Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 35857
Опубліковано: 10.10.2008
Автори: Балицький Олександр Іванович, Бережницька Марія Пилипівна
Формула / Реферат
Спосіб поверхневого зміцнення металевих виробів, який містить поверхневе пластичне деформування - віброобробкою, який відрізняється тим, що перед поверхневим пластичним деформуванням - віброобробкою - вводять процес наводнювання в інгібувальному кислотному середовищі.
Текст
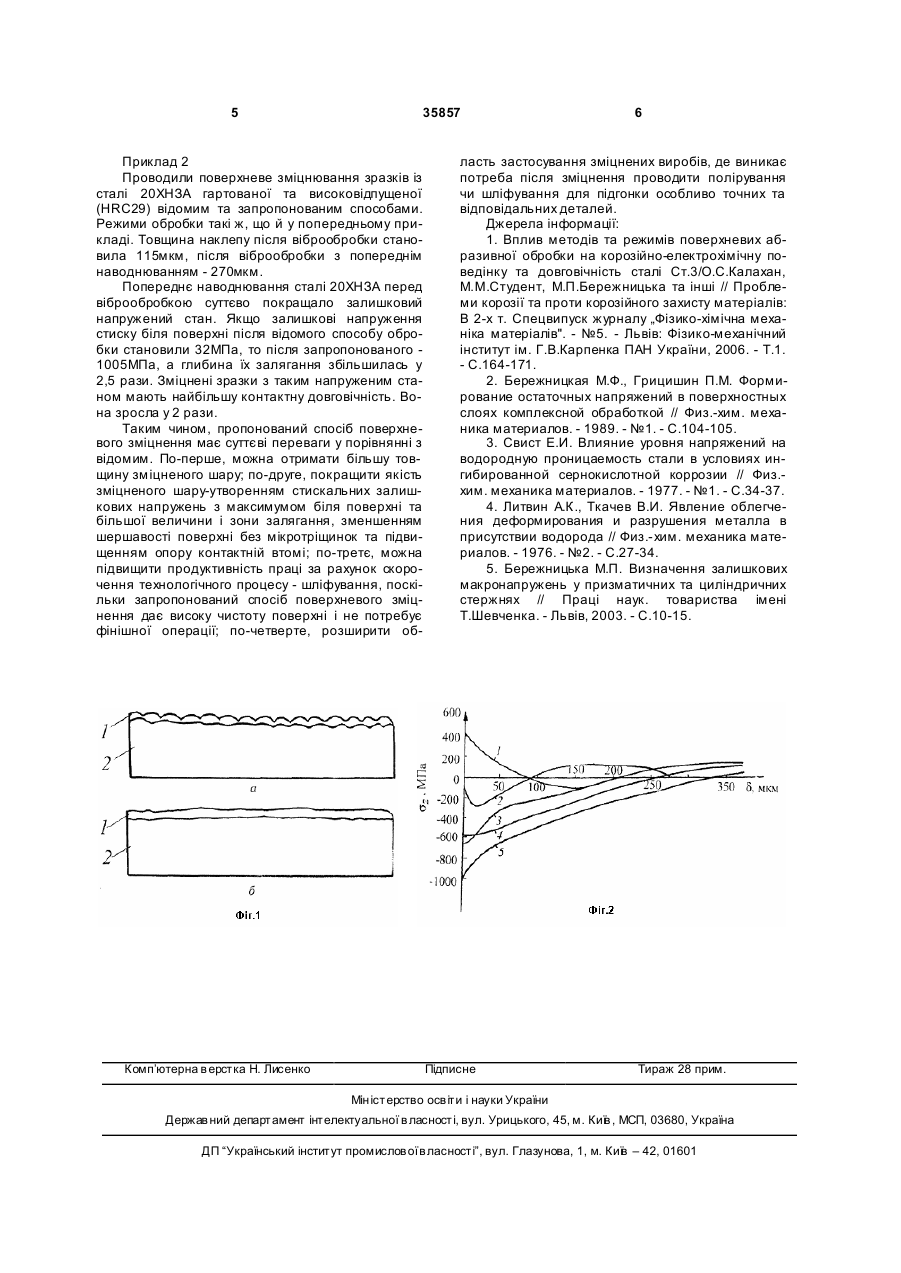
Спосіб поверхневого зміцнення металевих виробів, який містить поверхневе пластичне деформування - віброобробкою, який відрізняється тим, що перед поверхневим пластичним деформуванням - віброобробкою - вводять процес наводнювання в інгібувальному кислотному середовищі. (19) (21) u200804856 (22) 15.04.2008 (24) 10.10.2008 (46) 10.10.2008, Бюл.№ 19, 2008 р. (72) БЕРЕЖНИЦЬКА МАРІЯ ПИЛИПІВНА, U A, БАЛИЦЬКИЙ ОЛЕКСАНДР ІВАНОВИЧ, UA (73) ФІЗИКО-МЕХАНІЧНИЙ ІНСТИТУТ ІМ. Г.В. КАРПЕНКА НАН УКРАЇНИ, U A 3 35857 - віброобробкою, згідно корисної моделі перед поверхневим пластичним деформуванням - віброобробкою вводять процес наводнювання в інгібувальному кислотному середовищі. Суть корисної моделі полягає у покращенні якості поверхневих шарів металевих виробів шляхом попереднього наводнювання у інгібувальному кислотному середовищі і подальшого пластичного деформування поверхні - віброобробкою. Для цього деталі поміщають на 30 хв. у шести нормальний водний розчин сірчаної кислоти з додатком 1,5г/л інгібітора ХОСП-10 [3], а потім здійснюють віброобробку (способом-прототипом). Наводнювання поверхневого шару сприяє процесу пластичного деформування в результаті пониження поверхневої енергії за рахунок адсорбції водню [4]. Тому наводнений метал наклепується краще. При одних і тих же режимах віброобробки покращується якість поверхневого шару збільшується товщина наклепу до 200мкм і він є рівномірніший по довжині зразка з максимумом біля поверхні залишкових напружень стиску, а поверхня має відполірований вигляд (без мікротріщинок). Опір контактній втомі таких виробів підвищується 1,5-2 рази. Не дивлячись на відомість процесів - наводнювання у інгібувальному кислотному середовищі та віброобробки сталі, сумісне їх використання - прийом невідомий ні із аналога, ні із прототипу, дає додатній ефект, обумовлений підвищенням якості поверхневого шару деталі та роботоздатності деталей і згідно цього відповідає критерію „суттєві відмінності”. Корисна модель пояснюється Фіг.1, 2. На Фіг.1a - схема перерізу поверхневого шару виробу після відомого способу обробки. На Фіг.1б - схема перерізу поверхневого шару після пропонованого способу обробки. 