Спосіб обробки сталевих виробів у газових середовищах
Номер патенту: 63105
Опубліковано: 15.01.2004
Автори: Ткаченко Микола Степанович, Демянюк Оксана Олегівна, Буравлев Юрій Матвійович, Іваніцин Микола Петрович, Милославський Олександр Григорович
Формула / Реферат
Винахід відноситься до металургії, конкретно до способу прискорення хіміко-термічної обробки (ХТО) сталей, і може бути застосований при короткочасному азотуванні сталевих виробів.
Відомий спосіб ХТО металевих виробів, що включає попереднє нанесення на поверхню виробів шаруючи оксидів металу і насичення їхньої поверхні азотом у газовому середовищі при температурі 500-800°С /1/.
Недоліком цього способу є необхідність попереднього готування оксидів металу і суміші оксиду заліза чи суміші заліза з оксидами алюмінію чи калію, погіршення екології, дестабілізації пічної атмосфери і, як наслідок, скорочення терміну служби нагрівальних і інших елементів пічного устаткування. Зазначений процес не забезпечує корозійну стійкість зразка і не може бути застосованим у масовому виробництві.
Найбільш близьким до пропонованого за технічним рішенням, обраним як прототип, є спосіб азотування сталевих виробів після попереднього окислювання /2/. Попереднє окислювання зразків робили в інтервалі температур 550-620°С протягом 5-10хв. в атмосфері пару води безпосередньо перед азотуванням. Глибину зміцненого шару на зразках з попередньо окисленою поверхнею одержують більше, ніж на зразках з неокисленою поверхнею /2/.
