Спосіб з’єднання провідників
Формула / Реферат
Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні з'єднуваних провідників та прикладення до них деформуючого зусилля, який відрізняється тим, що розміщують провідники внахльост, виконують в них отвори, у які без зазорів вставляють та запресовують, принаймні, один стержень, матеріал та переріз якого вибирають, щонайменше, еквівалентним за струмовим навантаженням з'єднуваним провідникам.
Текст
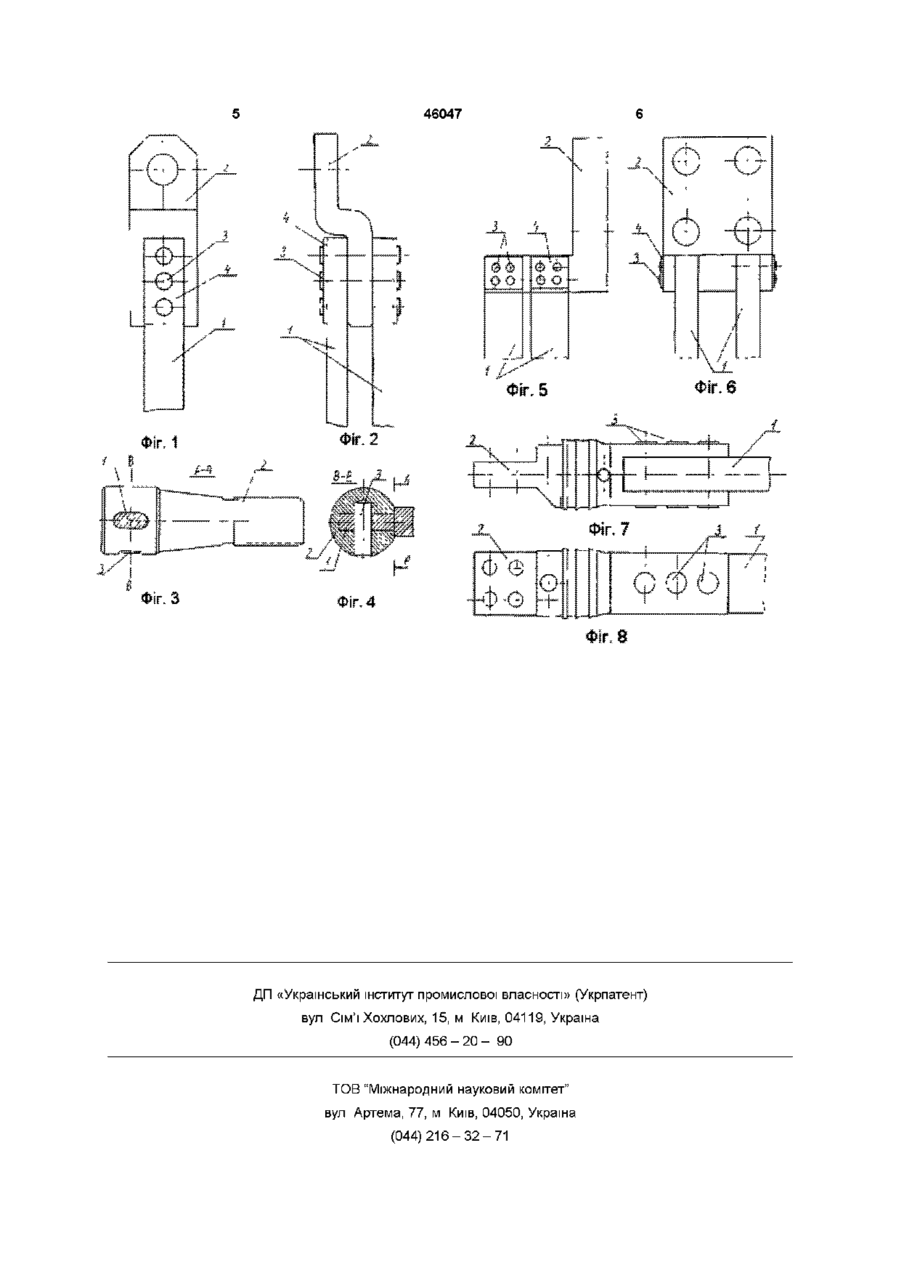
Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні зєднуваних провідників та прикладення до них деформуючого зусилля, який відрізняється тим, що розміщують провідники внахльост, виконують в них отвори, у які без зазорів вставляють та запресовують, принаймні, один стержень, матеріал та переріз якого вибирають, щонайменше, еквівалентним за струмовим навантаженням з'єднуваним провідникам Винахід відноситься до електротехніки, а саме, до способів з'єднання провідників, до конструкцій контактних з'єднань, використовуваних для з'єднання струмопідводів електропечей, стрілочних переведень на електрифікованих залізницях, та інше Відомий спосіб з'єднання дуговим зварюванням гнучких струмопідводів з мідних стричок з мідними наконечниками, яки застосовуються на феросплавних електропечах [Л1] Недоліком вказаного способу є складність, а то і неможливість зварювання пакета тонких мідних стрічок (0,2 - 0,3мм) із-за їх підгорання Пакети алюмінієвих стрічок будь-яких товщин взагалі неможливо зварювати з мідними наконечниками із-за великого перепаду температур плавлення алюмінію та МІДІ Відомий спосіб з'єднання паянням гнучких кабелів із дроту або мідної стрічки з мідними наконечниками [Л2] Але відомий спосіб складен та екологічно шкідлив, особливо при паянні алюмінію Він не дозволяє з'єднувати пакети алюмінієвих стрічок з потужними мідними наконечниками феросплавних печей При перегріві наконечників (поганий контакт, відсутність охолоджуючей води) припой розм'якшується та відбувається "виповзання" жили із наконечника, тобто вихід із строю кабелів, що охолоджуються водою Прототипом є спосіб холодного зварювання встик двох провідників пластин з МІДІ та алюмінію перетином 10 х 1000мм, по якому з'єднуючи пластини по місцю стику спочатку старанно очищують, обезжирюють розчином (спирт, ацетон), скальпують, переважно, металевими щітками, а потім до них прикладають значне механічне зусилля перпендикулярно плоскості з'єднання достатнє для деформації