1 - зміцнений шар; 2 - основний метал. На Фіг.2 приведені епюри залишкових макронапружень у поверхневих шарах зразків із сталей 40ХН (1,2,3), 40 (4) гартованих та низьковідпущених (HRC 49...51 і 48...50 відповідно) і 20ХНЗА (5) гартованої та високо-відпущеної (HRC 29) після: шліфування (1), відомого (2) та запропонованого способів поверхневого зміцнення (3, 4, 5). Приклад 1 Проводили поверхневе зміцнювання зразків діаметром 10 та 20мм, довжиною 70 та 150мм із сталей 40 та 40ХН (гартованих та низько відпуще 4 них) такими обробками: віброобробкою (відомим способом) та наводнюванням + віброобробкою (запропонованим способом). Всі зразки перед зміцнюванням шліфували. Частину зразків піддавали віброобробці, яку здійснювали у віброустановці з камерою об'ємом 3дм 2 твердосплавними кульками діаметром 8...10мм при безперервній подачі рідини - 3%-го розчину кальцінованої соди. Частота коливань контейнера 46,6Гц, амплітуда коливань 2,0мм. Час обробки 60хв. Др угу частин у зразків піддавали обробці запропонованим способом. Для цього їх попередньо на 30хв. поміщали у 6н. водний розчин сірчаної кислоти з додатком інгібітора 1,5г/л ХОСП-10 (цей інгібітор приведений у [3] є ефективним інгібітором наводнювання і найефективнішим по захисту від корозії), а потім піддавали на 60хв. віброобробці за приведеним вище режимом. На зміцнених зразках досліджували чистоту поверхні (шершавість), товщин у зміцненого шару, розподіл залишкових напружень, контактну довговічність. Порівняльна оцінка показників запропонованого та відомого способів приведена в таблиці. Наводнювання зразків перед пластичним деформуванням поверхні привело до наклепування металу на більшу глибину, ніж за відомим способом (без наводнювання). Товщина зміцненого шару збільшилась у 2 рази. Внаслідок кращого наклепування поверхні зразків зменшилась шершавість. Якщо після віброобробки зразків без наводнювання шершавість була R a =0,63мкм, то з попереднім наводнюванням - 0,28мкм. Поверхня виробу стала ніби відполірованою без мікротріщинок. Пропонований спосіб зміцнювання покращив епюру стискальних залишкових напружень. Напруження збільшились як по величині, так і по глибині залягання, а