Суміш для виготовлення ливарних форм
Номер патенту: 36647
Опубліковано: 10.11.2008
Автори: Марков Микола Олексійович, Білобров Євдоким Арнавович, Скорик Олександр Євстафієвич

Формула / Реферат
1. Суміш для виготовлення ливарних форм, що містить кварцовий пісок, глинисте зв'язуюче, воду, яка відрізняється тим, що як глинисте зв'язуюче взята каоліно-кварцова суміш (ККС), при цьому інгредієнти взяті при наступному співвідношенні, мас. %:
кварцовий пісок
основа
ККС
3,0-22,0
вода
3,0-6,0.
2. Суміш за п. 1, яка відрізняється тим, що до її складу додатково введений крахмаліт в кількості 0,5 % від загальної маси.
3. Суміш за п.1, яка відрізняється тим, що до її складу додатково введений лігносульфонат в кількості 1,5-2,0 % від загальної маси.
4. Суміш за п. 1, яка відрізняється тим, що з метою виготовлення дрібного чавунного та сталевого литва, до складу суміші додатково введена відпрацьована суміш та крахмаліт при наступному співвідношенні інгредієнтів, мас. %:
відпрацьована суміш
80,0-92,0
ККС
3,0-4,0
крахмаліт
0,5
вода
3,0-6,0
кварцовий пісок
решта.
Текст
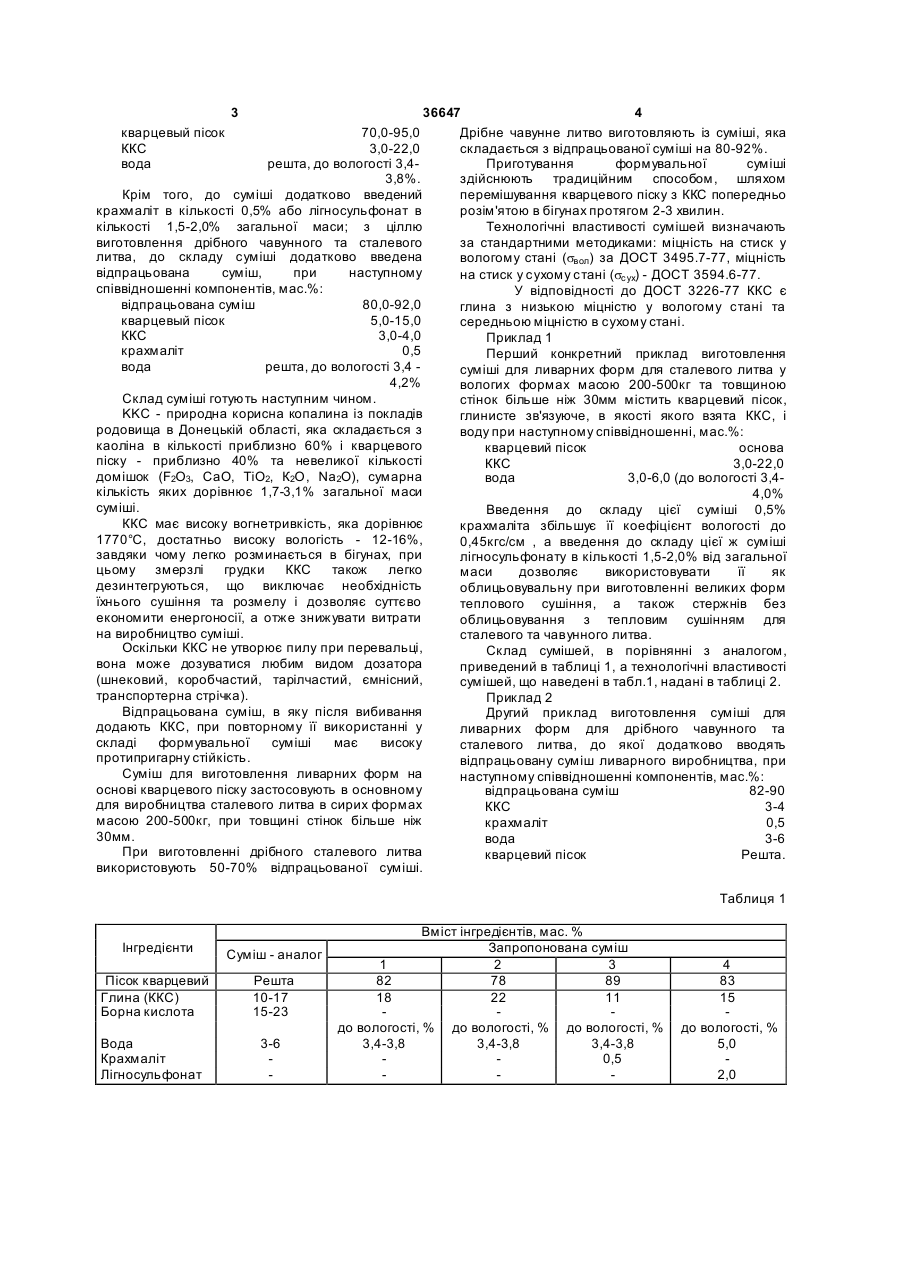
1. Суміш для виготовлення ливарних форм, що містить кварцовий пісок, глинисте зв'язуюче, воду, яка відрізняється тим, що як глинисте зв'язуюче взята каоліно-кварцова суміш (ККС), при цьому інгредієнти взяті при наступному співвідношенні, мас. %: кварцовий пісок основа ККС 3,0-22,0 3 36647 4 70,0-95,0 Дрібне чавунне литво виготовляють із суміші, яка 3,0-22,0 складається з відпрацьованої суміші на 80-92%. решта, до вологості 3,4Приготування формувальної суміші 3,8%. здійснюють традиційним способом, шляхом Крім того, до суміші додатково введений перемішування кварцевого піску з ККС попередньо крахмаліт в кількості 0,5% або лігносульфонат в розім'ятою в бігунах протягом 2-3 хвилин. кількості 1,5-2,0% загальної маси; з ціллю Технологічні властивості сумішей визначають виготовлення дрібного чавунного та сталевого за стандартними методиками: міцність на стиск у литва, до складу суміші додатково введена вологому стані (sвол) за ДОСТ 3495.7-77, міцність відпрацьована суміш, при наступному на стиск у сухому стані (sс ух) - ДОСТ 3594.6-77. співвідношенні компонентів, мас.