провідників в МІСЦІ з'єднання [ЛЗ] Проте вказаний спосіб має недоліки Він досить складний, тому то потребує спеціального обладнання та оснащення, яке мінливе в залежності від форми і габаритів провідників Переріз з'єднуючих провідників обмежений та складає 1000мм2 Для з'єднання провідників великих перерізів потрібно ще більш потужне обладнання Цим способом неможливо з'єднувати провідники одного перерізу, але різної форми, наприклад, (квадрат, з прямокутником, прямокутник з кругом) Крім того, вказаним способом неможливо з'єднувати громіздкі деталі, наприклад, Г- подібні МІДНІ наконечники (вагою до 20кг) феросплавних електропечей з гнучкими струмопідводами у вигляді 4-х пакетів перетином 1600мм2 кожний із алюмінієвих стрічок або алюмінієвих стрічок з мідним, або другим покриттям В основу винаходу покладена задача здійснити такий спосіб з'єднання провідників, по якому нове розташування провідників і нове виконання операцій по ПІДГОТОВЦІ поверхней з'єднуючих провідників та створюванню деформуючого зусилля дозволило би спростити спосіб, збільшити надійність з'єднування, розширити сфери його застосування та діапазон з'єднуючих провідників по формата по габаритам Поставлена задача вирішується тим, що по способу з'єднання провідників, переважно з різно О о (О 46047 рідних матеріалів, включаючему підготовку поверхні з'єднуваних провідників та прикладання до них деформуючого зусилля, згідно винаходу розміщують провідники внахльост, виконують в них отвори, у яки без зазорів уставляють та запресовують, принаймні, один стержень, матеріал та переріз якого, вибирають, щонайменше, еквівалентним за струмовим навантаженням з'єднуваним провідникам Переваги запропонованого способу полягають в тому, що, завдяки розташуванню провідників внахльост, не потрібно спеціальне дороге обладнання Для запресовування стержнів використовується звичайний прес Отвори виконують на свердлувальному верстаті При засвердлуванні отворів робиться одночасно й зачистка поверхней з'єднуваних провідників Крім того, збільшується надійність з'єднання На приклад, при з'єднуванні холодним зварюванням встик двох провідників у вигляди пластин 100 х 10 струмоз'єм буде робиться по перерізу 1000мм2 При з'єднуванні таких самих пластин запропонованими способом внахльост при використовуванні для з'єднування 4-х стержнів 0 = 18мм загальним перерізом 3,14*182 ,n_ л 2 х4 = 1017мм площа струмоз єма стержнів з кожної пластини буде дорівнювати 3,14 х 18 х 10 х 4 = 2260мм2, тобто 