Спосіб обробки сталевих виробів
Номер патенту: 38863
Опубліковано: 15.03.2004
Автори: Лапшин Володимир Ілліч, Шулаєв Валерій Михайлович, Волобуєв Олександр Іванович
Формула / Реферат
1. Спосіб обробки сталевих виробів, який включає створення контакту виробу із вуглецевим матеріалом, нагрівання виробу, відпал та наступне охолодження, який відрізняється тим, що перед створенням контакту здійснюють обробку поверхні виробу шляхом бомбардування її іонами інертного газу, контакт вуглецевого матеріалу з виробом створюють шляхом осаджування у вакуумі вуглецевого матеріалу на оброблену поверхню з утворенням плівки, нагрівання та відпал проводять при тиску не більше 10-3 Па, причому відпал проводять при температурі, нижчій від температури евтектичного плавлення та вищій від температури альфа-гамма переходу.
2. Спосіб за п. 1, який відрізняється тим, що наступне охолодження проводять у середовищі інертного газу при тиску 105 Па.
3. Спосіб за п. 1, який відрізняється тим, що наступне охолодження проводять у маслі.
Текст
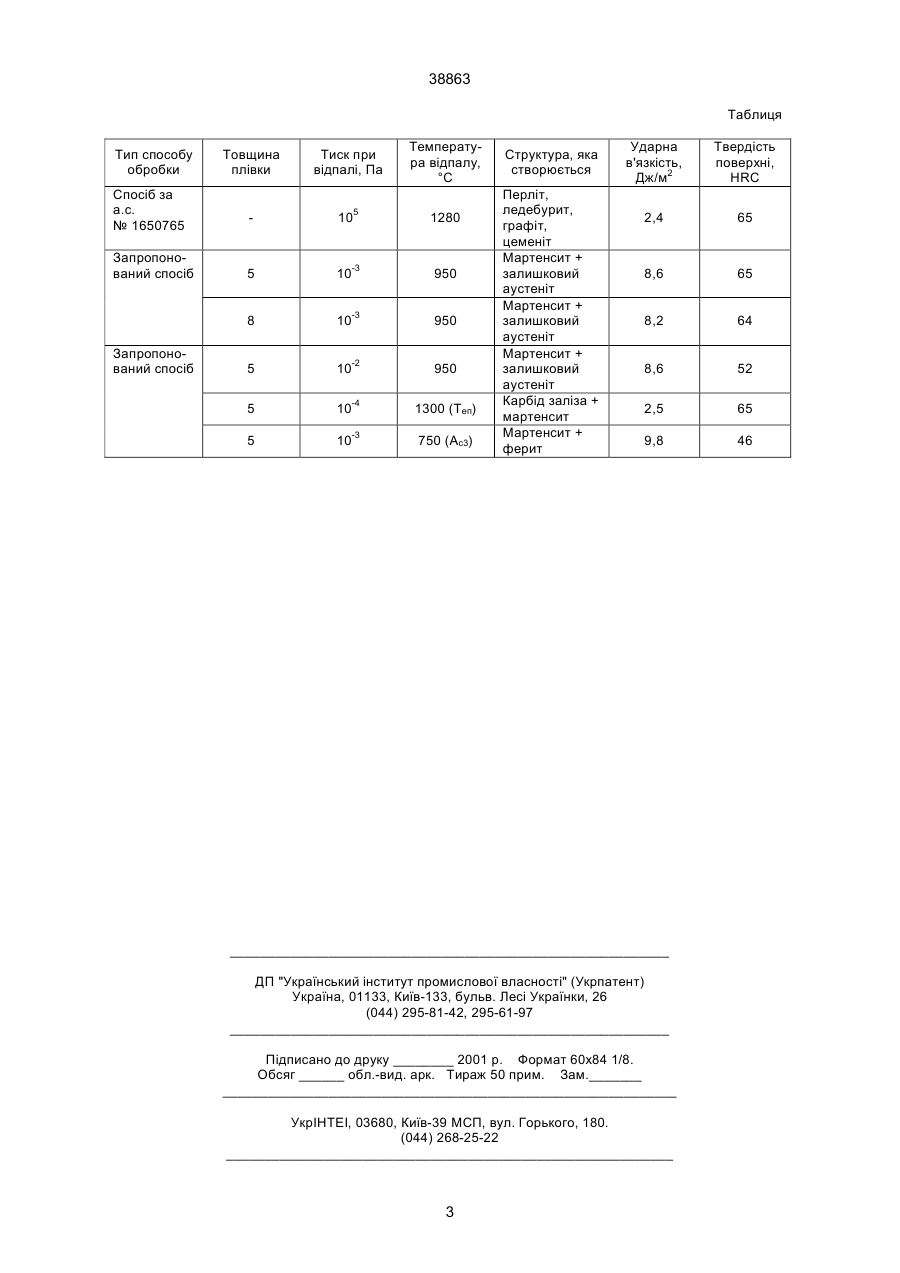
1. Спосіб обробки сталевих виробів, який включає створення контакту виробу із вуглецевим матеріалом, нагрівання виробу, відпал та наступне охолодження, який відрізняється тим, що перед створенням контакту здійснюють обробку поверхні 38863 великої кількості евтектичних карбідів заліза (ледебуріта), підвищується ламкість зміцненого шару, знижується стійкість виробу в умовах зносу навіть при малих ударних навантаженнях. Ці вади обумовлюють низьку ударну в'язкість виробу. В основу винаходу поставлено задачу удосконалити спосіб обробки сталевих виробів: шляхом створення плівки з вуглецевого матеріалу на поверхні виробу та забезпечення між ними адгезійного зчеплення, а також проведення за визначеними режимами наступної обробки, підвищити ударну в'язкість виробу при збереженні високої твердості. Поставлена задача вирішується у способі обробки сталевих виробів, який включає створення контакту виробу із вуглецевим матеріалом, нагрівання виробу, відпал та наступне охолодження. Згідно з винаходом перед створенням контакту, здійснюють обробку поверхні виробу шляхом бомбардування її іонами інертного газу, контакт вуглецевого матеріалу із виробом створюють шляхом осаджування у вакуумі вуглецевого матеріалу на оброблену поверхню з утворенням плівки, нагрівання та відпал проводять при тиску не більш 10-3 Па, причому відпал проводять при температурі, нижчій за температуру евтектичного плавлення (Teп) та вищій за температуру альфа-гамма переходу (Ас3). Оптимальним середовищем для наступного охолодження є інертний газ при тиску 105 Па або масло. Обробка поверхні виробу шляхом бомбардування її іонами інертного газу дозволяє створити умови, які забезпечують при наступному осадженні вуглецевого матеріалу у вигляді плівки її повне адгезійне зчеплення із поверхнею виробу. У такому випадку, при наступному відпалі при температурі нижче Теп і вище температури Ас3, забезпечуються сприятливі умови для дифузії вуглецю крізь межу розподілу плівка - виріб. Нагрівання та відпал при тиску не більш 10-3 Па заважає окисненню вуглецевої плівки та поверхні виробу та забезпечує створення однорідного зміцненого шару, а подальше охолодження сприяє створенню у сталевому виробу структури, яка має високу твердість та малу ламкість, що обумовлює високу ударну в'язкість