їх максимум виник біля поверхні (Фіг.2, епюри 2, 3, 4). Залишкові напруження визначали на зразках діаметром 20мм і довжиною 150мм за методикою [5]. Контактна довговічність зміцнених зразків зросла у 1,5 рази. Випробування на контактну втому здійснювали на установці з електронним автоматичним вимикачем для фіксації контактно-втомного викришування. Зразок діаметром 10мм обкатувався між двома навантажувальними дисками діаметром 150мм з притиском 2,0ГПа. В зону контакту дисків та зразка подавали оливу „Індустріальна И-30А”. Таблиця № № пп 1. 2. 3. 4. 5. 6. Матеріал Спосіб обробки Сталь 40 HRC (48...50). Віброобробка (в ідомий спосіб) Сталь 40Х (HRC 49...51). Віброобробка (в ідомий спосіб) Нав однюв ання+в іброобробка (запропонов аний спосіб) Нав однюв ання+в іброобробка (запропонов аний спосіб) Сталь 20ХН3А (HRC 29). Віброобробка (в ідомий спосіб) Нав однюв ання+в іброобробка (запропонов аний спосіб) Шершав ість, мкм Тов щина зміцненого шару, мкм Залишков і напруження біля пов ерхні s Z, МПа Котактна дов гов ічність, 106 циклів 0,63 90 -8,0 5,83 0,28 0,63 0,28 220 75 190 -580 -40 -660 9,14 6,15 9,45 0,32 0,28 115 270 -32 -1005 5 5 35857 Приклад 2 Проводили поверхневе зміцнювання зразків із сталі 20ХНЗА гартованої та високовідпущеної (HRC29) відомим та запропонованим способами. Режими обробки такі ж, що й у попередньому прикладі. Товщина наклепу після віброобробки становила 115мкм, після віброобробки з попереднім наводнюванням - 270мкм. Попереднє наводнювання сталі 20ХНЗА перед віброобробкою суттєво покращало залишковий напружений стан. Якщо залишкові напруження стиску біля поверхні після відомого способу обробки становили 32МПа, то після запропонованого 1005МПа, а глибина їх залягання збільшилась у 2,5 рази. Зміцнені зразки з таким напруженим станом мають найбільшу контактну довговічність. Вона зросла у 2 рази. Таким чином, пропонований спосіб поверхневого зміцнення має суттєві переваги у порівнянні з відомим. По-перше, можна отримати більшу товщину зміцненого шару; по-друге, покращити якість зміцненого шару-утворенням стискальних залишкових напружень з максимумом біля поверхні та більшої величини і зони залягання, зменшенням шершавості поверхні без мікротріщинок та підвищенням опору контактній втомі; по-третє, можна підвищити продуктивність праці за рахунок скорочення технологічного процесу - шліфування, поскільки запропонований спосіб поверхневого