Спосіб компактування порошків
Номер патенту: 38572
Опубліковано: 12.01.2009
Автори: Штерн Михайло Борисович, Михайлов Олег Володимирович, Куровський Валентин Якович, Ткаченко Леонід Нестерович, Баглюк Геннадій Анатолійович
Формула / Реферат
Спосіб компактуванняпорошків, що включає заповнення порошком еластичної технологічної оболонки та наступне її навантаження в осьовому та радіальному напрямках, який відрізняється тим, що як еластичну технологічну оболонку використовують форму, верхня та нижня зовнішні частини якої виконані у вигляді зрізаного конуса, що встановлюються в порожнину, утворену верхньою та нижньою жорсткими напівматрицями, внутрішні поверхні яких відповідають формі конічних частин еластичної оболонки, а ущільнення порошку здійснюється шляхом прикладання зусилля в осьовому напрямку при відносному осьовому переміщенні вказаних напівматриць, що супроводжується відповідним зменшенням зазору між їх торцевими поверхнями.
Текст
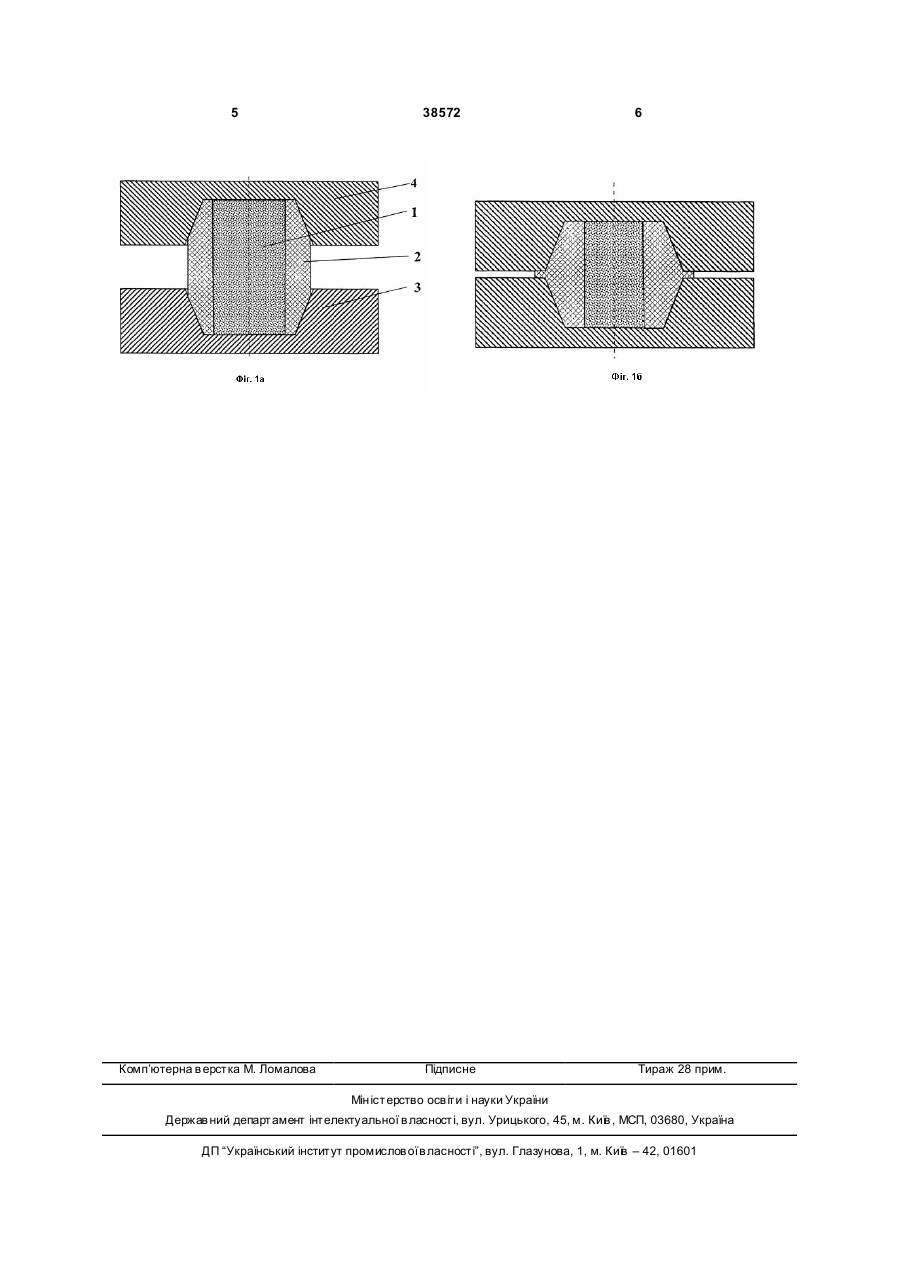
Спосіб компактування порошків, що включає заповнення порошком еластичної технологічної оболонки та наступне її навантаження в осьовому 3 38572 властивості порошкових та композиційних матеріалів. Збірник наукових праць. - Луцьк: РВВ ЛДТУ, 2004. - с.40, рис.4]. Недоліком відомого способу є низька продуктивність процесу внаслідок необхідності герметизації технологічних оболонок, заповнених порошком, що занурюються в робочу рідину, залиту в порожнину контейнера. Іншим недоліком способу є також необхідність виготовлення робочого інструменту з високою точністю та його конструктивна складність, що обумовлено необхідністю конструювання та виготовлення спеціальних вузлів ущільнення робочої порожнини контейнера. В основу корисної моделі "Спосіб компактування порошків" поставлено задачу шля хом того, що при реалізації способу, який включає заповнення порошком еластичної технологічної оболонки та наступне навантаження оболонки, що містить порошок, в осьовому та радіальному напрямку. Верхня та нижня зовнішні частини еластичної оболонки виконані у вигляді зрізаного конусу, що встановлюються в порожнину, утворену верхньою та нижньою жорсткими напівматрицями. Їх вн утрішні поверхні відповідають формі конічних частин еластичної оболонки, а ущільнення порошку здійснюється шляхом прикладання зусилля в осьовому напрямку, що забезпечує їх зустрічний рух, завдяки чому поступово зменшується зазор між торцевими поверхнями. За рахунок наявності еластичної оболонки має місце течія порошку у напрямі, перпендикулярному руху напівматриць, що суттєво зменшує робочі зусилля. Наведений спосіб підвищує продуктивність процесу за рахунок спрощення та здешевлення конструкції оснастки для реалізації способу, забезпечуючи одночасно зменшення вартості інструменту. Ефективність методу, що пропонується, підтверджується результатами попередніх експериментів та комп'ютерного моделювання. Суть корисної моделі пояснюється кресленням, на якому представлена схема реалізації способу, в початковому положенні (Фіг.1a) та після завершення процесу деформування (Фіг.1б). Спосіб здійснюють таким чином. Порошок 1 4 засипають у порожнину еластичної оболонки 2 (виготовленої, наприклад, з поліуретану), що встановлена у відповідній порожнині нижньої напівматриці 3. В процесі робочого ходу повзуна пресу верхня напівматриця 4 опускається вниз та відбувається замикання порожнини еластичної оболонки з порошком та її наступне деформування. Внаслідок наявності конусної форми порожнин напівматриць нарівні з осьовим навантаженням порошку при змиканні напівматриць проявляється радіальна складова зусилля деформування, що передається на порошок. Внаслідок низької стисливості поліуретану внутрішня його частина переміщається в напрямку до вертикальної осі форми, а зовнішня витискується в зазор між торцевими поверхнями напівматриць. При цьому, в процесі деформування реалізуються як нормальні (паралельні напрямку осьового руху верхньої напівматриці), так і значні зсувні деформації в об'ємі пресовки, що сприяють інтенсивному ущільненню шихти. Після закінчення процесу деформування (Фіг.1б) повзун преса піднімається вверх, еластична оболонка набуває свою початкову форму та пресовка вільно виймається з її порожнини. Внаслідок використання оболонки та напівматриць, що мають форму зрізаного конусу, компактування порошку відбувається в режимі квазігідростатичного навантаження, що сприяє збільшенню ущільнюваності, а відсутність рідини, що використовується у способі-прототипі в якості середовища, через яку передається тиск на порошок, виключає необхідність герметизації еластичної оболонки, що підвищує продуктивність процесу, значно спрощує та здешевлює виготовлення робочої оснастки для реалізації способу. Корисна модель стосується галузі порошкової металурги і може бути використана для одержання заготовок деталей конструкційного призначення із металевих та керамічних порошків. Запропонований спосіб отримання заготовок деталей в порівнянні з існуючими способами дозволяє скоротити та здешевити виготовлення робочої оснастки для своєї реалізації і тим самим підвищити продуктивність технологічного процесу. 5 Комп’ютерна в ерстка М. Ломалова 38572 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of compacting of powders
Автори англійськоюBahliuk Hennadii Anatoliiovych, Shtern Mykhailo Borysovych, Kurovskyi Valentyn Yakovych, Mykhailov Oleh Volodymyrovych, Tkachenko Leonid Nesterovych
Назва патенту російськоюСпособ компактирования порошков
Автори російськоюБаглюк Геннадий Анатольевич, Штерн Михаил Борисович, Куровский Валентин Яковлевич, Михайлов Олег Владимирович, Ткаченко Леонид Нестерович
МПК / Мітки
Мітки: порошків, компактування, спосіб
Код посилання
<a href="https://ua.patents.su/3-38572-sposib-kompaktuvannya-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб компактування порошків</a>
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B22F 3/14
Мітки: інструментальних, сталей, спосіб, порошків, виготовлення, дротин, переважно
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Спосіб отримання заготовок з важкодеформівних порошків
Номер патенту: 53203
Опубліковано: 15.01.2003
Автори: Ульшин Віктор Іванович, Гогаєв Казбек Олександрович, Гогаєва Тамара Казбеківна, Радченко Олександр Кузьмич
МПК: B22F 3/16, B22F 3/12, B22F 3/00, B22F 3/02