Недоліком цього способу є недостатня товщина одержуваного шару, його характеристики на міцність.
В основу винаходу поставлена задача створення способу обробки сталевих виробів у газових середовищах перед короткочасною ХТО, який би забезпечував одержання дифузійного шару більшої товщини з підвищенням його твердості.
Поставлена задача вирішується тим, що в способі обробки сталей у газових середовищах, що включає попереднє окислювання поверхні протягом 10хв. і наступну хіміко-термічну обробку при температурі 550-600°3, попереднє оксидування ведуть у потоці повітря.
Вибір зазначеної атмосфери дозволяє збільшити товщину дифузійного шару в 1,5-2 рази для сталевих виробів при прийнятих умовах.
Приклад 1: Досліджували зразки Ст10 діаметром 10мм і довжиною 25мм після короткочасного попереднього оксидування в потоці повітря.
Обробку здійснювали при температурі 700°С протягом 5, 10, 20, 30 хвилин в атмосфері повітря.
Після оксидування в піч подавався аміак і проводили азотування зразків. При роботі з киснем трубчасту камеру протягом 1хв. продували аргоном.
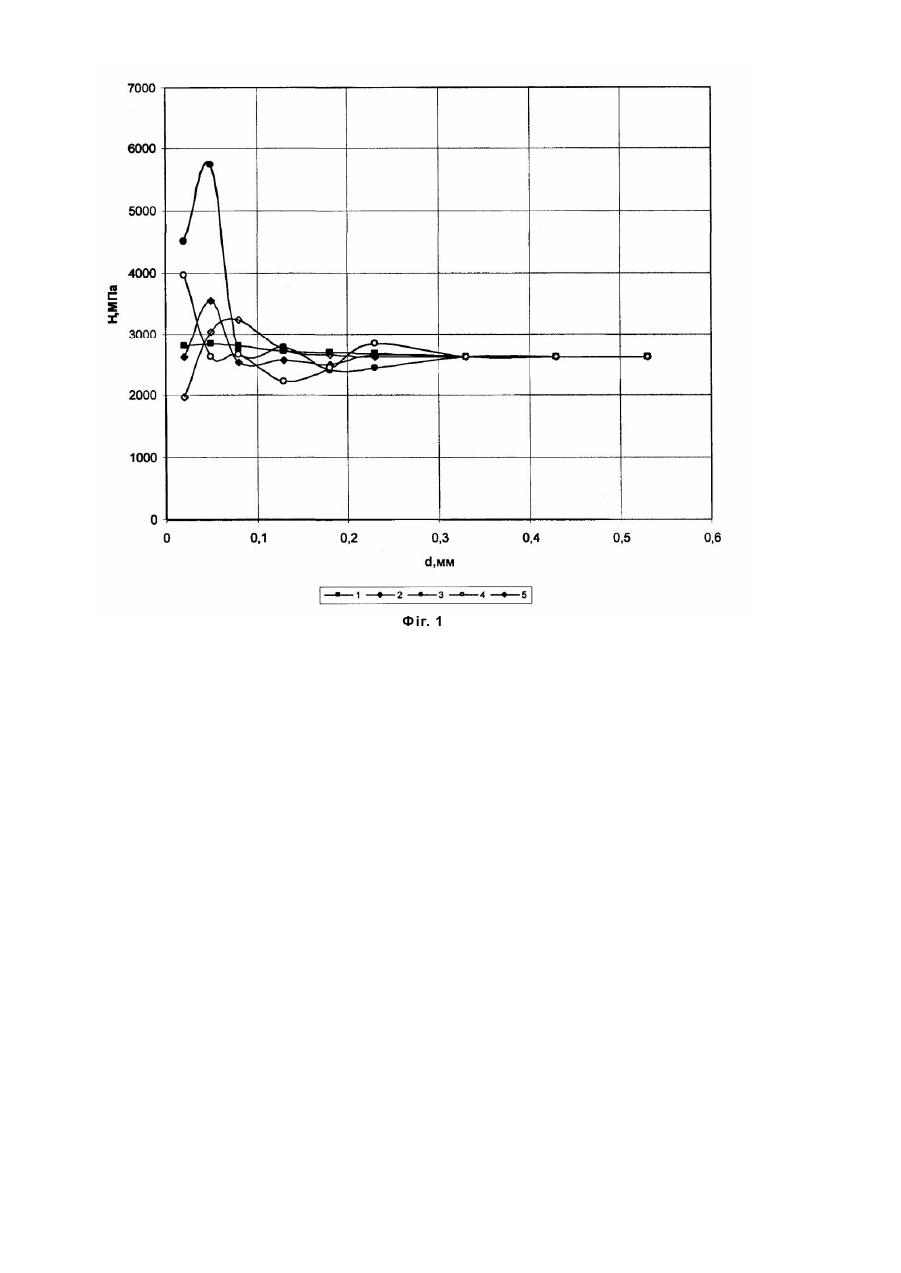
Потім зразки витягалися з печі, виготовлялися металографічні шліфи, травлення їх здійснювалося в 3%-му розчині азотної кислоти в етиловому спирті (3мл кислоти на 97мл спирту). Фотографії мікроструктури одержували на приладі "Neophot-2".
