталі, спосіб, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в...
Спосіб позапічної обробки сталі
Номер патенту: 35059
Опубліковано: 15.03.2001
Автори: Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Оніщук Віталій Прохорович, Кисіленко Володимир Васильович
МПК: C21C 7/00
Мітки: обробки, сталі, спосіб, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, який містить в собі введення в рідкий розплав порошкового дроту в сталевій оболонці із заповненням металічними алюмінієм та кальцієм, відрізняється тим, що для обробки використовують дріт, в якому відношення між вмістом кальцію в заповнювачі і вмістом самого заповнювача в дроті складає величину 0,8...1,2, а масову швидкість надходження кальцію в метал підтримують в межах 0,5...2,0г/тс.
Спосіб позапічної обробки киплячої сталі
Номер патенту: 44804
Опубліковано: 15.03.2002
Автори: Прядкін Олексій Григорович, Чичкарьов Євген Анатолійович, Овсянніков Олександр Матвійович, Волков Анатолій Іванович, Бондар Владислав Іванович, Лещенко Єгор Миколайович, Остроушко Анатолій Вікторович, Бойко Володимир Семенович
Мітки: позапічної, киплячої, сталі, спосіб, обробки
Формула / Реферат:
Спосіб позапічної обробки киплячої сталі, що включає введення феромарганцю під час випуску частки металу та окислювача в кількості, пропорційній вмісту силіцію в феромарганці, який відрізняється тим, що окислювач вводять двома порціями: першу - з початком введення феромарганцю під струмінь металу, а другу після закінчення введення феромарганцю за загальною масою, що визначається з виразу:
Спосіб позапічної обробки сталі
Номер патенту: 59038
Опубліковано: 15.08.2003
Автори: Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович, Шевченко Тарас Григорович, Лук'янов Олександр Вікторович
МПК: C21C 7/06
Мітки: обробки, сталі, спосіб, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування; перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку...
Спосіб позапічної обробки сталі газовою сумішшю
Номер патенту: 80358
Опубліковано: 10.09.2007
Автори: Кучеренко Олєг Леонідович, Камкіна Людмила Володимирівна, Яковлєв Юрій Миколайович, Сав'юк Олександр Миколайович, Голуб Ірина Валеріївна, Пройдак Юрій Сергійович, Деревянченко Ігор Віталійович
МПК: C21C 7/10, C21C 7/072, C21C 7/00
Мітки: сумішшю, газовою, обробки, сталі, позапічної, спосіб
Формула / Реферат:
Спосіб позапічної обробки сталі газовою сумішшю, що включає попередню продувку рідкої сталі газовою сумішшю при нормальному тиску і/або в процесі вакуумування з одночасною продувкою газами, який відрізняється тим, що продувку рідкого металу при позапічній обробці в умовах нормального тиску або в процесі вакуумування виконують газовою сумішшю, що складається з азоту й аргону в співвідношенні 1:3 - 1:2 один до одного.
Попередній патент: Спосіб фарбування бавовняних текстильних матеріалів прямими барвниками
Наступний патент: Спосіб обробки металевого розплаву ультрадисперсними порошками
Випадковий патент: Канал вимірювання радіальної швидкості літальних апаратів для лвс