Спосіб з’єднання провідників
Номер патенту: 36358
Опубліковано: 27.10.2008
Автори: Омельченко Дмитро Сергійович, Чадов Олег Олексійович
Формула / Реферат
1. Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні з'єднуваних провідників, розташованих у стик, та прикладення до них деформуючого зусилля, який відрізняється тим, що у провідниках виконують пази, чергуючи з виступами, розташовують у стик або унапусток, при цьому виступи одного провідника уставляють в пази іншого провідника, а деформуюче зусилля прикладають перпендикулярно до площини зіткнення провідників.
2. Спосіб за п. 1, який відрізняється тим, що пази та виступи виконують прямокутними.
3. Спосіб за п. 1, який відрізняється тим, що пази та виступи виконують трикутними.
Текст
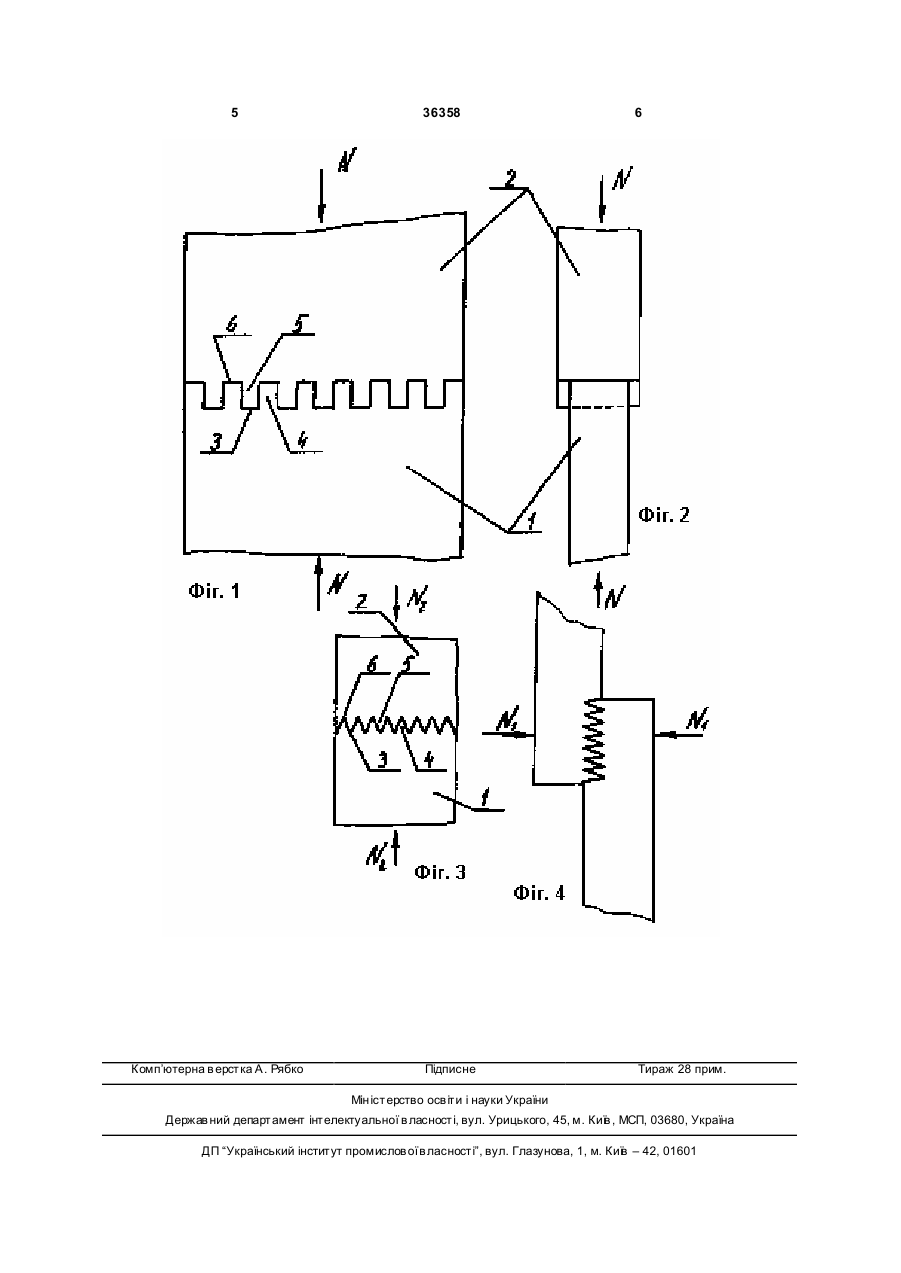
1. Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні з'єднуваних провідників, розташованих у 3 36358 ня. Наприклад, при з'єднуванні холодним зварюванням у стик двох провідників у вигляді пластин 10×100мм струмоз'єм буде робиться по перерізу 1000мм 2. При з'єднуванні таких самих пластин запропонованим способом при використовуванні пазів Зх5мм, поперечні пази 3мм (100/3=33шт.) створюють стр умоз'єм 3×33×10=999мм 2. А поздовжні пази 5мм (їх кількість 32шт.) створюють додатковий струмоз'єм 5×32×10=1600мм 2. Загальна площа струмоз'єму буде 1600+999=2599мм 2, що в 2599/1000=2,6 рази більше ніж при холодному зварюванні. Спосіб з'єднування двох провідників проілюстрований схематично на Фіг.1-4. На Фіг.1, 2 на видах спереду та збоку показаний варіант з'єднування двох провідників з прямокутними пазами. На Фіг.3 показаний варіант з'єднання двох провідників з трикутними пазами. На Фіг.4 показаний варіант з'єднання двох провідників з трикутними пазами, розташованих унапусток. На фігура х: 1 - провідник; 2 - провідник; 3 - пази провідника 1; 4 - виступи провідника 1; 5 - пази провідника 2; 6 - виступи провідника 2. На фігурах провідник 1, наприклад, мідна шина з'єднаний з провідником 2, наприклад, алюмінієвою шиною. В провідниках 1 виконані пази 3 та виступи 4, а в провідниках 2 виступи 6 та пази 5. На Фіг.1-3 виступи 4 провідника 1 вставлені у пази 5 провідника 2, а виступи 6 провідника 2 вставлені у пази 3 провідника 1. По запропонованому способу з'єднують провідники 1 та 2, переважно з різнорідних матеріалів: міді, алюмінію, сталі та др. В провідниках 1,2 виконують фрезеруванням або штампуванням відповідно пази 3 та 5 чергуючи з виступами 4 та 6, розташовують їх у стик або унапусток. Потім виступи 4 одного провідника 1 уставляють у пази 5 другого провідника 2, а виступи 6 провідника 2 уставляють у пази 3 провідника 1, а деформуюче зусилля прикладають перпендикулярно до площини зіткнення провідників, наприклад, на гідравлічному пресі. 