Для оцінки механічних властивостей, застосовувався метод виміру мікротвердості приладом "ПМТ-3" (навантаження 50г).
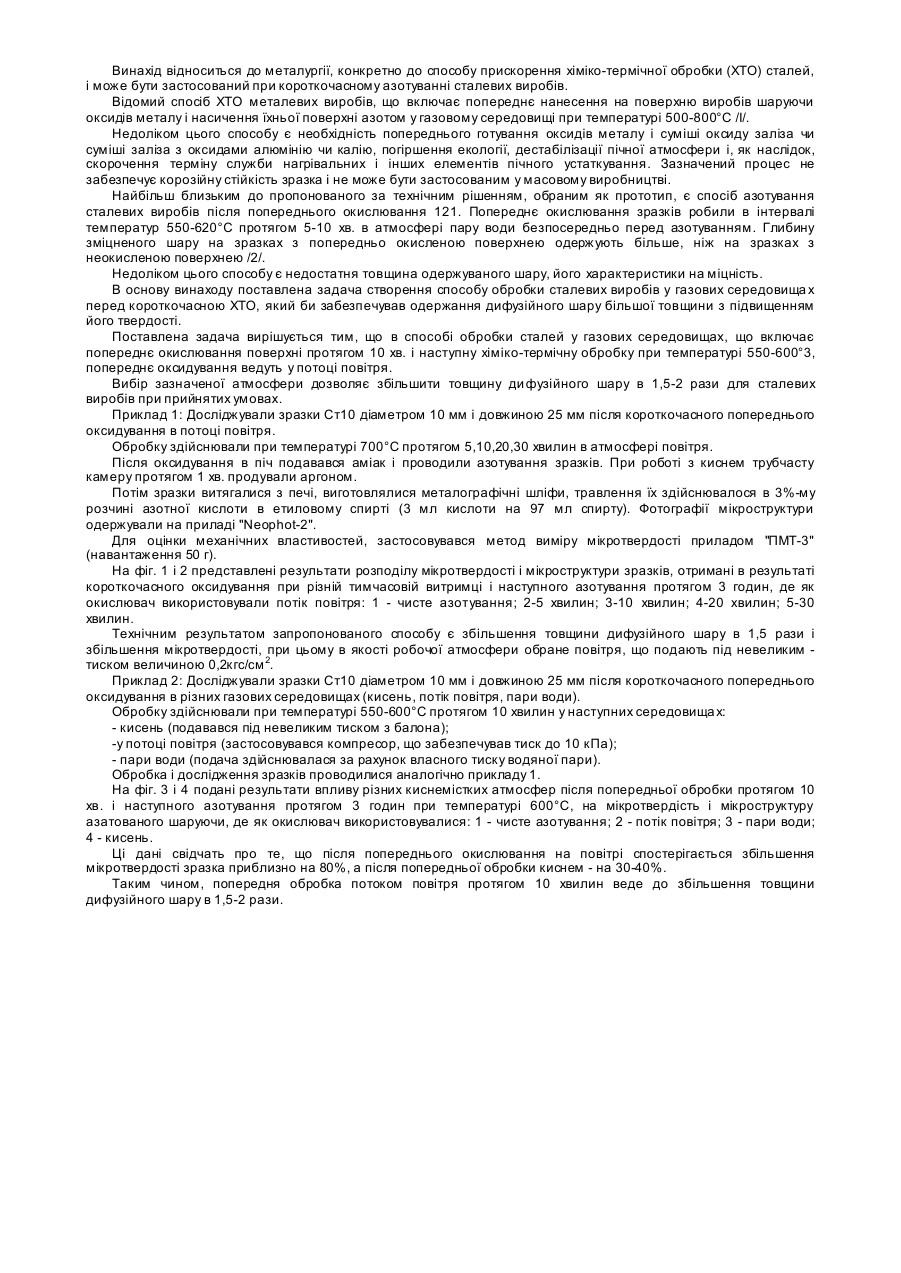
На фіг.1 і 2–6, представлені результати розподілу мікротвердості і мікроструктури зразків, отримані в результаті короткочасного оксидування при різній тимчасовій витримці і наступного азотування протягом 3 годин, де як окислювач використовували потік повітря: 1 - чисте азотування; 2-5 хвилин; 3-10 хвилин; 4-20 хвилин; 5-30 хвилин.
Технічним результатом запропонованого способу є збільшення товщини дифузійного шару в 1,5 рази і збільшення мікротвердості, при цьому в якості робочої атмосфери обране повітря, що подають під невеликим - тиском величиною 0,2кгс/см2.
Приклад 2: Досліджували зразки Ст10 діаметром 10мм і довжиною 25мм після короткочасного попереднього оксидування в різних газових середовищах (кисень, потік повітря, пари води).
Обробку здійснювали при температурі 550-600°С протягом 10 хвилин у наступних середовищах:
- кисень (подавався під невеликим тиском з балона);
-у потоці повітря (застосовувався компресор, що забезпечував тиск до 10кПа);
- пари води (подача здійснювалася за рахунок власного тиску водяної пари).
Обробка і дослідження зразків проводилися аналогічно прикладу 1.
