Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Краснобрижев Віктор Георгійович, Семенов Олег Сергійович, Шварцман Леонід Якович
Формула / Реферат
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Текст
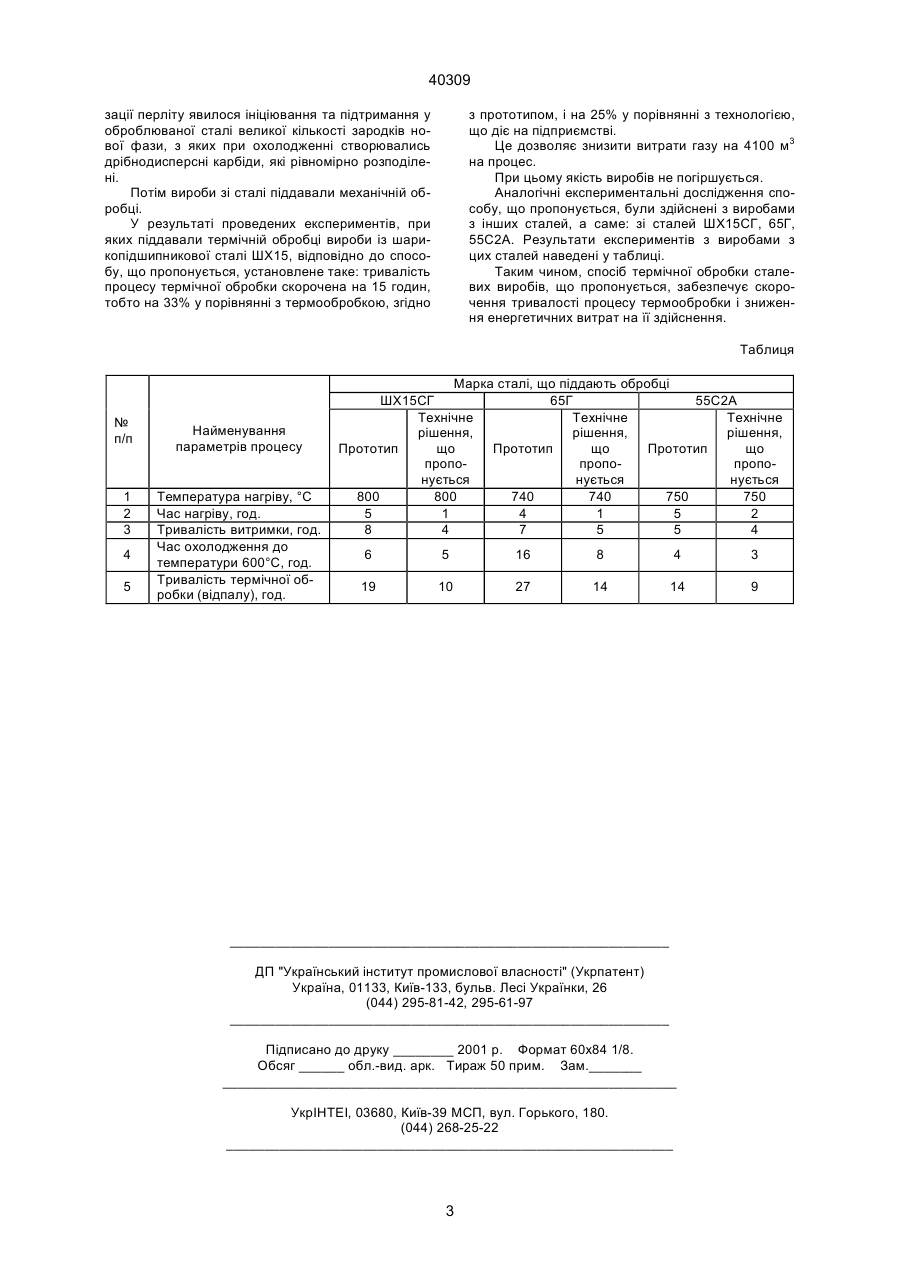
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів. (19) (21) 2000116851 (22) 30.11.2000 (24) 16.07.2001 (33) UA (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Шварцман Леонід Якович, Краснобрижев Віктор Георгійович, Семенов Олег Сергійович (73) Товариство з обмеженою відповідальністю "Науково-виробничий центр "Ресурси-2000", UA 40309 В основу винаходу поставлено задачу удосконалення способу термічної обробки сталевих виробів з використанням електромагнітного поля, в якому зміна послідовності виконання операцій, а також умов використання, дозволяє забезпечити можливість ініціювання та підтримання структуроутворення, що дозволяє прискорити цей процес і за рахунок цього скоротити тривалість термообробки, а також знизити енергетичні витрати на її здійснення. Поставлена задача вирішується тим, що у способі термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, відповідно до винаходу, новим є те, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів. Причинно-наслідковий зв'язок між сукупністю ознак технічного рішення, що пропонується, та технічним результатом, що досягається, полягає у тому, що зміна послідовності виконання операцій, а також умов їх використання у способі, що пропонується, а саме те, що: - на сталеві вироби діють електромагнітним полем; - для дії обирають електромагнітне поле з частотою, яка відповідає власній резонансній частоті оброблюваної сталі; - дію електромагнітним полем на сталеві вироби здійснюють перед відпалом, під час відпалу, а також при охолодженні виробів; в сукупності з відомими ознаками забезпечує можливість ініціювання та підтримання процесу структуроутворення, що скорочує тривалість відпалу і знижує енергетичні витрати на процес термообробки. Дія на сталеві вироби електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, забезпечує прискорення процесу структуроутворення при термообробці сталевих виробів. Це пов'язане з електромагнітною взаємодією між дискретними квантами енергії і частками матеріалу виробу. При дії резонансним електромагнітним полем відбувається, з великим ступенем імовірності, резонансне поглинання квантів енергії атомами, які внаслідок цього збуджуються. Електромагнітне поле з власною резонансною частотою оброблюваної сталі має достатні енергетичні ресурси, необхідні для ініціювання та підтримання процесів структуроутворення в сталі. Електромагнітна дія створює енергетичні умови для переважного розвитку нової структурної фази. Це відбувається за рахунок того, що кристалічна решітка структури переборює енергетичний бар'єр і перетворюється у решітку нової структури з іншим співвідношенням фаз. Крім того, енергія, що надається при дії резонансним електромагнітним полем, веде до зміцнення також за рахунок створення напружень в