4 При виготуванні пазів 3, 5 та виступів 4, 6 робиться одночасно й їх зачистка від окісної плівки. Як що провідники 1,2 були виготовлені давно, то проводять додаткову підготовку поверхні з'єднуваних провідників по відомій технології як у прототипу. Пази 3, 5 та виступи 4, 6 можуть бути виконані прямокутними як на сріг.1, або трикутними як на Фіг.3, 4. Приклад При з'єднуванні алюмінієвої та мідної шин 10х100мм (кількість пазів та виступів Зх5мм складає 100/3=33шт; із алюмінію кількість 17шт.) загальна площа запресування складає 17×3×10=510мм 2, а деформуюче зусилля прикладають перпендикулярно до площини зіткнення провідників. Границя міцності на зминання алюмінію 920кг/мм 2. Мінімальне зусилля запресування складає 20х510=10,2т. При питомому тиснені 120кг/мм 2 (як при холодній зварці) необхідне зусилля пресу 120х510=61,2т. Тимчасом, як при холодній зварці у стик для з'єднання пластин із міді та алюмінію 10×100мм необхідна зварювальна машина зусиллям 150-200т з питомим тиском 120кг/мм 2. Варто сказати, що з використанням трикутних пазів зусилля запресовування значно менше, тому що трикутні виступи, наприклад, з міді з меншим зусиллям (діють як клин) входять, наприклад, у більше м'я кий відпалений алюміній. Оскільки при запресуванні виступів хід поршня пресу усього кілька міліметрів, то ця операція достатньо продуктивна. При виборі величини пазів та виступів слід полічити, що більша кількість пазів та виступів збільшує надійність з'єднання за рахунок поздовжніх пазів, котрі значно збільшують площу стр умоз'єму, а також при цьому збільшується міцність з'єднання на розірвання. Перехідний електричний опір в з'єднанні практично відсутнє, що забезпечує стійкість та надійність контакту між провідниками. 5 Комп’ютерна в ерстка А. Рябко 36358 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection conductors
Автори англійськоюChadov Oleh Oleksiiovych, Omelchenko Dmytro Serhiiovych
Назва патенту російськоюСпособ соединения проводников
Автори російськоюЧадов Олег Алексеевич, Омельченко Дмитрий Сергеевич
МПК / Мітки
МПК: H01B 7/00
Мітки: з'єднання, спосіб, провідників
Код посилання
<a href="https://ua.patents.su/3-36358-sposib-zehdnannya-providnikiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання провідників</a>
Спосіб з’єднання провідників
Номер патенту: 36357
Опубліковано: 27.10.2008
Автори: Омельченко Дмитро Сергійович, Чадов Олег Олексійович
МПК: H01B 7/00
Мітки: спосіб, провідників, з'єднання
Формула / Реферат:
1. Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні з'єднуваних провідників, розташованих у стик, та прикладення до них деформуючого зусилля, який відрізняється тим, що в провідниках по лінії стику виконують пази, чергуючи з виступами, при цьому виступи одного провідника уставляють в пази іншого провідника, а деформуюче зусилля прикладають перпендикулярно до поверхні, обмеженої щонайменше...