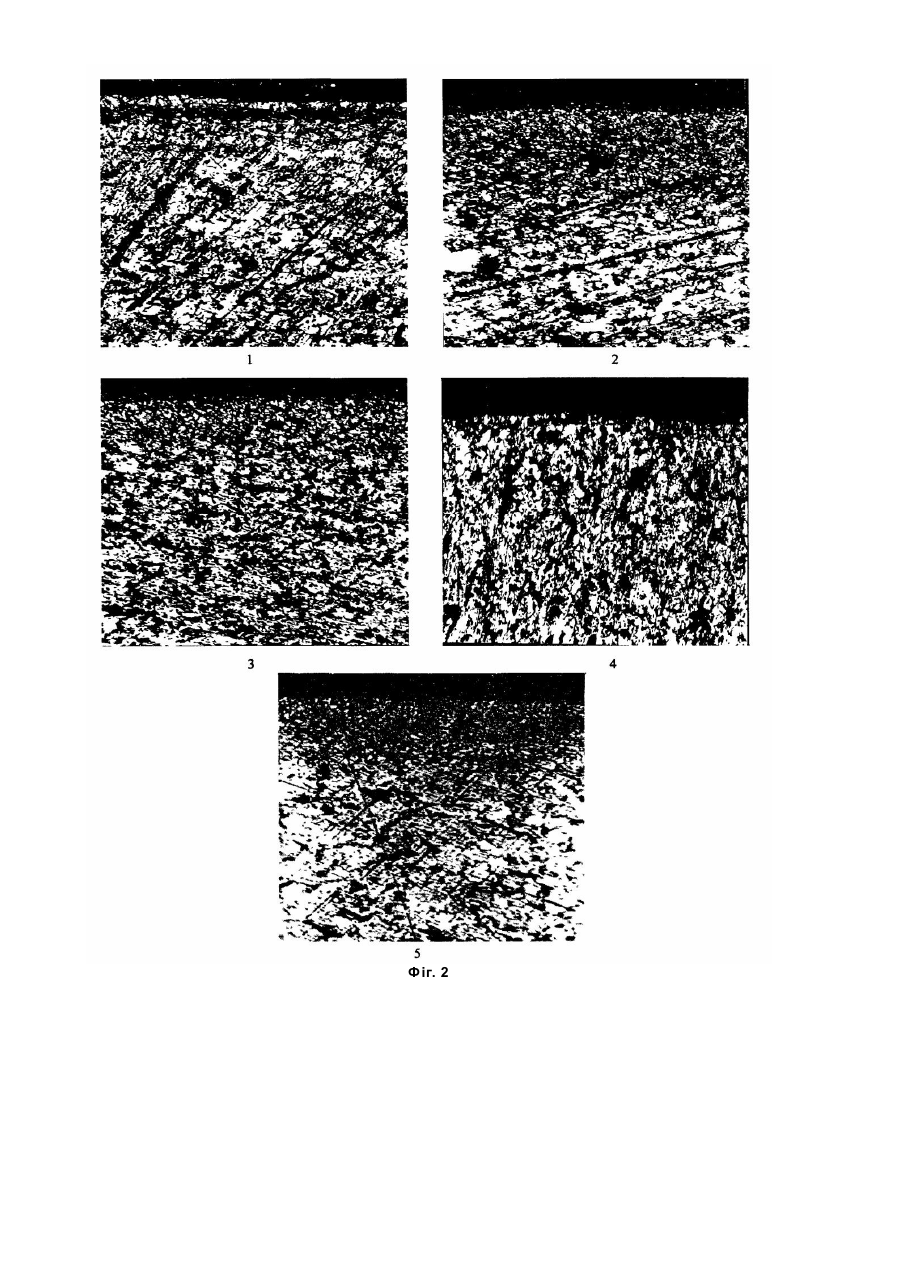
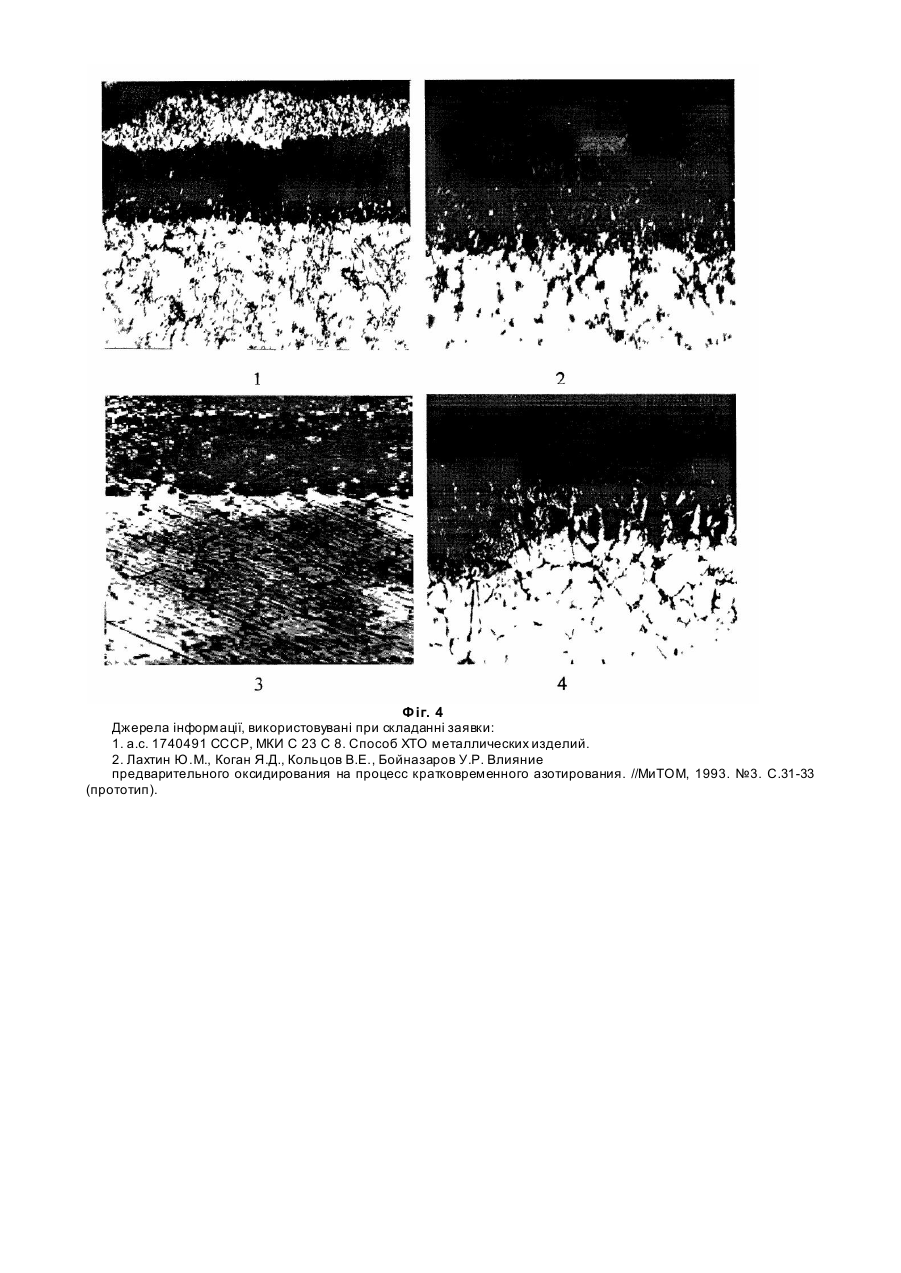
На фіг.7 і 8-11 подані результати впливу різних киснемістких атмосфер після попередньої обробки протягом 10хв. і наступного азотування протягом 3 годин при температурі 600°С, на мікротвердість і мікроструктуру азатованого шаруючи, де як окислювач використовувалися: 1 - чисте азотування; 2 - потік повітря; 3 - пари води; 4 - кисень.
Ці дані свідчать про те, що після попереднього окислювання на повітрі спостерігається збільшення мікротвердості зразка приблизно на 80%, а після попередньої обробки киснем - на 30-40%.
Таким чином, попередня обробка потоком повітря протягом 10 хвилин веде до збільшення товщини дифузійного шару в 1,5-2 рази.
Джерела інформації, використовувані при складанні заявки:
1. А.с. 1740491 СССР Способ ХТО металлических изделий.
2. Лахтин Ю.М., Коган Я.Д., Кольцов В.Е., Бойназаров У.Р. Влияние
предварительного оксидирования на процесс кратковременного азотирования. //МиТОМ, 1993. №3. С.31-33 (прототип).
