Спосіб поверхневого зміцнення виробів з чавуну
Формула / Реферат
1. Спосіб поверхневого зміцнення виробів з чавуну, що включає обробку висококонцентрованим джерелом нагріву під кутом до напрямку зношування з нанесенням гартованих зон на відстані одна від одної, який відрізняється тим, що обробку виконують у двох взаємно перехресних напрямках під однаковими кутами до напрямку зношування.
2. Спосіб поверхневого зміцнення за п. 1, який відрізняється тим, що напрямки обробки складають з напрямком зношування кут, який дорівнює 40-50°.
Текст
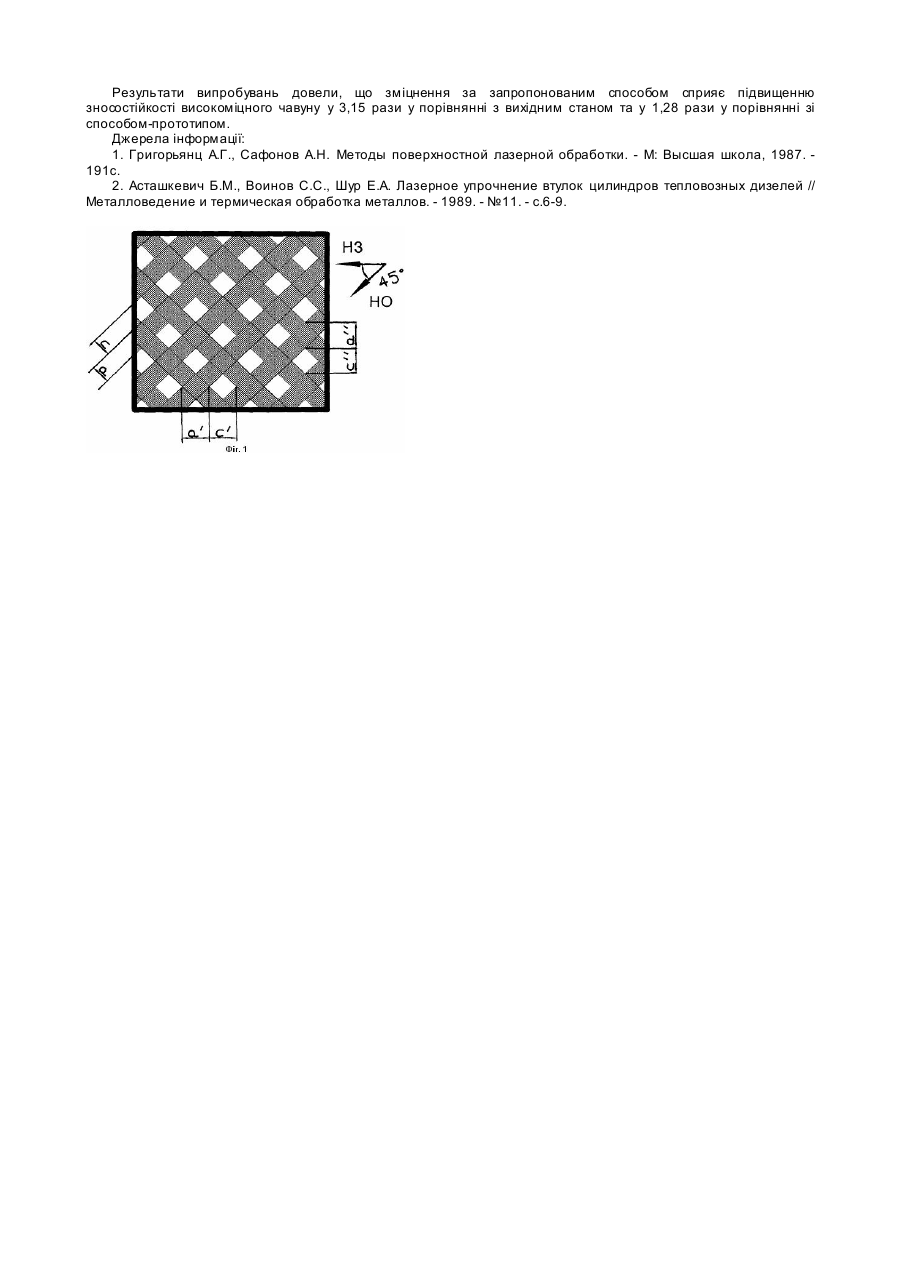
Корисна модель відноситься до галузі термічної обробки виробів, принаймні до поверхневого зміцнення деталей та інструменту, виготовлених з ча вуну. Зносостійкість деталей та інструменту можна значно підвищити поверхневою обробкою висококонцентрованим джерелом нагріву (ВКДН) за рахунок нанесення зміцнених (гартованих) доріжок. Поверхневу обробку виробів ВКДН як правило виконують нанесенням зміцнених доріжок на всю робочу поверхню. Однак у разі виконання такої обробки для виробів з чавун у одночасно з підвищенням твердості та зносостійкості поверх ні відбувається значне підвищення крихкості, що призводить до утворення тріщин та передчасного руйнування зміцнених виробів. За відомим способом зміцнення виробів з чавуну виконують їх обробку ВКДН нанесенням зміцнених доріжок шириною а на відстані одна від одної с. При цьому напрямок обробки (НО) складає з напрямком зношення виробу підчас експлуатації (НЗ) кут 90° [1]. Вироби з чавуну, зміцнені за відомим способом, мають підвищену зносостійкість за рахунок наявності на робочій поверхні зміцнених зон (доріжок) та підвищену тріщиностійкість за рахунок наявності пластичних (незміцнених) зон. Тріщини, що утворюються у крихких зміцнених зонах під час навантаження виробу, гальмуються у сусідніх пластичних зонах і, завдяки такій дискретній будові зміцненої поверхні, руйнування виробу під час експлуатації не відбувається. Ступінь підвищення зносостійкості виробів, зміцнених за відомим способом, залежить від відносної площі гартованих доріжок у відношенні до всієї робочої поверхні, яка є пропорційною відношенню а/с, тобто відношенню ширини гартованої доріжки до ширини незміцненої зони. Тріщини, що утворюються під час навантаження зміцнених виробів, як правило розвиваються від гартованих доріжок у перпендикулярному напрямку, який у даному випадку співпадає з напрямком зношення, що сприяє більш інтенсивному розвитку тріщин. Тому при зміцненні виробів за відомим способом не досягається значного підвищення стійкості до руйнування. Найбільш близьким технічним рішенням, яке прийнято за прототип, є спосіб зміцнення виробів з чавуну обробкою ВКДН з нанесенням гартованих доріжок шириною а на відстані одна від одної с, при якому напрямок обробки складає з напрямком зношення кут 45° [2]. Спосіб дає можливість підвищити зносостійкість у порівнянні зі способом-аналогом завдяки підвищенню відносної площі зміцненої поверхні (яка в даному випадку буде пропорційна відношенню розмірів зон у напрямку зношення a¢/c¢ та підвищити тріщиностійкість - за рахунок того, що напрямок розвитку тріщин не співпадає з напрямком навантаження при зношенні, що сприяє більш інтенсивному гальмуванню тріщин у сусідніх пластичних зонах. Однак, для суттєвого підвищення зносостійкості при зміцненні за способом-прототипом треба збільшувати відносну площу гартованої поверхні, тобто зменшувати ширину пластичної зони с, що буде сприяти зниженню тріщиностійкості. В основу корисної моделі поставлене