виробу. Вибір інертного газу при тиску 105 Па або масла як оптимальне середовище для охолодження виробу обумовлений необхідністю забезпечення критичної швидкості охолодження для отримання поверхні з високою твердістю. Проведення нагрівання та відпалу у вакуумі при тиску більш 10-3 Па веде до окиснення вугле цевої плівки та поверхні виробу, що у підсумку визначає низьку твердість сталевого виробу. Проведення відпалу при температурі вище Teп веде до створення у структурі шару великої кількості евтектичних карбідів заліза, що підвищує ламкість зміцненого шару та обумовлює низьку ударну в'язкість виробу. При проведенні відпалу при температурі нижче температури Ас3 процеси дифузії у альфа-фазу йдуть повільно, що веде до недостатньої глибини зміцненого шару та визначає низьку твердість. Приклад 1. Виріб із сталі марки 18ХГТ розміром 55х10х10 мм розташовують у вакуумній камері, оснащену джерелом високої напруги, відкачують її, напускають аргон до тиску 2·10-1 Па та здійснюють очищення поверхні виробу бомбардуванням іонами азоту при напрузі 950 В та температурі 450°С. Далі у цій камері у плазмі суміші газів метан-водень при тиску 5·10-3 Па та потенціалі 80 В, для отримання глибини зміцнення, яка дорівнює1,3 мм, на поверхню виробу наносять вуглецеву плівку товщиною 5 мкм. Температура виробу при цьому складає 400°С. Потім виріб нагрівають у вакуумі при тиску 10-3 Па до 950°С (0,75Теп) витримують при цій температурі протягом 5 годин, охолоджують до температури 870°С та здійснюють загартування у потоці газоподібного азоту при тиску 105 Па. Після охолодження виріб витягують з вакуумної камери. Ударна в'язкість такого виробу складає 8,6 Дж/м2. Приклад 2. На виріб із сталі, що описаний у прикладі 1 та очищений таким чином та при таких самих умовах, як і у прикладі 1, для отримання глибини зміцнення, яка дорівнює 1,8 мм, наносять вуглецеву плівку товщиною 8 мкм. Температура виробу при цьому складає 400°С. Потім виріб нагрівають у вакуумі при тиску 10-3 Па до 950°С витримують при цій температурі протягом 5 годин, охолоджують до температури 870°С та здійснюють загартування у потоці газоподібного азоту при тиску 105 Па. Після охолодження виріб витягують з вакуумної камери. Ударна в'язкість такого виробу складає 8,2 Дж/м2. Випробування на ударну в'язкість проводять на призматичних зразках розміром 55х10х10 мм без надрізу за допомогою маятникового копра моделі КМ-30. Результати іспитів наведені у таблиці. Таким чином, запропонований спосіб, порівняно зі способом, обраним як прототип, дозволяє підвищити ударну в'язкість сталевих виробів із збереженням твердості поверхні. 2 38863 Таблиця Тип способу обробки Спосіб за а.с. № 1650765 Товщина плівки Тиск при відпалі, Па 5 Температура відпалу, °С Запропонований спосіб 10 1280 5 10-3 950 8 Запропонований спосіб 10-3 950 5 10-2 950 5 10-4 1300 (Теп) 5 10-3 750 (Ас3) Структура, яка створюється Перліт, ледебурит, графіт, цеменіт Мартенсит + залишковий аустеніт Мартенсит + залишковий аустеніт Мартенсит + залишковий аустеніт Карбід заліза + мартенсит Мартенсит + ферит Ударна в'язкість, Дж/м2 Твердість поверхні, HRC 2,4 65 8,6 65 8,2 64 8,6 52 2,5 65 9,8 46 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for processing steel articles
Автори англійськоюShulaiev Valerii Mykhailovych
Назва патенту російськоюСпособ обработки стальных изделий