Текст
Винахід відноситься до металургії, конкретно до способу прискорення хіміко-термічної обробки (ХТО) сталей, і може бути застосований при короткочасному азотуванні сталевих виробів. Відомий спосіб ХТО металевих виробів, що включає попереднє нанесення на поверхню виробів шаруючи оксидів металу і насичення їхньої поверхні азотом у газовому середовищі при температурі 500-800°С /І/. Недоліком цього способу є необхідність попереднього готування оксидів металу і суміші оксиду заліза чи суміші заліза з оксидами алюмінію чи калію, погіршення екології, дестабілізації пічної атмосфери і, як наслідок, скорочення терміну служби нагрівальних і інших елементів пічного устаткування. Зазначений процес не забезпечує корозійну стійкість зразка і не може бути застосованим у масовому виробництві. Найбільш близьким до пропонованого за технічним рішенням, обраним як прототип, є спосіб азотування сталевих виробів після попереднього окислювання 121. Попереднє окислювання зразків робили в інтервалі температур 550-620°С протягом 5-10 хв. в атмосфері пару води безпосередньо перед азотуванням. Глибину зміцненого шару на зразках з попередньо окисленою поверхнею одержують більше, ніж на зразках з неокисленою поверхнею /2/. Недоліком цього способу є недостатня товщина одержуваного шару, його характеристики на міцність. В основу винаходу поставлена задача створення способу обробки сталевих виробів у газових середовища х перед короткочасною ХТО, який би забезпечував одержання дифузійного шару більшої товщини з підвищенням його твердості. Поставлена задача вирішується тим, що в способі обробки сталей у газових середовищах, що включає попереднє окислювання поверхні протягом 10 хв. і наступну хіміко-термічну обробку при температурі 550-600°3, попереднє оксидування ведуть у потоці повітря. Вибір зазначеної атмосфери дозволяє збільшити товщину ди фузійного шару в 1,5-2 рази для сталевих виробів при прийнятих умовах. Приклад 1: Досліджували зразки Ст10 діаметром 10 мм і довжиною 25 мм після короткочасного попереднього оксидування в потоці повітря. Обробку здійснювали при температурі 700°С протягом 5,10,20,30 хвилин в атмосфері повітря. Після оксидування в піч подавався аміак і проводили азотування зразків. При роботі з киснем трубчасту камеру протягом 1 хв. продували аргоном. Потім зразки витягалися з печі, виготовлялися металографічні шліфи, травлення їх здійснювалося в 3%-му розчині азотної кислоти в етиловому спирті (3 мл кислоти на 97 мл спирту). Фотографії мікроструктури одержували на приладі "Neophot-2". Для оцінки механічних властивостей, застосовувався метод виміру мікротвердості приладом "ПМТ-3" (навантаження 50 г). На фіг. 1 і 2 представлені результати розподілу мікротвердості і мікроструктури