%: У відповідності до ДОСТ 3226-77 ККС є відпрацьована суміш 80,0-92,0 глина з низькою міцністю у вологому стані та кварцевый пісок 5,0-15,0 середньою міцністю в сухому стані. ККС 3,0-4,0 Приклад 1 крахмаліт 0,5 Перший конкретний приклад виготовлення вода решта, до вологості 3,4 суміші для ливарних форм для сталевого литва у 4,2% вологих формах масою 200-500кг та товщиною Склад суміші готують наступним чином. стінок більше ніж 30мм містить кварцевий пісок, KKC - природна корисна копалина із покладів глинисте зв'язуюче, в якості якого взята ККС, і родовища в Донецькій області, яка складається з воду при наступному співвідношенні, мас.%: каоліна в кількості приблизно 60% і кварцевого кварцевий пісок основа піску - приблизно 40% та невеликої кількості ККС 3,0-22,0 домішок (F2O3, СаО, ТiО2, К2О, Na2O), сумарна вода 3,0-6,0 (до вологості 3,4кількість яких дорівнює 1,7-3,1% загальної маси 4,0% суміші. Введення до складу цієї суміші 0,5% ККС має високу вогнетривкість, яка дорівнює крахмаліта збільшує її коефіцієнт вологості до 1770°С, достатньо високу вологість - 12-16%, 0,45кгс/см , а введення до складу цієї ж суміші завдяки чому легко розминається в бігунах, при лігносульфонату в кількості 1,5-2,0% від загальної цьому змерзлі грудки ККС також легко маси дозволяє використовувати її як дезинтегруються, що виключає необхідність облицьовувальну при виготовленні великих форм їхнього сушіння та розмелу і дозволяє суттєво теплового сушіння, а також стержнів без економити енергоносії, а отже знижувати витрати облицьовування з тепловим сушінням для на виробництво суміші. сталевого та чавунного литва. Оскільки ККС не утворює пилу при перевальці, Склад сумішей, в порівнянні з аналогом, вона може дозуватися любим видом дозатора приведений в таблиці 1, а технологічні властивості (шнековий, коробчастий, тарілчастий, ємнісний, сумішей, що наведені в табл.1, надані в таблиці 2. транспортерна стрічка). Приклад 2 Відпрацьована суміш, в яку після вибивання Другий приклад виготовлення суміші для додають ККС, при повторному її використанні у ливарних форм для дрібного чавунного та складі формувальної суміші має високу сталевого литва, до якої додатково вводять протипригарну стійкість. відпрацьовану суміш ливарного виробництва, при Суміш для виготовлення ливарних форм на наступному співвідношенні компонентів, мас.%: основі кварцевого піску застосовують в основному відпрацьована суміш 82-90 для виробництва сталевого литва в сирих формах ККС 3-4 масою 200-500кг, при товщині стінок більше ніж крахмаліт 0,5 30мм. вода 3-6 При виготовленні дрібного сталевого литва кварцевий пісок Решта. використовують 50-70% відпрацьованої суміші. кварцевый пісок ККС вода Таблиця 1 Інгредієнти