Спосіб компактування металевої шихти
Номер патенту: 79977
Опубліковано: 10.08.2007
Автори: Шрубович Володимир Олексійович, Патон Борис Євгенович, Колєсніченко Володимир Іванович, Бурнашев Віталій Рафатович, Константинов Валерій Семенович, Степаненко Віктор Володимирович, Жадкевич Михайло Львович, Шаповалов Віктор Олександрович, Рейда Микола Васильович

Формула / Реферат
1. Спосіб компактування металевої шихти, який включає її завантаження та механічне ущільнення у прохідній матриці, нагрів шляхом пропускання через неї струму, який відрізняється тим, що завантаження шихти в прохідну матрицю та її механічне ущільнення проводять порційно, а нагрів кожної порції ведуть у два етапи, при цьому на першому етапі – до температури десорбції газових і рідкофазних забруднень, а на другому етапі – до температури гарячої деформації шихти з наступним осадженням і зварюванням її з попередньою порцією, а потім утворену заготовку переміщують в напрямку пресування з подальшим одержанням компактованої шихти у вигляді виробу заданої довжини.
2. Спосіб за п. 1, який відрізняється тим, що пропускання струму здійснюють нижнім струмопідводом безпосередньо на заготовку, що формують, за зрізом матриці, а перед її формуванням на додатково передбачену затравку.
Текст
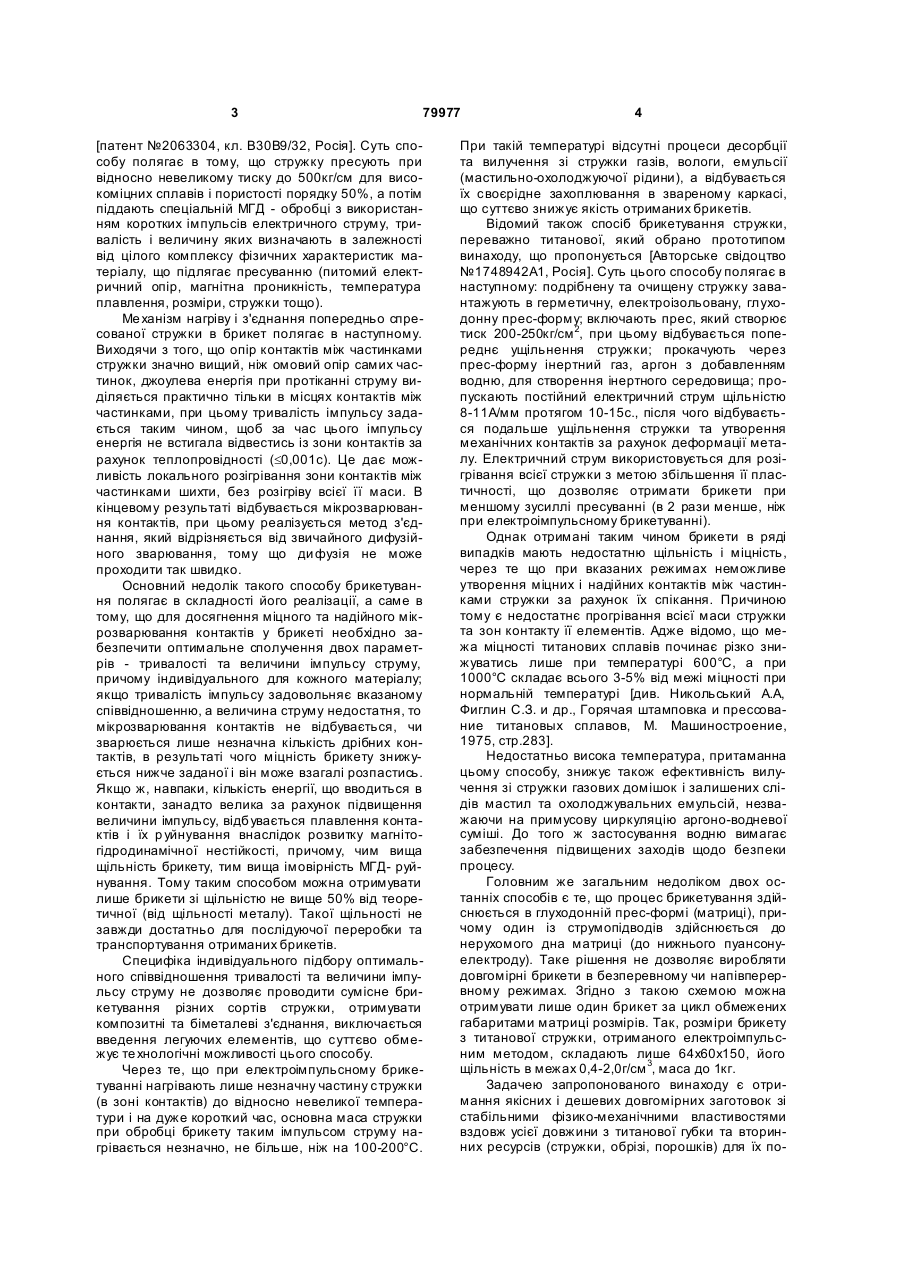
1. Спосіб компактування металевої шихти, який включає її завантаження та механічне ущільнення у прохідній матриці, нагрів шляхом пропускання через неї струму, який відрізняється тим, що завантаження шихти в прохідну матрицю та її механічне ущільнення проводять порційно, а нагрів кожної порції ведуть у два етапи, при цьому на першому етапі – до температури десорбції газових і рідкофазних забруднень, а на другому етапі – до температури гарячої деформації шихти з наступним осадженням і зварюванням її з попередньою порцією, а потім утворену заготовку переміщують в напрямку пресування з подальшим одержанням компактованої шихти у вигляді виробу заданої довжини. 2. Спосіб за п. 1, який відрізняється тим, що пропускання струму здійснюють нижнім струмопідводом безпосередньо на заготовку, що формують, за зрізом матриці, а перед її формуванням на додатково передбачену затравку. Винахід відноситься до спеціальної електрометалургії і може бути використаний для переробки таких матеріалів як титанова губка, відходи металобробки (стружка, обрізь, порошок) титану і други х високоміцних та високореакційних металів і сплавів для їх подальшого використання в компактному виді в якості витратних електродів, лігатур, розкислювачів тощо. Основним відомим способом компактування перелічених матеріалів у теперішній час є холодне пресування [див.Аношкин Н.Ф., Глазунов С.Г. и др. "Плавка и литьё титановых сплавов, Μ., Ме таллургия, 1978, стр.265]. При використанні цього методу зчеплення елементів шихти здійснюється за рахунок механічних контактів, що виникають при великих зусиллях деформації, величина яких залежить від пластичних характеристик матеріалів, що підлягають пресуванню. Так, для отримання витратного електрода необхідної міцності та габаритів із титанової губки треба створити питомий тиск пресування в межах 6500-9000кг/см 2. Горизо нтальні чи вертикальні преси, що застосовуються для цього, являють собою гігантські дорогі (вартістю до 10млн дол. США) споруди. Однак навіть такий тиск не завжди гарантує отримання міцних, однорідних і рівних (без кривизни) витратних електродів. Високоміцні, леговані сталі та інші високоміцні сплави фактично не піддаються компактуванню цим способом, оскільки для їх пресування в зв'язку з малою пластичністю потрібен ще більш високий тиск, а використання такого тиску веде до різкого підвищення собівартості та зниження продуктивності. Суттєво знизити зусилля