зміцнення дає високу чистоту поверхні і не потребує фінішної операції; по-четверте, розширити об Комп’ютерна в ерстка Н. Лисенко 6 ласть застосування зміцнених виробів, де виникає потреба після зміцнення проводити полірування чи шліфування для підгонки особливо точних та відповідальних деталей. Джерела інформації: 1. Вплив методів та режимів поверхневих абразивної обробки на корозійно-електрохімічну поведінку та довговічність сталі Ст.3/О.С.Калахан, М.М.Студент, М.П.Бережницька та інші // Проблеми корозії та проти корозійного захисту матеріалів: В 2-х т. Спецвипуск журналу „Фізико-хімічна механіка матеріалів". - №5. - Львів: Фізико-механічний інститут ім. Г.В.Карпенка ПАН України, 2006. - Т.1. - С.164-171. 2. Бережницкая М.Ф., Грицишин П.М. Формирование остаточных напряжений в поверхностных слоях комплексной обработкой // Физ.-хим. механика материалов. - 1989. - №1. - С.104-105. 3. Свист Е.И. Влияние уровня напряжений на водородную проницаемость стали в условиях ингибированной сернокислотной коррозии // Физ.хим. механика материалов. - 1977. - №1. - С.34-37. 4. Литвин А.К., Ткачев В.И. Явление облегчения деформирования и разрушения металла в присутствии водорода // Физ.-хим. механика материалов. - 1976. - №2. - С.27-34. 5. Бережницька М.П. Визначення залишкових макронапружень у призматичних та циліндричних стержнях // Праці наук. товариства імені Т.Шевченка. - Львів, 2003. - С.10-15. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for surface hardening of metal article
Автори англійськоюBerezhnytska Mariia Pylypivna, Balytskyi Oleksandr Ivanovych
Назва патенту російськоюСпособ поверхностного упрочнения металлических изделий
Автори російськоюБережницькая Мария Филипповна, Балицкий Александр Иванович
МПК / Мітки
МПК: C21D 1/00
Мітки: поверхневого, спосіб, зміцнення, виробів, металевих
Код посилання
<a href="https://ua.patents.su/3-35857-sposib-poverkhnevogo-zmicnennya-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення металевих виробів</a>
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Бережницька Марія Пилипівна, Ткачов Володимир Іванович, Черватюк Володимир Арсенович
МПК: C21D 1/34
Мітки: виробів, спосіб, зміцнення, металевих, поверхневого
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 36651
Опубліковано: 16.04.2001
Автори: Кириленко Степан Миколайович, Бережницька Марія Пилипівна, Паустовський Олександр Васильович, Черватюк Володимир Арсенович