Суміш - аналог Пісок кварцевий Глина (ККС) Борна кислота Решта 10-17 15-23 Вода Крахмаліт Лігносульфонат 3-6 Вміст інгредієнтів, мас. % Запропонована суміш 1 2 3 82 78 89 18 22 11 до вологості, % до вологості, % до вологості, % 3,4-3,8 3,4-3,8 3,4-3,8 0,5 4 83 15 до вологості, % 5,0 2,0 5 36647 6 Таблиця 2 Технологічні властивості суміші Технологічні властивості суміші Міцність на стискання в вологому стані sвол, кгс/см 2 Газопроникність, од. 1 0,228 59 2 0,35 100 3 4 0,30 0,45 78 84 5 0,32 65 Фізико-механічні властивості приведеного вище складу суміші надані в таблиці 3. Таблиця 3 Технологічні властивості суміші Газопроникність, од. Вологість, % Міцність суміші на стиск в вологому стані sвол., кг/см 2 Текучість, % Використання запропонованого складу суміші з додаванням в якості глинистого зв'язуючого ККС дозволить забезпечити високу Комп’ютерна в ерстка В.Мацело Показники технологічних властивостей суміші 80-100 3,4-4,0 0,8-1,0 не менше 70 вогнетривкість, спростити процес приготування глинистого зв'язуючого, знизити енерговитрати, а отже зменшити собівартість. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMixture for manufacturing casting molds
Автори англійськоюMarkov Mykola Oleksiiovych, Skoryk Oleksandr Yevstafiievych, Bilobrov Yevdokym Arnavovych
Назва патенту російськоюСмесь для изготовления литейных форм
Автори російськоюМарков Николай Алексеевич, Скорик Александр Евстафиевич, Белобров Евдоким Арнавович
МПК / Мітки
МПК: B22C 1/00
Мітки: форм, ливарних, виготовлення, суміш
Код посилання
<a href="https://ua.patents.su/3-36647-sumish-dlya-vigotovlennya-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Суміш для виготовлення ливарних форм</a>
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 37590
Опубліковано: 15.05.2001
Автори: Сажнєв Володимир Миколайович, Косяк Анатолій Терентійович, Кузовов Олексій Федорович, Лещенко Олександр Дмитрович, Шрамко Михайло Семенович, Варшавський Юрій Борисович
Мітки: стрижнів, ливарних, самотвердіюча, форм, суміш, рідка, виготовлення
Формула / Реферат:
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм, що включає вогнетривкий наповнювач, затверджувач, рідке скло та аніонактивний піноутворювач, яка відрізняється тим, що як вогнетривкий наповнювач містить кварцовий пісок, як затверджувач містить у собі шлак доменного виробництва та клінкер, та як аніонактивний піноутворювач - ДС-РАС, при наступному співвідношенні компонентів, мас. %: кварцовий...
Суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 41742
Опубліковано: 15.06.2004
Автори: Кучеренко Володимир Олександрович, Погребной Олег Вікторович
Мітки: виготовлення, стрижнів, суміш, ливарних, форм
Формула / Реферат:
1. Суміш для виготовлення ливарних форм і стрижнів на основі двоокису кремнію, що містить вогнестійку глину, їдкий натр, рідке скло та домішку, що містить вуглець, яка відрізняється тим, що як домішку суміш містить РАДОЛ - модифіковане гідроксидом натрію буре вугілля при наступному співвідношенні компонентів в мас.%: рідке скло 6,0 - 7,0 їдкий натр 0,6 - 1,0 ...
Самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 64125
Опубліковано: 16.02.2004
Автори: Сажнєв Володимир Миколайович, Восковець Вячеслав Григорович, Лещенко Олександр Дмитрович, Кузовов Олексій Федорович, Шрамко Михайло Семенович
МПК: B22C 1/00
Мітки: ливарних, суміш, стрижнів, виготовлення, самотвердіюча, форм
Формула / Реферат:
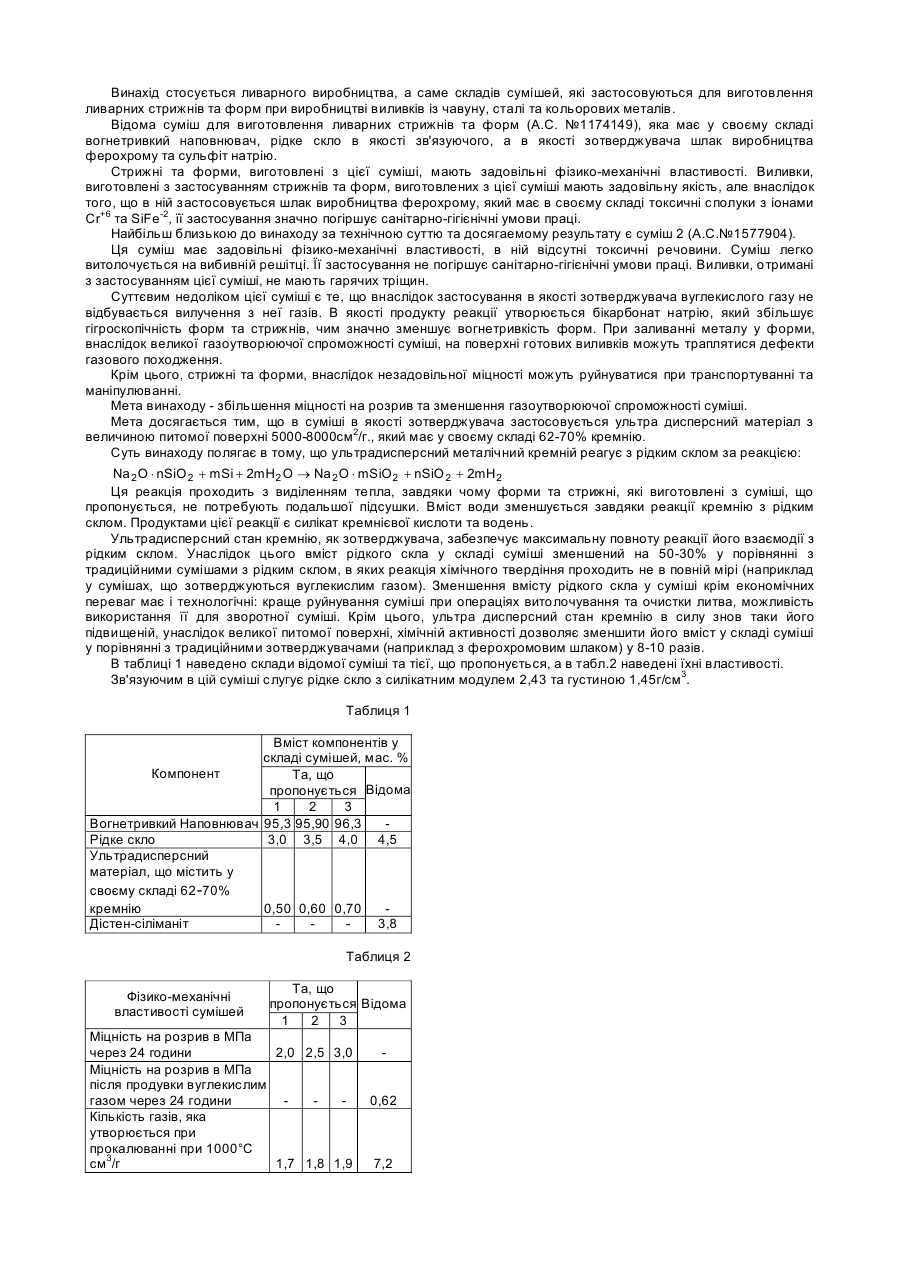
Самотвердіюча суміш для виготовлення стрижнів та форм, яка складається з вогнетривкого наповнювача, отверджувача, зв'язуючого, який відрізняється тим, що як отверджувач застосовується ультрадисперсний матеріал, що містить у собі 62-70 % кремнію при наступному співвідношенні компонентів, мас. %: вогнетривкий наповнювач 95,3-96,5 ультрадисперсний матеріал, що містить у собі 62-70 % кремнію ...
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 17135
Опубліковано: 15.09.2006
Автори: Клімкін Леонід Миколайович, Денисов Олександр Володимирович, Городчиков Вячеслав Миколайович, Підгорна Валентина Миколаївна, Волокита Володимир Якович