2260 /1000 = 2,26 разів більше ніж при холодному зварюванні Спосіб з'єднування двох провідників проілюстроване схематично на фіг 1 - 8 На фіг 1 та 2 на виді спереду та збоку показаний варіант з'єднування кабеля з повітряним охолодженням із пакетів стрічок з наконечником На фіг 3 та 4 ран розріз А-А та переріз В-В, на яких схематично зображене варіант з'єднувателя електротягового для залізниці На фіг 5 та 6 на виді спереду та збоку показаний варіант з'єднування кабеля з повітряним охолодженням із пакетів стрічок з Г-подібним наконечником для феросплавної печі На фіг 7 та 8 на виді збоку та спереду показаний варіант з'єднування кабеля, що охолоджується водою, з пакета стрічок з наконечником На фігурах кабель 1 із пакетів мідних або алюмінієвих стрічок з'єднай з наконечником 2 з МІДІ або алюмінію за допомогою стержнів 3 На пакети 1 стрічок (фиг 1) зверху установлены пластини 4 із більш міцного матеріалу, наприклад, з латуні На фіг 3, 4 кабель 1 виконаний із сталеалюмінієвого проводу, який с боку наконечника 2 виконаний плоским, хоч може бути круглим або іншої форми На фіг 5, 6 при виконуванні наконечника 2 з алюмінію для зміцнення можуть бути установлені пластини 4 По запропонованому способу з'єднують провідники 1 та 2, переважно з різнорідних матеріалів МІДІ та алюмінію На фіг 3 та 4 сталеалюмінієвий провід з'єднують із стальним наконечником 2 Провідники 1 та 2 розташовують внахльост з таким наміром щоб розмістилась необхідна КІЛЬКІСТЬ стержнів 3 в один, два ряди або по одному (як на фіг 4) в залежкості від перерізу та форми провідників 1 та 2 В провідниках 1 та 2 в пластинах 4 виконують отвори свердлуванням або фрезеруванням В залежності від товщини наконечників отвори виконують наскрізні або глухі (фіг 3 - 6) В отворі 3 без зазорів уставляють, по крайній мірі, один стержень 3 Зі стержнів 3 необхідно віддалить окісну плівку, якщо їх давно виготовили Після цього стержні 3 запресовують на пресі Довжину стержнів 3 (при наскрізних отворах) вибирають більшій висоти з'єднуючих провідників, бо при запресовці їх довжина скорочується на величину осідання Матеріал та переріз стержнів 3 вибирають, щонайменше, еквівалентним за струмовим навантаженням з'єднуваним провідникам 1 та 2 Приклад Для з'єднання кабеля 1 з алюмінієвих стрічок перерізом 1600мм2 (еквівалентний переріз по МІДІ 1000мм2) з мідним наконечником при використанні мідних стержнів 0 = 16, S = 200мм2 їх необхідно 1000 / 200 = 5шт При схемі з'єднання на фіг 1 - 