Мітки: спосіб, отримання, заготовок, порошків, важкодеформівних
Формула / Реферат:
1. Крем - скраб, що містить структуроутворюючі компоненти, пилинг, масляну фазу, активні й відбілювальні добавки, консерванти та воду причому структуроутворюючі компоненти містять триетаноламін та емульсійний віск, якій відрізняється тим, що, додатково містить ланолін і трилон Б, як пилинг містить пісок, як масляну фазу містить соняшникову олію, як відбілювальну добавку містить буру, як активні добавки містить толокно та полімінерал на основі...
Спосіб отримання заготовок з важкодеформівних порошків сталей
Номер патенту: 53203
Опубліковано: 15.04.2005
Автори: Гогаєва Тамара Казбеківна, Гогаєв Казбек Олександрович, Ульшин Віктор Іванович, Радченко Олександр Кузьмич
МПК: B22F 3/00, B22F 3/12, B22F 3/02, B22F 3/16
Мітки: важкодеформівних, спосіб, сталей, заготовок, отримання, порошків
Формула / Реферат:
1. Крем - скраб, що містить структуроутворюючі компоненти, пилинг, масляну фазу, активні й відбілювальні добавки, консерванти та воду причому структуроутворюючі компоненти містять триетаноламін та емульсійний віск, якій відрізняється тим, що, додатково містить ланолін і трилон Б, як пилинг містить пісок, як масляну фазу містить соняшникову олію, як відбілювальну добавку містить буру, як активні добавки містить толокно та полімінерал на основі...
Спосіб виготовлення заготовок з порошків інструментальних сталей
Номер патенту: 64360
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна
МПК: B22F 3/12, C22C 33/02
Мітки: порошків, заготовок, спосіб, виготовлення, інструментальних, сталей
Формула / Реферат:
Спосіб виготовлення заготовок з порошків інструментальних сталей, що включає завантаження порошку в металевий контейнер, вакуумування, заповнення контейнера азотом, герметизацію, нагрів заготовки, ущільнення осьової зони, ущільнення периферійної зони нагріванням до температури плавлення шару інструментальної сталі до розплавлювання його на глибину 0,03-0,10 поперечного перерізу заготовки і наступне гаряче деформування, що відрізняється тим,...
Спосіб компактування металевої шихти
Номер патенту: 79977
Опубліковано: 10.08.2007
Автори: Шрубович Володимир Олексійович, Патон Борис Євгенович, Бурнашев Віталій Рафатович, Жадкевич Михайло Львович, Степаненко Віктор Володимирович, Рейда Микола Васильович, Шаповалов Віктор Олександрович, Константинов Валерій Семенович, Колєсніченко Володимир Іванович
МПК: C22B 1/248, B22F 3/12
Мітки: спосіб, металевої, шихти, компактування
Формула / Реферат:
1. Спосіб компактування металевої шихти, який включає її завантаження та механічне ущільнення у прохідній матриці, нагрів шляхом пропускання через неї струму, який відрізняється тим, що завантаження шихти в прохідну матрицю та її механічне ущільнення проводять порційно, а нагрів кожної порції ведуть у два етапи, при цьому на першому етапі – до температури десорбції газових і рідкофазних забруднень, а на другому етапі – до температури гарячої...
Попередній патент: Скло для скловолокна
Наступний патент: Спосіб передачі сонячної променевої енергії від концентратора до споживача
Випадковий патент: Спосіб енергозберігаючого заряджання свинцево-кислотного акумулятора