МПК: B22C 1/00
Мітки: суміш, виготовлення, ливарних, стрижнів, форм, самотвердіюча
Формула / Реферат:
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів, що містить вогнетривкий наповнювач, каталізатор і зв’язувальне у вигляді рідкого скла, яка відрізняється тим, що як вогнетривкий наповнювач застосовують ставролітовий концентрат, а як каталізатор використовують ацетат етиленгліколю при наступному співвідношенні компонентів, мас. %: рідке скло 4,0-5,0 ацетат етиленгліколю ...
Холоднотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 33696
Опубліковано: 15.02.2001
Автори: Кузовов Олексій Федорович, Косяк Анатолій Терентійович, Варшавський Юрій Борисович, Лещенко Олександр Дмитрович, Сажнєв Володимир Миколайович, Шрамко Михайло Семенович
МПК: B22C 1/16
Мітки: виготовлення, стрижнів, форм, суміш, холоднотвердіюча, ливарних
Текст:
...оптимальні умови твердіння стрижнів та гарантує задовільні фізикомеханічні властивості суміші та гото вих ливарних стрижнів. Зменшення її нижче 0,20 мас. частин призводить до збільшення часу твердіння стрижнів. Завдяки цьому збільшується кількість браку. Збільшення ортофосфорної кислоти в складі холоднотвердіючої суміші більш ніж 0,60 мас ч. різко зменшує живучість суміші, що значно ускладнює технологію виготовлення стрижнів. В табл. 1...
Попередній патент: Вібруючий леміш коренезбиральної машини
Наступний патент: Спосіб дослідження циркадіанних змін мелатонінових рецепторів і а у супрахіазматичних ядрах гіпоталамуса
Випадковий патент: Будівельний елемент, будівельна конструкція, спосіб виготовлення будівельного елемента і спосіб виготовлення будівельної конструкції