3, 7-8 стержнів достатньо Зшт, бо один з провідників розщеплен на два та переріз стержнів подвоюється, тобто S = 200 х 3 х 2 = 1200мм2 більї, ніж переріз по МІДІ 1000мм2 Для з'єднання цих самих провідників, але стержнями з алюмінію, їх переріз необхідно збільшити При 0 = 20мм, S = 314мм2 загальний переріз стержнів 314 х З х 2 - 1884мм2 більш, ніж переріз по алюмінію 1600мм2 При холодному зварюванні встик для з'єднання пластин з МІДІ та алюмінію 10 х ЮО.тобто 1000мм2, необхідна зварювальна машина зусиллям 120т з питомим тиском 120кГ/мм2 Для запресування мідного стержня 200мм2 з таким же питомим тиском, необхідне зусилля 12 х 200 = 24т, тобто можливо використовувати невеликий прес Оскільки при запресовці стержнів хід поршня усього кілька міліметрів, то ця операція достатньо продуктивна По запропонованому способу при використовуванні, наприклад, алюмінієвих стрічок з мідним покриттям на кінцях пакетів, тобто в містах приєднання по плоскості нахльоста з мідним наконечником, значно збільшується площа контакту провідників, при ньому може бути зменшена КІЛЬКІСТЬ стержнів на ЗО - 50% Перехідний електричний опір в з'єднанні практично відсутен, що забезпечує СТІЙКІСТЬ та надійність контакту між провідниками 46047 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюOmelchenko Dmytro Serhiiovych
Автори російськоюОмельченко Дмитрий Сергеевич
МПК / Мітки
МПК: H01R 43/00
Мітки: спосіб, провідників, з'єднання
Код посилання
<a href="https://ua.patents.su/3-46047-sposib-zehdnannya-providnikiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання провідників</a>
Демпферний пристрій рейкових провідників
Номер патенту: 38280
Опубліковано: 15.05.2001
Автори: Рубель Олександр Васильович, Рубель Андрій Олександрович, Рубель Володимир Олександрович, Блохін Сергій Євгенійович
МПК: E21D 7/00
Мітки: рейкових, демпферний, пристрій, провідників
Формула / Реферат:
Дата прийняттярішення19.12.2000р.(21) 2000063512(54) (57)Демпферний пристрій рейкових провідників, що містить корпус, раму, спрямовуючий роликі відрізняється тим, що вісь ролика жорстко закріплена на рамі, розміщеної в пазах, виконаних у корпусі з можливістю рухливості її в горизонтальній площині в моменти контакту направляючого ролика з рейковим провідником.
Спосіб контролю провідників жорсткого армування шахтних стволів та пристрій для його реалізації
Номер патенту: 42406
Опубліковано: 15.10.2001