пресування та використати тим самим наявні недорогі преси можна за рахунок поєднання пресування з нагрівом для підвищення пластичності шихти. Операція нагріву здійснюється, як правило, шляхом пропускання електричного струму через ши хту. Відомий спосіб електроімпульсного брикетування металевої стружки, переважно титанової (19) UA (11) 79977 (13) (21) a200501214 (22) 10.02.2005 (24) 10.08.2007 (46) 10.08.2007, Бюл. № 12, 2007 р. (72) Патон Борис Євгенович, Жадкевич Михайло Львович, Шаповалов Віктор Олександрович, Константинов Валерій Семенович, Бурнашев Віталій Рафатович, Степаненко Віктор Володимирович, Рейда Микола Васильович, Колєсніченко Володимир Іванович, Шрубович Володимир Олексійович (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О.ПАТОН А НАЦІОН АЛЬНОЇ АКАДЕМІЇ Н АУК УКРАЇНИ (56) SU, 565777, 25.07.1977 SU, 409788, 05.01.1974 SU, 1748942, A1, 23.07.1992 RU, 2063304, C1, 10.07.1996 RU, 2175019, C1, 20.10.2001 RU, 2146719, C1, 20.03.2000 EP, 0275816, 27.07.1988 US, 2837773, 10.06.1958 C2 1 3 79977 [патент №2063304, кл. В30В9/32, Росія]. Суть способу полягає в тому, що стружку пресують при відносно невеликому тиску до 500кг/см для високоміцних сплавів і пористості порядку 50%, а потім піддають спеціальній МГД - обробці з використанням коротких імпульсів електричного струму, тривалість і величину яких визначають в залежності від цілого комплексу фізичних характеристик матеріалу, що підлягає пресуванню (питомий електричний опір, магнітна проникність, температура плавлення, розміри, стружки тощо). Ме ханізм нагріву і з'єднання попередньо спресованої стружки в брикет полягає в наступному. Виходячи з того, що опір контактів між частинками стружки значно вищий, ніж омовий опір самих частинок, джоулева енергія при протіканні струму виділяється практично тільки в місцях контактів між частинками, при цьому тривалість імпульсу задається таким чином, щоб за час цього імпульсу енергія не встигала відвестись із зони контактів за рахунок теплопровідності (£0,001с). Це дає можливість локального розігрівання зони контактів між частинками шихти, без розігріву всієї її маси. В кінцевому результаті відбувається мікрозварювання контактів, при цьому реалізується метод з'єднання, який відрізняється від звичайного дифузійного зварювання, тому що ди фузія не може проходити так швидко. Основний недолік такого способу брикетування полягає в складності його реалізації, а саме в тому, що для досягнення міцного та надійного мікрозварювання контактів у брикеті необхідно забезпечити оптимальне сполучення двох параметрів - тривалості та величини імпульсу струму, причому індивідуального для кожного матеріалу; якщо тривалість імпульсу задовольняє вказаному співвідношенню, а величина струму недостатня, то мікрозварювання контактів не відбувається, чи зварюється лише незначна кількість дрібних контактів, в результаті чого міцність брикету знижується нижче заданої і він може взагалі розпастись. Якщо ж, навпаки, кількість енергії, що вводиться в контакти, занадто велика за рахунок підвищення величини імпульсу, відбувається плавлення контактів і їх р уйнування внаслідок розвитку магнітогідродинамічної нестійкості, причому, чим вища щільність брикету, тим вища імовірність МГД- руйнування. Тому таким способом можна отримувати лише брикети зі щільністю не вище 50% від теоретичної (від щільності металу). Такої щільності не завжди достатньо для послідуючої переробки та транспортування отриманих брикетів. Специфіка індивідуального підбору оптимального співвідношення тривалості та величини імпульсу струму не дозволяє проводити сумісне брикетування різних сортів стружки, отримувати композитні та біметалеві з'єднання, виключається введення легуючих елементів, що суттєво обмежує те