зразків, отримані в результаті короткочасного оксидування при різній тимчасовій витримці і наступного азотування протягом 3 годин, де як окислювач використовували потік повітря: 1 - чисте азотування; 2-5 хвилин; 3-10 хвилин; 4-20 хвилин; 5-30 хвилин. Технічним результатом запропонованого способу є збільшення товщини дифузійного шару в 1,5 рази і збільшення мікротвердості, при цьому в якості робочої атмосфери обране повітря, що подають під невеликим тиском величиною 0,2кгс/см 2. Приклад 2: Досліджували зразки Ст10 діаметром 10 мм і довжиною 25 мм після короткочасного попереднього оксидування в різних газових середовищах (кисень, потік повітря, пари води). Обробку здійснювали при температурі 550-600°С протягом 10 хвилин у наступних середовища х: - кисень (подавався під невеликим тиском з балона); -у потоці повітря (застосовувався компресор, що забезпечував тиск до 10 кПа); - пари води (подача здійснювалася за рахунок власного тиску водяної пари). Обробка і дослідження зразків проводилися аналогічно прикладу 1. На фіг. 3 і 4 подані результати впливу різних киснемістких атмосфер після попередньої обробки протягом 10 хв. і наступного азотування протягом 3 годин при температурі 600°С, на мікротвердість і мікроструктуру азатованого шаруючи, де як окислювач використовувалися: 1 - чисте азотування; 2 - потік повітря; 3 - пари води; 4 - кисень. Ці дані свідчать про те, що після попереднього окислювання на повітрі спостерігається збільшення мікротвердості зразка приблизно на 80%, а після попередньої обробки киснем - на 30-40%. Таким чином, попередня обробка потоком повітря протягом 10 хвилин веде до збільшення товщини дифузійного шару в 1,5-2 рази. Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 Джерела інформації, використовувані при складанні заявки: 1. а.с. 1740491 СССР, МКИ С 23 С 8. Способ ХТО металлических изделий. 2. Лахтин Ю.М., Коган Я.Д., Кольцов В.Е., Бойназаров У.Р. Влияние предварительного оксидирования на процесс кратковременного азотирования. //МиТОМ, 1993. №3. С.31-33 (прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for treatment of steel articles in gas media
Автори англійськоюIvanitsyn Mykola Petrovych, Tkachenko Mykola Stepanovych
Назва патенту російськоюСпособ обработки стальных изделий в газовых средах
Автори російськоюИваницын Николай Петрович, Ткаченко Николай Степанович
МПК / Мітки
Мітки: обробки, середовищах, спосіб, виробів, газових, сталевих
Код посилання
<a href="https://ua.patents.su/5-63105-sposib-obrobki-stalevikh-virobiv-u-gazovikh-seredovishhakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталевих виробів у газових середовищах</a>
Спосіб обробки сталевих виробів у газових середовищах

Номер патенту: 54658
Опубліковано: 17.03.2003