Спосіб з’єднання провідників
Номер патенту: 27408
Опубліковано: 25.10.2007
Автори: Омельченко Дмитро Сергійович, Чадов Олег Олексійович
МПК: H01R 43/00
Мітки: з'єднання, провідників, спосіб
Формула / Реферат:
1. Спосіб з'єднання провідників, що включає виготовлення пазів у наконечнику, отворів у наконечнику й пакетах стрічок, підготовку поверхні з'єднувальних провідників, збирання наконечника й пакетів стрічок разом з щонайменше одним стержнем і прикладання до них деформуючого зусилля, приєднання наконечника до струмопідвода, який відрізняється тим, що бічні краї пакетів стрічок у наконечнику розташовують в одній площині із площиною наконечника,...
Спосіб з’єднання провідників
Номер патенту: 27409
Опубліковано: 25.10.2007
Автори: Чадов Олег Олексійович, Омельченко Дмитро Сергійович
МПК: H01R 43/00
Мітки: з'єднання, провідників, спосіб
Формула / Реферат:
1. Спосіб з'єднання провідників, що включає виготовлення пазів у наконечнику, отворів у наконечнику й пакетах стрічок, підготовку поверхні з'єднувальних провідників, збирання наконечника й пакетів стрічок разом з щонайменше одним стержнем і прикладання до них деформуючого зусилля, приєднання наконечника до струмопідводу, який відрізняється тим, що пакети стрічок у наконечнику розташовують у перерізі по вершинах трикутника, при цьому бічні...
Спосіб з’єднання провідників
Номер патенту: 46047
Опубліковано: 15.05.2002
Автор: Омельченко Дмитро Сергійович
МПК: H01R 43/00
Мітки: провідників, з'єднання, спосіб
Формула / Реферат:
Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні з'єднуваних провідників та прикладення до них деформуючого зусилля, який відрізняється тим, що розміщують провідники внахльост, виконують в них отвори, у які без зазорів вставляють та запресовують, принаймні, один стержень, матеріал та переріз якого вибирають, щонайменше, еквівалентним за струмовим навантаженням з'єднуваним провідникам.
Спосіб одномоментного проведення провідників, стрічок або лігатур зі штучних матеріалів через дугоподібний канал ,утворений у кістці
Номер патенту: 30760
Опубліковано: 11.03.2008
Автори: Ілларіонов Валентин Володимирович, Давидов Денис Ігорович, Шпаченко Микола Миколайович
МПК: A61B 17/12, A61B 17/16
Мітки: штучних, кістці, одномоментного, спосіб, дугоподібний, матеріалів, утворений, провідників, канал, лігатур, проведення, стрічок
Формула / Реферат:
Спосіб одномоментного проведення провідників, стрічок або лігатур зі штучних матеріалів через дугоподібний канал, утворений у кістці, що включає виготовлення провідників, утворення V- подібного кісткового каналу, проведення провідників, стрічок або лігатур через утворений канал назустріч один одному, який відрізняється тим, що перший провідник з дроту, утворений петлею, вставляють в крізний отвір кінця лігатурної голки Дешампа, кінець...
Попередній патент: Спосіб з’єднання провідників
Наступний патент: Пристрій для викопування коренеплодів
Випадковий патент: Пасова передача