хнологічні можливості цього способу. Через те, що при електроімпульсному брикетуванні нагрівають лише незначну частину стружки (в зоні контактів) до відносно невеликої температури і на дуже короткий час, основна маса стружки при обробці брикету таким імпульсом струму нагрівається незначно, не більше, ніж на 100-200°С. 4 При такій температурі відсутні процеси десорбції та вилучення зі стружки газів, вологи, емульсії (мастильно-охолоджуючої рідини), а відбувається їх своєрідне захоплювання в звареному каркасі, що суттєво знижує якість отриманих брикетів. Відомий також спосіб брикетування стружки, переважно титанової, який обрано прототипом винаходу, що пропонується [Авторське свідоцтво №1748942А1, Росія]. Суть цього способу полягає в наступному: подрібнену та очищену стружку завантажують в герметичну, електроізольовану, глуходонну прес-форму; включають прес, який створює тиск 200-250кг/см 2, при цьому відбувається попереднє ущільнення стружки; прокачують через прес-форму інертний газ, аргон з добавленням водню, для створення інертного середовища; пропускають постійний електричний струм щільністю 8-11А/мм протягом 10-15с., після чого відбувається подальше ущільнення стружки та утворення механічних контактів за рахунок деформації металу. Електричний струм використовується для розігрівання всієї стружки з метою збільшення її пластичності, що дозволяє отримати брикети при меншому зусиллі пресуванні (в 2 рази менше, ніж при електроімпульсному брикетуванні). Однак отримані таким чином брикети в ряді випадків мають недостатню щільність і міцність, через те що при вказаних режимах неможливе утворення міцних і надійних контактів між частинками стружки за рахунок їх спікання. Причиною тому є недостатнє прогрівання всієї маси стружки та зон контакту її елементів. Адже відомо, що межа міцності титанових сплавів починає різко знижуватись лише при температурі 600°С, а при 1000°С складає всього 3-5% від межі міцності при нормальній температурі [див. Никольський А.А, Фиглин С.З. и др., Горячая штамповка и прессование титановых сплавов, М. Машиностроение, 1975, стр.283]. Недостатньо висока температура, притаманна цьому способу, знижує також ефективність вилучення зі стружки газових домішок і залишених слідів мастил та охолоджувальних емульсій, незважаючи на примусову циркуляцію аргоно-водневої суміші. До того ж застосування водню вимагає забезпечення підвищених заходів щодо безпеки процесу. Головним же загальним недоліком двох останніх способів є те, що процес брикетування здійснюється в глуходонній прес-формі (матриці), причому один із струмопідводів здійснюється до нерухомого дна матриці (до нижнього пуансонуелектроду). Таке рішення не дозволяє виробляти довгомірні брикети в безперевному чи напівперервному режимах. Згідно з такою схемою можна отримувати лише один брикет за цикл обмежених габаритами матриці розмірів. Так, розміри брикету з титанової стружки, отриманого електроімпульсним методом, складають лише 64x60x150, його щільність в межах 0,4-2,0г/см 3, маса до 1кг. Задачею запропонованого винаходу є отримання якісних і дешевих довгомірних заготовок зі стабільними фізико-механічними властивостями вздовж усієї довжини з титанової губки та вторинних ресурсів (стружки, обрізі, порошків) для їх по 5 79977 дальшого залучення в металообіг, а також підвищення к.к.