завдання удосконалення способу зміцнення виробів з чавун у, в якому зміна умов обробки ВКДН дозволить збільшити відносну площу гартованої поверхні, що суттєво збільшить зносостійкість, та зберегти достатньо високою тріщиностійкість. Поставлене завдання досягається тим, що у способі зміцнення виробів з чавуну, який вимагає обробку ВКДН з нанесенням гартованих доріжок на відстані одна від одної у напрямку, що складає з напрямком зношення кут 45°, обробку ВКДН виконують у взаємно перехресних напрямках, кожний з котрих також складає з напрямком зношення кут 45°. У разі відхилення від встановлених вимог, коли обробка виконується у перехресних напрямках (запропонований спосіб) або одному напрямку (спосіб-прототип), але при значеннях кута між напрямком обробки та напрямком зношення більших або менших 45° не досягається підвищення працездатності зміцнених виробів, оскільки не досягається підвищення зносостійкості (коли кут менше 45°) або тріщиностійкості (коли кут більше 45°). Суть способу пояснюється за допомогою креслення: Фіг.1 - схема обробки виробів у перехресних напрямках під кутом 45° до напрямку зношення (запропонований спосіб). Поверхневу обробку зразків з високоміцного чавуну ВЧ-80 розміром 50´60´15мм виконували висококонцентрованим джерелом нагріву - плазмовим струменем. Режим плазмової обробки: ток плазмового струменю І=400А; швидкість переміщення плазмотрону n=27м/г; дистанція обробки h=5мм. Розміри зміцненої зони: товщина d=2,5мм; ширина а=10мм. Обробку трьох типів зразків виконували таким чином: 1) напрямок обробки складає з напрямком зношення кут 45° (спосіб-прототип ); 2) обробка виконується у перехресних напрямках під кутом 45° до напрямку зношення (запропонований спосіб). В цих двох випадках відстань проміж зміцненими зонами дорівнювала половині ширини зміцненої зони С= а/2=5мм. Зразки після зміцнення випробували на абразивну зносостійкість за методикою Хаворта-Брінеля. У якості абразиву використовували морський пісок. Випробування кожного типу зразків проводили протягом 1,5 годин з проміжним зважуванням через кожні 0,5 годин. За результатами випробувань розраховували коефіцієнт зносостійкості за формулою Кз=Dm з/Dm e, де Dmз і Dm e - відповідно втрати у вазі випробуваного зразка та зразкаеталону при терті в заданих умовах під час заданого часу (якості еталону випробували зразки з чавуну ВЧ-80 у вихідному незміцненому стані). Результати розрахунків Кз (середні значення для 10 зразків кожного типу) наведені у таблиці. Таблиця Тип зразків Коефіцієнт зносостійкості Кз 1 2 2,46 3,15 Результати випробувань довели, що зміцнення за запропонованим способом сприяє підвищенню зносостійкості високоміцного чавуну у 3,15 рази у порівнянні з вихідним станом та у 1,28 рази у порівнянні зі способом-прототипом. Джерела інформації: 1. Григорьянц А.Г., Сафонов А.Н. Методы поверхностной лазерной обработки. - М: Высшая школа, 1987. 191с. 2. Асташкевич Б.М., Воинов С.С., Шур Е.А. Лазерное упрочнение втулок цилиндров тепловозных дизелей // Металловедение и термическая обработка металлов. - 1989. - №11. - с.6-9.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the surface strengthening articles of cast iron
Автори англійськоюSamotuhina Yulia Serhiivna
Назва патенту російськоюСпособ поверхностного упрочнения изделий из чугуна
Автори російськоюСамотугина Юлия Сергеевна
МПК / Мітки
МПК: C21D 7/00
Мітки: виробів, чавуну, спосіб, зміцнення, поверхневого
Код посилання
<a href="https://ua.patents.su/2-8802-sposib-poverkhnevogo-zmicnennya-virobiv-z-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення виробів з чавуну</a>