Автори: Шидо Микола Миколайович, Дідок Анатолій Володимирович, Послід Борис Сергійович, Коцеруба Валерій Григорович, Гавруцький Олександр Юхимович, Лопатин Валерій Володимирович, Радченко Володимир Костянтинович, Попов Станіслав Олегович, Ільїн Сергій Ростиславович
МПК: B66B 19/00
Мітки: жорсткого, шахтних, стволів, армування, реалізації, пристрій, провідників, спосіб, контролю
Формула / Реферат:
1. Спосіб контролю провідників жорсткого армування шахтних стволів, що вміщує вимір лобової та бокової поверхонь провідника по всій глибині ствола трьома роликами, який відрізняється тим, що відхилення роликів перетворюють в електричний сигнал, реєструють місце розташування посудини в стволі, нормують та узгоджують електричні сигнали, трансформують на цифрові коди і вводять до ПЕОМ, де порівнюють результати з допустими значеннями і за...
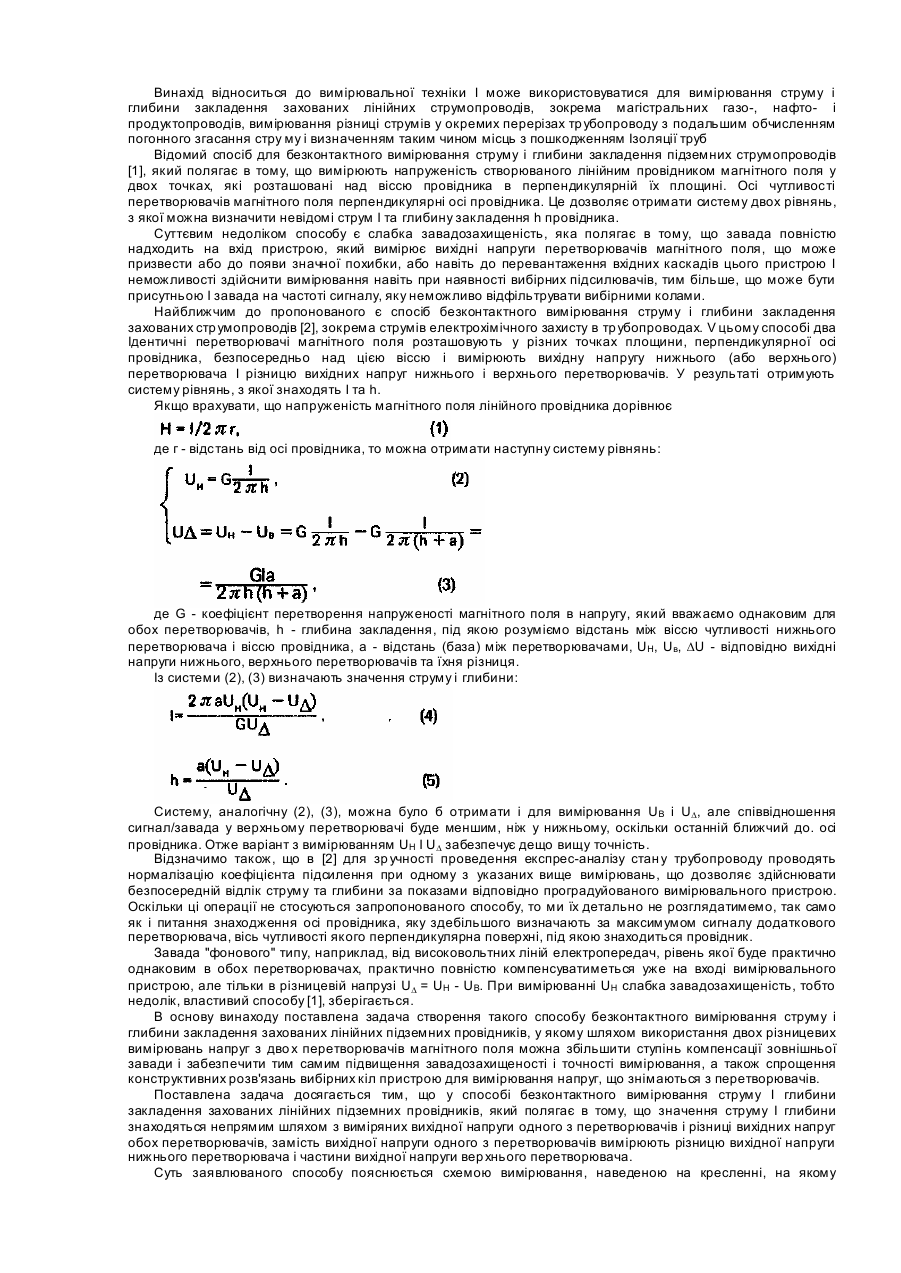
Спосіб безконтактного вимірювання струму і глибини закладення захованих лінійних підземних провідників
Номер патенту: 20821
Опубліковано: 07.10.1997
Автори: Мізюк Леонід Якович, Дуб Петро Богданович
МПК: G01R 19/00
Мітки: підземних, безконтактного, провідників, закладення, лінійних, захованих, вимірювання, глибини, спосіб, струму
Формула / Реферат:
Спосіб безконтактного вимірювання струму і глибини закладення захованих лінійних підземних провідників, який полягає у тому, що два Ідентичні перетворювачі магнітного поля з паралельними осями чутливості розташовують на різній відстані від провідника в площині, перпендикулярній його осі, а значення струму і глибини визначають непрямим шляхом з результатів двох вимірювальних операцій, у першій з яких вимірюють різницю вихідних напруг обох...
Спосіб ідентифікації провідників в друкованих вузлах радіоелектронної апаратури
Номер патенту: 10626
Опубліковано: 25.12.1996
Автори: Котов Ігор Миколайович, Єфіменко Андрій Якович, Місюра Володимир Іванович, Місюра Ірина Володимирівна, Байда Микола Прокопович, Роик Олександр Митрофанович
МПК: G01R 31/28
Мітки: провідників, вузлах, спосіб, апаратури, друкованих, радіоелектронної, ідентифікації
Формула / Реферат:
Способ идентификации проводников в печатных узлах радиоэлектронной аппаратуры, заключающийся в осуществлении двухпроводных измерений величин сопротивлений, связывающих каждую пару контрольных точек (aj, aj) печатного узла и в формировании исходных списков контрольных точек, в каждый из которых включают точки, величина сопротивления между которыми не превышает порогового значения R1, отличающийся тем, что каждый из n исходных cпископ...