д. процесу за рахунок зменшення електричних утрат. Поставлена задача досягається тим, що завантаження шихти здійснюють у прохідну матрицю, де її ущільнення проводять порційно, а нагрів кожної порції ведуть у два етапа, на першому до температури десорбції газових ї рідкофазних загрязнень, а на другому - до температури гарячої деформації шихти, з послідуючим осадженням і зварюванням її з попередньою порцією та переміщенням утвореної заготовки в напрямку пресування до отримання виробу заданої довжини. При цьому підведення струму здійснюється не до стаціонарного (нерухомого) піддону-електроду, а безпосередньо на заготовку, що формується чи на затравку в стартовий період. Запропонований режим нагрівання в сполученні з ущільненням сприяє, по-перше, ефективному вилученню газових і рідкофазних забруднень з поверхні шихти, по-друге, прогріванню всієї маси шихти та значному підвищенню пластичності кожного її елемента, а також виникненню рідкої фази в зонах їх контактів, що в кінцевому результаті призводить до утворення щільного рідко-твердого пластичного з'єднання як всередині кожної порції, так і між ними. Запропонований спосіб був реалізований на дослідній установці, схема якої зображена на Фіг.1. До складу заготовки входить камера пресування (1), пуансон (2), бункер (3), прохідна матри 6 ця (4), джерело живлення (5), механізм витягування (6), системи вакуум ування та газопостачання. Технологічні операції, притаманні запропонованому методу, можна розділити на три основних цикли (Фіг.2): І - завантаження шихти в матрицю; II - ущільнення, електронагрів кожної порції та її з'єднання з попередньою чи з затравкою (на старті); III - переміщення отриманої заготовки в напрямку пресування. Після цього йде повторення операцій до отримання готового виробу заданої довжини, його охолодження (в вакуумі чи в інертному середовищі) та витягання. Випробуваний на установці спосіб компактування різних сортів і фракцій титанової губки та стружки багатьох металів (титанової, стальної, чавунної) дозволив при незначних питомих зусиллях пресування (50кг/см 2) та малій щільності струму (0,6-0,9А/мм 2) отримати довгомірні заготовки зі щільністю 80-90% від теоретичної. Розміри отриманих на даному етапі виробів склали діаметром 100мм, довжиною 1500мм. Зараз розробляються матриці діаметром 200-400мм. Таким чином показано, що запропонований спосіб придатний для компактування стружки будь-яких металів і сплавів, в тому числі високореакційних, надтвердих, тугоплавких, а також будь-яких видів легковагового металолому: листової обрізі, дроту, порошків тощо. Крім того, за допомогою цього способу можливо отримувати біметалеві та композитні з'єднання відходів різних металів. 7 Комп’ютерна в ерстка О. Гапоненко 79977 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for metal charge compacting
Автори англійськоюPaton Borys Yevhenovych, Zhadkevych Mykhailo Lvovych, Shapovalov Viktor Oleksandrovych, Konstantynov Valerii Semenovych, Reida Mykola Vasyliovych, Koliesnichenko Volodymyr Ivanovych
Назва патенту російськоюСпособ компактирования металлической шихты
Автори російськоюПатон Борис Евгениевич, Жадкевич Михаил Львович, Шаповалов Виктор Александрович, Константинов Валерий Семенович, Рейда Николай Васильевич, Колесниченко Владимир Иванович
МПК / Мітки
МПК: B22F 3/12, C22B 1/248
Мітки: металевої, спосіб, компактування, шихти
Код посилання
<a href="https://ua.patents.su/4-79977-sposib-kompaktuvannya-metalevo-shikhti.html" target="_blank" rel="follow" title="База патентів України">Спосіб компактування металевої шихти</a>
Склад металевої шихти для цинкалюмінієвого сплаву
Номер патенту: 60770
Опубліковано: 15.10.2003
Автори: Алімов Валерій Іванович, Шевелєв Олександр Іванович
МПК: C22B 19/00
Мітки: цинкалюмінієвого, сплаву, шихти, металевої, склад
Формула / Реферат:
1. Склад металевої шихти для цинкалюмінієвого сплаву, переважно призначеного для покриття металочерепиці, що містить цинк, алюміній і кремній, який відрізняється тим, що він містить вторинний цинк і силумін у вигляді сплаву (Αl+Si+Mg) при такому співвідношенні компонентів, мас. %: цинк вторинний 50-60 силумін (Αl+Si+Mg) 15-20 алюміній ...