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Бережницька Марія Пилипівна, Ткачов Володимир Іванович, Черватюк Володимир Арсенович
МПК: C21D 1/34
Мітки: поверхневого, виробів, зміцнення, спосіб, металевих
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 36651
Опубліковано: 16.04.2001
Автори: Черватюк Володимир Арсенович, Бережницька Марія Пилипівна, Кириленко Степан Миколайович, Паустовський Олександр Васильович
Мітки: зміцнення, спосіб, металевих, поверхневого, виробів
Текст:
...0,5 хв/см 2. Зміцнені зразки піддавали дослідженням на мікротвердість та випробуванням на контактну втому на установці з електронним автоматичним вимикачем для фіксації контактновтомного викришування. Установка працювала за принципом фрикційної подачі з двома циклами навантаження за один оберт зразка (зразок Ø 10 мм обкатувався між двома навантажуючими дисками Ø 150 мм). В якості технологічного середовища використовували масло...
Спосіб зміцнення лезового металорізального інструменту
Номер патенту: 6770
Опубліковано: 16.05.2005
Автори: Сєроухов Сергій Олександрович, Кіріцева Тетяна Анатолієвна, Рябухін Володимир Федорович, Климанчук Владислав Владиславович, Самотугін Сергій Савелійович, Дубинський Борис Євгенович, Ковальчук Олексій Васильович, Мазур Владислав Олександрович, Норка Сергій Петрович
МПК: B21K 9/00
Мітки: зміцнення, інструменту, лезового, спосіб, металорізального
Формула / Реферат:
Спосіб зміцнення лезового металорізального інструменту, що включає обробку висококонцентрованим джерелом нагріву передньої і задньої поверхні, який відрізняється тим, що обробку виконують повздовж передньої поверхні з утворенням зміцненої зони з шириною, яку визначають з виразу bf+aл, деf - відстань від вершини леза до лунки на...
Спосіб поверхневого зміцнення виробів з композиційних матеріалів
Номер патенту: 25530
Опубліковано: 30.10.1998
Автори: Таньков Костянтин Миколайович, Пилипенко Олександр Михайлович, Чорний Геннадій Петрович
МПК: C23C 18/31
Мітки: композиційних, матеріалів, зміцнення, поверхневого, виробів, спосіб
Формула / Реферат:
1. Спосіб поверхневого зміцнення виробів з композиційних матеріалів шляхом хімічного відновлення на його поверхні зміцнювального покриття з наступним механічним згладженням і термообробкою, який відрізняється тим, що з поверхневого шару виробу попередньо видаляють, у крайньому разі, одну з структурних складових з наступним заповненням пор, що утворилися хімічно відновленим зносостійким покриттям.2. Спосіб за п.1, який відрізняється...
Спосіб поверхневого зміцнення металічних виробів
Номер патенту: 11098
Опубліковано: 25.12.1996
Автори: Бережницькая Марія Пилипівна, Власов Володимир Олексійович, Гуслякова Галина Петрівна, Меженін Микола Олександрович, Пачурін Герман Васильович
Мітки: виробів, поверхневого, спосіб, металічних, зміцнення
Текст:
...роликом с оптимальным усилием для обрабатываемого металла и проводят отпуск при температуре 160°С в течение двух часов. На фиг. 1 а показана схема сечения поверхностного слоя изделия после известного способа обработки. На фиг. 1 б - схема сечения поверхностного слоя изделия после предлагаемого способа обработки. 11098 тодом - по изменению деформации изгиба, 1 - упрочненный слой; 2 - основной мевозникающей при снятии электролитичеталл....
Попередній патент: Спосіб розкиснення рідкої сталі у виливниці
Наступний патент: Механізм відтяжки полотна круглов’язальної машини
Випадковий патент: Фармацевтична лікарська форма антиепілептичних препаратів