Мітки: металевих, спосіб, виробів, зміцнення, поверхневого
Текст:
...0,5 хв/см 2. Зміцнені зразки піддавали дослідженням на мікротвердість та випробуванням на контактну втому на установці з електронним автоматичним вимикачем для фіксації контактновтомного викришування. Установка працювала за принципом фрикційної подачі з двома циклами навантаження за один оберт зразка (зразок Ø 10 мм обкатувався між двома навантажуючими дисками Ø 150 мм). В якості технологічного середовища використовували масло...
Спосіб поверхневого зміцнення виробів з чавуну
Номер патенту: 8802
Опубліковано: 15.08.2005
Автор: Самотугіна Юлія Сергіївна
МПК: C21D 7/00
Мітки: виробів, чавуну, зміцнення, поверхневого, спосіб
Формула / Реферат:
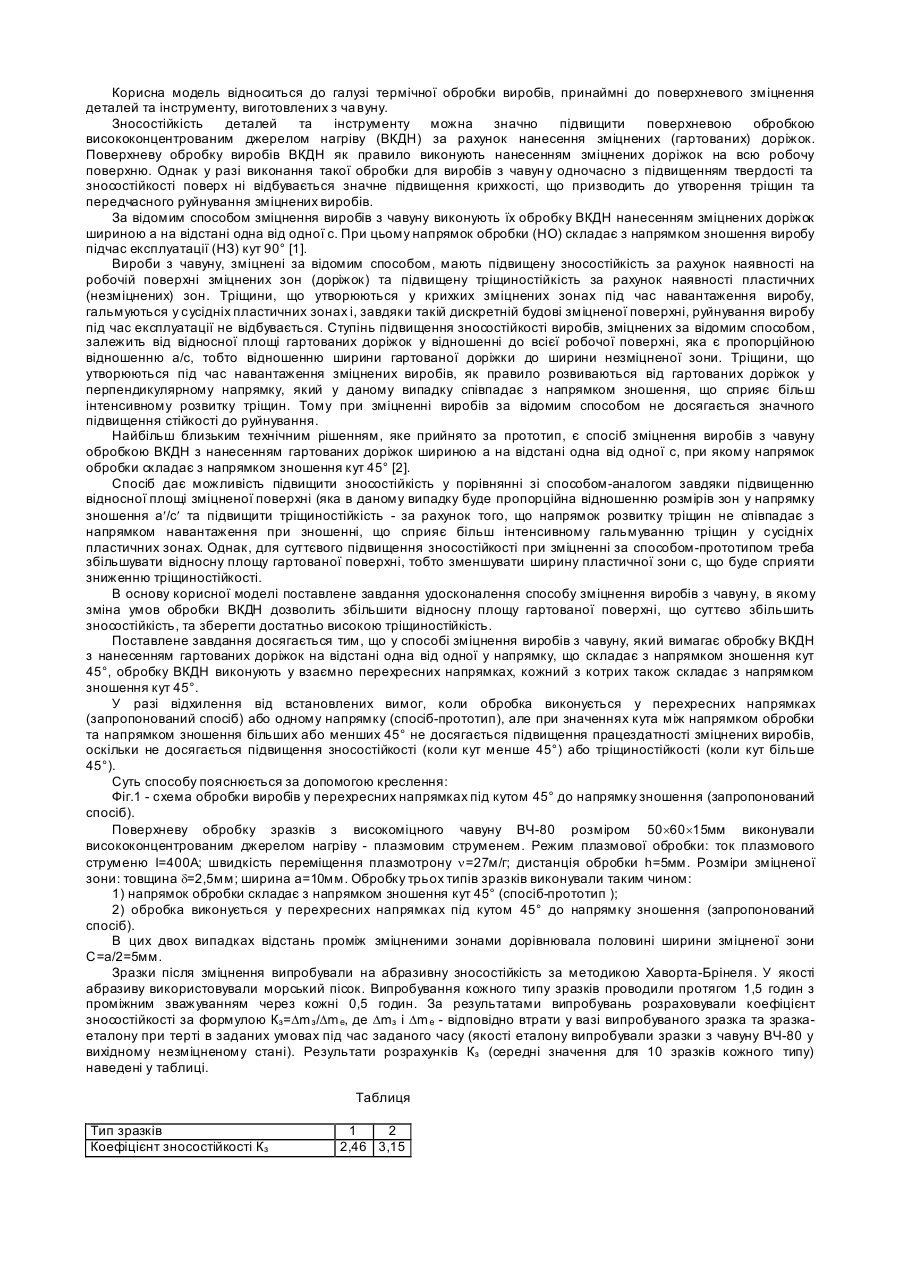
1. Спосіб поверхневого зміцнення виробів з чавуну, що включає обробку висококонцентрованим джерелом нагріву під кутом до напрямку зношування з нанесенням гартованих зон на відстані одна від одної, який відрізняється тим, що обробку виконують у двох взаємно перехресних напрямках під однаковими кутами до напрямку зношування.2. Спосіб поверхневого зміцнення за п. 1, який відрізняється тим, що напрямки обробки складають з напрямком...
Спосіб поверхневого зміцнення виробів з композиційних матеріалів
Номер патенту: 25530
Опубліковано: 30.10.1998
Автори: Чорний Геннадій Петрович, Пилипенко Олександр Михайлович, Таньков Костянтин Миколайович
МПК: C23C 18/31
Мітки: виробів, матеріалів, композиційних, зміцнення, спосіб, поверхневого
Формула / Реферат:
1. Спосіб поверхневого зміцнення виробів з композиційних матеріалів шляхом хімічного відновлення на його поверхні зміцнювального покриття з наступним механічним згладженням і термообробкою, який відрізняється тим, що з поверхневого шару виробу попередньо видаляють, у крайньому разі, одну з структурних складових з наступним заповненням пор, що утворилися хімічно відновленим зносостійким покриттям.2. Спосіб за п.1, який відрізняється...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович
Мітки: обробкою, зміцнення, комбінованою, деталі, спосіб, поверхневого
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Попередній патент: Спосіб хірургічного лікування мікотичного оніхогрифозу, ускладненого двобічним вростанням нігтя
Наступний патент: Маса для виготовлення керамзитового гравію
Випадковий патент: Машина для вирівнювання деталей низу взуття по товщині