Спосіб брикетування металевої стружки
Номер патенту: 76634
Опубліковано: 15.08.2006
Автори: Пєнза Валєрій Ніколаєвіч, Амельянчік Євгєній Станіславовіч, Дьяконов Олєг Міхайловіч, Гагасов Алєксандр Матвєєвіч
МПК: B30B 9/32, C22B 1/243, C22B 1/248
Мітки: стружки, металевої, спосіб, брикетування
Формула / Реферат:
Спосіб брикетування металевої стружки, що включає іі подрібнення, очищення, нагрівання, уведення шламу, зв'язуючого матеріалу, змішування та ущільнення в прес-формі, який відрізняється тим, що як зв'язуючий матеріал використовують водно-цементну пасту 30-40%-ої концентрації в кількості 4-7% від маси брикету.
Спосіб одержання шихти для електричних контактів
Номер патенту: 48315
Опубліковано: 15.08.2002
Автори: Котур Марія Григорівна, Кунтий Орест Іванович, Козак Степан Іванович, Срібний Василь Михайлович, Стасишин Ярослав Романович
Мітки: шихти, спосіб, одержання, електричних, контактів
Формула / Реферат:
1. Спосіб одержання шихти для електричних контактів з двох компонентів, принаймні один з яких є металом, який відрізняється тим, що на метал у вигляді дисперсного порошку здійснюють електрохімічне нанесення іншого металу із розчину його солі, одержаний модифікований порошок відділяють, промивають, висушують.2. Спосіб за п. 1, який відрізняється тим, що нанесений метал перетворюють в оксид нагріванням на повітрі.
Спосіб отримання коксу з суміші вугільної шихти та коксового дрібняка
Номер патенту: 66400
Опубліковано: 17.05.2004
Автори: Войтенко Борис Іванович, Чернишов Юрій Олексійович, Маковський Володимир Федорович, Рубчевський Валерій Миколайович, Дюканов Анатолій Гаврилович, Неманіхін Володимир Валентинович
МПК: C10B 57/00, C10L 5/00
Мітки: спосіб, отримання, дрібняка, вугільної, шихти, коксу, коксового, суміші
Формула / Реферат:
Спосіб отримання коксу із суміші вугільної шихти та коксового дрібняка, що включає подрібнення компонентів вугільної шихти і коксового дрібняка, їх наступне змішування і коксування, який відрізняється тим, що коксовий дрібняк подрібнюють разом із частиною компонента вугільної шихти - жирним вугіллям, взятим у співвідношенні 1:(0,4-1) до крупності часток 0,5-0,7 мм і вводять у попередньо подрібнену шихту.
Спосіб завантаження мідної шихти у відбивну піч
Номер патенту: 5942
Опубліковано: 15.03.2005
Автори: Клюєв Сергій Петрович, Шпаковский Вадим Олександрович
МПК: C22B 15/00
Мітки: завантаження, шихти, відбивну, спосіб, піч, мідної
Формула / Реферат:
1. Спосіб завантаження мідної шихти у відбивну піч, що включає попереднє нагрівання печі до температури 900 - 1000 оС основним пальником, ввімкнутим на повну потужність, і наступне завантаження мідної шихти через завантажувальне вікно, який відрізняється тим, що під час попереднього нагрівання і наступного завантаження мідної шихти піч через фурми постійно продувають стисненим повітрям, при цьому в процесі завантаження мідної шихти та при її...
Попередній патент: Спосіб надлишкових вимірювань дальності
Наступний патент: Спосіб одержання молочно-вівсяного напою
Випадковий патент: Різальний апарат