Автори російськоюШулаев Валерий Михайлович
МПК / Мітки
МПК: C23C 8/02, C23C 8/06, C23C 8/80
Мітки: сталевих, спосіб, обробки, виробів
Код посилання
<a href="https://ua.patents.su/3-38863-sposib-obrobki-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталевих виробів</a>
Спосіб поверхневої обробки сталевих виробів
Номер патенту: 42503
Опубліковано: 15.10.2001
Автори: Алімов Валерій Іванович, Кримов Віталій Миколайович, Беліков Олександр Миколайович
МПК: C23C 8/08
Мітки: поверхневої, спосіб, обробки, виробів, сталевих
Формула / Реферат:
Спосіб поверхневої обробки сталевих виробів, переважно різального інструменту, який включає насичення вуглецем поверхні, який відрізняється тим, що перед насиченням вуглецем на поверхню виробу з низьковуглецевої сталі наносять обмазку, яка містить легуючі елементи, що входять до складу інструментальної сталі, а насичення вуглецем поверхні здійснюють вуглецевою плазмою до вмісту 0,7-0,95 %.
Спосіб обробки сталевих виробів у газових середовищах

Номер патенту: 54658
Опубліковано: 17.03.2003
Автори: Гаєвий Олександр Олександрович, Ткаченко Микола Степанович, Буравльов Юрій Матвійович, Мілосласький Олександр Григорович, Іваніцин Микола Петрович
Мітки: виробів, спосіб, обробки, середовищах, сталевих, газових
Формула / Реферат:
Спосіб обробки сталевих виробів у газових середовищах, що включає попереднє оксидування та наступну хіміко-термічну обробку, який відрізняється тим, що попереднє оксидування ведуть у потоці повітря при температурі 800-1000°С протягом 10 хвилин, після чого проводять короткочасну цементацію.
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Семенов Олег Сергійович, Краснобрижев Віктор Георгійович, Шварцман Леонід Якович
Мітки: виробів, термічної, обробки, спосіб, сталевих
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб обробки сталевих виробів у газових середовищах
Номер патенту: 63105
Опубліковано: 15.01.2004
Автори: Буравлев Юрій Матвійович, Милославський Олександр Григорович, Демянюк Оксана Олегівна, Ткаченко Микола Степанович, Іваніцин Микола Петрович
Мітки: спосіб, середовищах, обробки, сталевих, газових, виробів
Формула / Реферат:
Винахід відноситься до металургії, конкретно до способу прискорення хіміко-термічної обробки (ХТО) сталей, і може бути застосований при короткочасному азотуванні сталевих виробів.Відомий спосіб ХТО металевих виробів, що включає попереднє нанесення на поверхню виробів шаруючи оксидів металу і насичення їхньої поверхні азотом у газовому середовищі при температурі 500-800°С /1/.Недоліком цього способу є необхідність попереднього...
Спосіб обробки скляних виробів та листового скла
Номер патенту: 28933
Опубліковано: 16.10.2000
Автор: Магєрамов Рафік Іскандеровіч
МПК: C03C 15/00, C03C 23/00
Мітки: скла, спосіб, обробки, листового, виробів, скляних
Формула / Реферат:
Спосіб обробки скляних виробів та листового скла, що полягає у хімічній обробці поверхневої плівки скляного виробу, який відрізняється тим, що скляні вироби та листове скло обробляють у насиченому лужному розчині при температурі за Цельсієм від 76 до 80 градусів з урахуванням витримки виробу у розчині при зазначеній температурі від 6 до 8 годин.
Попередній патент: Спосіб одержання хірального аміна
Наступний патент: Касета для вертикального цинкування металопрокату в свинцево-цинковому розплаві
Випадковий патент: Стаціонарна буйкова станція