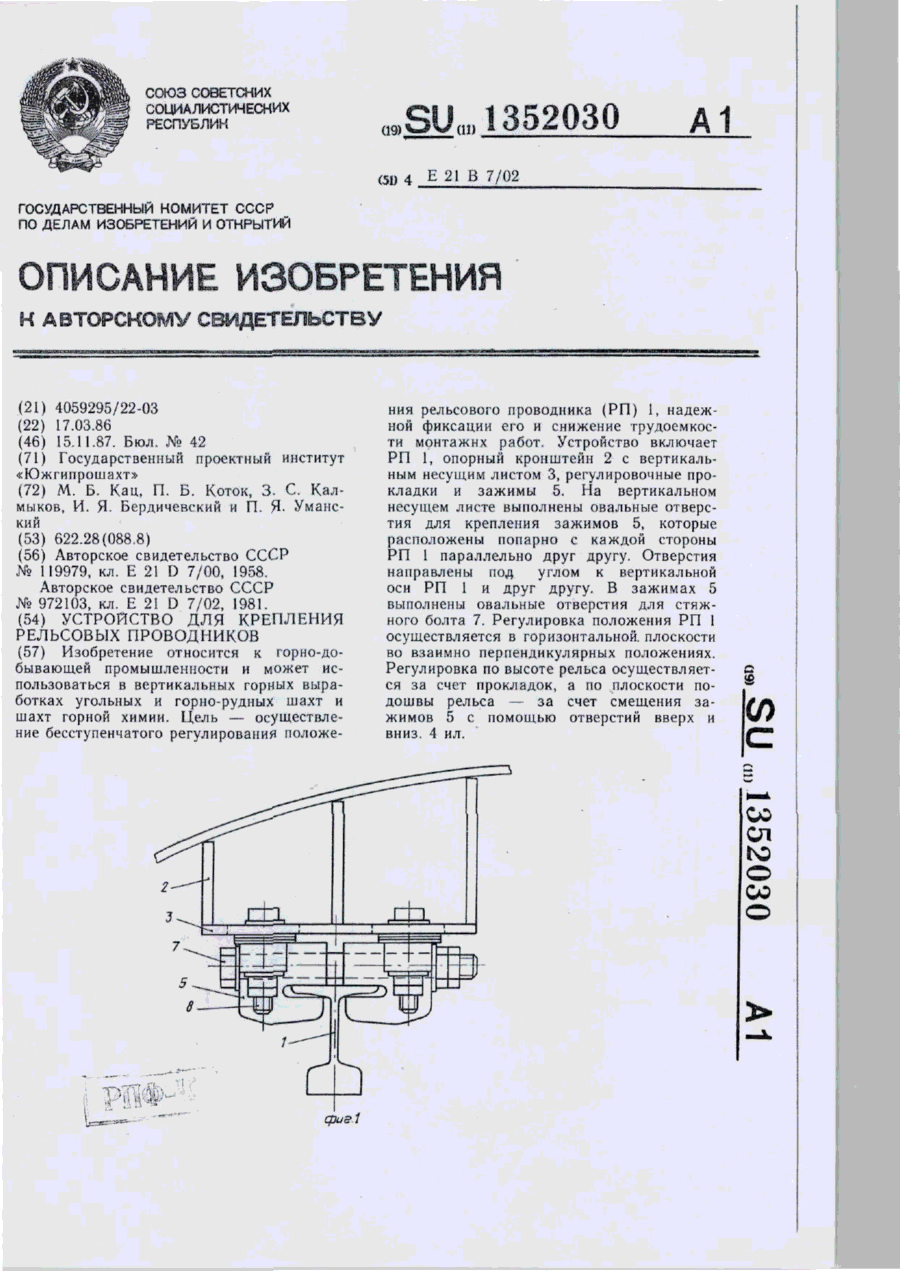
Пристрій для кріплення рейкових провідників
Номер патенту: 2404
Опубліковано: 26.12.1994
Автори: Калмиков Зяма Самойлович, Коток Павло Борисович, Уманський Петро Якович, Кац Михайло Борисович, Бердичевський Ігор Якович
МПК: E21B 7/02
Мітки: провідників, пристрій, кріплення, рейкових
Формула / Реферат:
Устройство для крепления рельсовых проводников, включающее рельсовый проводник, опорный кронштейн с вертикальным несущим листом с отверстиями доя крепления зажимов и регулировочные прокладки, отличающееся тем, что, с целью осуществления бесступенчатого регулирования положения рельсового проводника, надежной фиксации его и снижения трудоемкости монтажных работ, отверстия на вертикальном несущем листе опорного кронштейна для крепления...
Попередній патент: Герметичний оглядовий елемент для агрегату регенерації сірки (варіанти)
Наступний патент: Гербіцидна композиція
Випадковий патент: Спосіб прогнозування ефективності лікування еректильної дисфункції