Автори: Ткаченко Микола Степанович, Гаєвий Олександр Олександрович, Іваніцин Микола Петрович, Мілосласький Олександр Григорович, Буравльов Юрій Матвійович
Мітки: газових, виробів, спосіб, сталевих, обробки, середовищах
Формула / Реферат:
Спосіб обробки сталевих виробів у газових середовищах, що включає попереднє оксидування та наступну хіміко-термічну обробку, який відрізняється тим, що попереднє оксидування ведуть у потоці повітря при температурі 800-1000°С протягом 10 хвилин, після чого проводять короткочасну цементацію.
Спосіб поверхневої обробки сталевих виробів
Номер патенту: 42503
Опубліковано: 15.10.2001
Автори: Алімов Валерій Іванович, Беліков Олександр Миколайович, Кримов Віталій Миколайович
МПК: C23C 8/08
Мітки: виробів, поверхневої, сталевих, спосіб, обробки
Формула / Реферат:
Спосіб поверхневої обробки сталевих виробів, переважно різального інструменту, який включає насичення вуглецем поверхні, який відрізняється тим, що перед насиченням вуглецем на поверхню виробу з низьковуглецевої сталі наносять обмазку, яка містить легуючі елементи, що входять до складу інструментальної сталі, а насичення вуглецем поверхні здійснюють вуглецевою плазмою до вмісту 0,7-0,95 %.
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Шварцман Леонід Якович, Краснобрижев Віктор Георгійович, Семенов Олег Сергійович
Мітки: спосіб, обробки, сталевих, виробів, термічної
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Кобаско Микола Іванович, Гранкін Василь Ігнатович
МПК: C21D 1/34
Мітки: обробки, виробів, термічної, середовище, сталевих, гартівне
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Флюс для обробки поверхні сталевих виробів перед цинкуванням
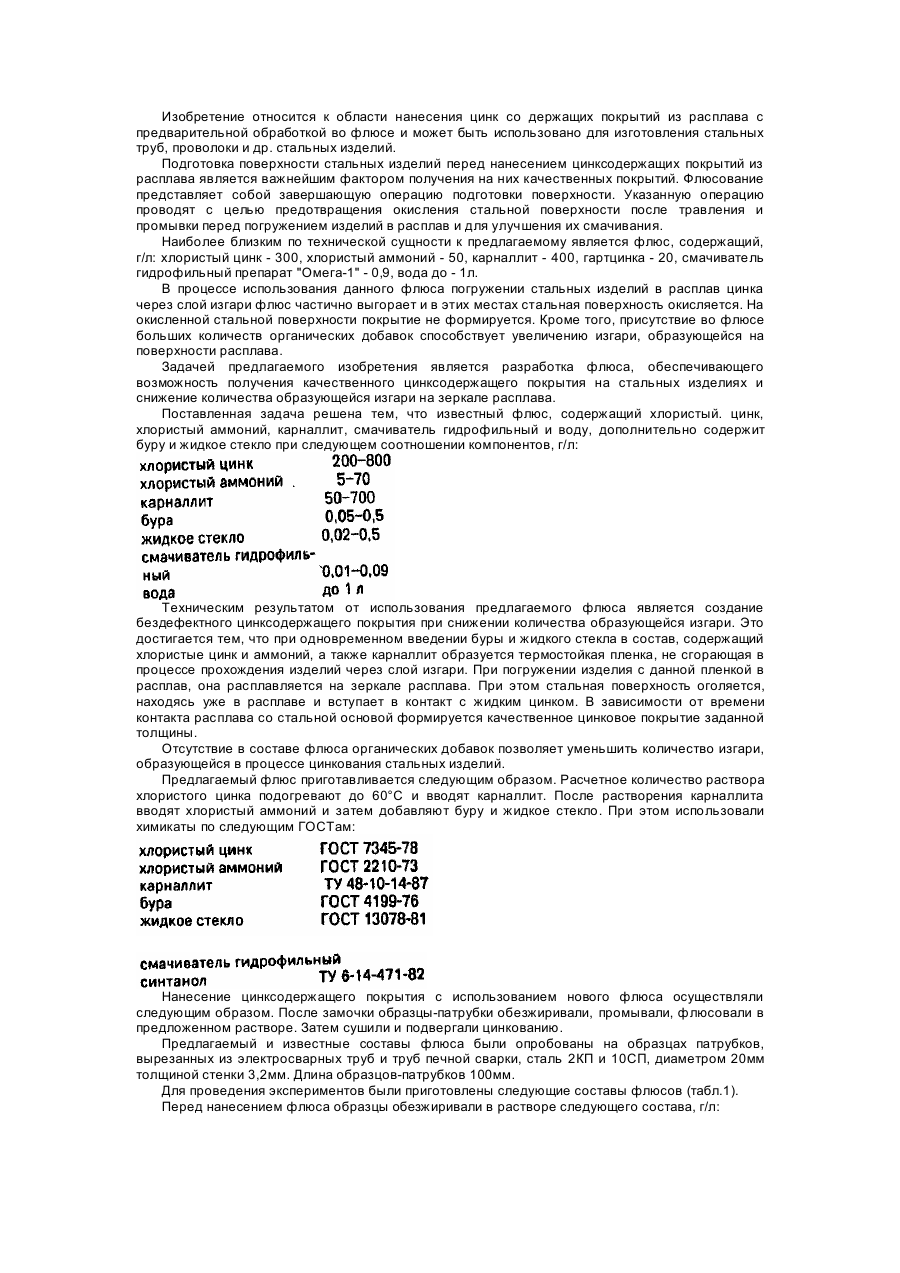
Номер патенту: 10122
Опубліковано: 30.09.1996
Автори: Вавілін Алєксандр Сєргєєвіч, Гладуш Василь Макарович, Солошенко Микола Павлович, Мітніков Ілля Юхимович, Канов Генадій Лаврентійович, Шулєжко Алєксєй Фьодоровіч, Зехов Сергій Васильович, Гончар Володимир Павлович, Ксаверчук Леонід Петрович, Сапунов Сєргєй Юрьєвіч, Проскуркін Євген Васильович
МПК: C23C 2/02, C23C 2/06, C23C 2/30
Мітки: виробів, сталевих, обробки, цинкуванням, поверхні, флюс
Формула / Реферат:
Флюс для обработки поверхности стальных изделий перед цинкованием, содержащий хлористый цинк, хлористый аммоний, карналлит, смачиватель гидрофильный и воду, отличающийся тем, что флюс дополнительно содержит буру и жидкое стекло при следующем соотношении компонентов, г/л:хлористый цинк 200-800хлористый аммоний 5-70карналлит ...
Попередній патент: Двошарова антикорозійна стрічка
Наступний патент: Склад твердого живильного середовища для культивування мікобактерій
Випадковий патент: Профіль для облицювання укосів