кристалічній решітці, які спричиняють посування дефектів та дислокацій. Зміна енергетичного рівня атомів матеріалу виробу, а також зміна стану структурних дефектів забезпечує зменшення кількості структурних де фектів, що сприяє удосконаленню кристалічної решітки. Отже, одержаний в результаті електромагнітної дії рівноважний стан характеризується новим розподілом дефектних комплексів та зниженим рівнем внутрішніх напружень і дозволяє одержати в сталі необхідні структурні зміни, що характерні для цієї марки сталі. Якісні і стійкі зміни в структурі сталі, що відбуваються під дією резонансного електромагнітного поля, призводять до змін властивостей сталі. Це забезпечує одержання сталевих виробів з необхідними для подальшої експлуатації властивостями. Таким чином, можливість ініціювання та підтримання структуроутворення дозволяє прискорити цей процес, а отже, і скоротити термічну обробку сталевих виробів. Експериментально встановлено, що найбільшого ефекту в процесі термічної обробки сталевих виробів можливо досягти при одночасній дії електромагнітного поля з частотою, що пропонується, а також термічного процесу. Це, очевидно, пов'язане з тим, що діють елетромагнітним полем в період активного структуроутворення. Таким чином, спосіб, що пропонується, забезпечує прискорення процесів структуроутворення, що дозволяє скоротити тривалість відпалу і, як наслідок, знизити енергетичні витрати, зокрема, витрати газу, на увесь процес термообробки. Спосіб термічної обробки сталевих виробів, який пропонується, було випробувано у калібрувальному цеху ВАТ "Дніпроспецсталь". При розробці способу були виконані експериментальні роботи на існуючому обладнанні підприємства. Як об'єкт дослідження використовували вироби у вигляді бунтів дроту або бунтів смуг. які одержані гарячою деформацією. Вироби виготовлені із шарикопідшипникової сталі ШХ15. Визначали будь-яким відомим методом власну резонансну частоту сталі. Дію електромагнітним полем на вироби починали перед термічною обробкою з частотою, яка відповідає власній резонансній частоті оброблюваної сталі. Електромагнітне поле створювали відомими способами, наприклад, за допомогою генератора, електромагнітного резонатора, лазера з насадкою, що модулює, енергоінформаційного індуктора. Потім сталеві вироби розміщували у газовій ковпаковій печі. метрологічне забезпечення якої здійснювали відомими методами. Після холодної продувки інертним газом, здійснювали нагрів сталевих виробів до температури 780-800°С, і витримку при цій температурі протягом 4 годин. Далі знижували температуру до 650°С. Охолоджували вироби поступово на повітрі. При цьому дію електромагнітним полем продовжували також при нагріві, при витримці і при охолодженні сталевих виробів. Резонансна електромагнітна дія з частотою, яка відповідає власній частоті сталі ШХ15, дозволяє прискорити структуроутворення і одержати необхідну для цієї сталі структуру за менший час. При термічній обробці виробів із шарикопідшипникової сталі одержані вироби зі структурою дрібного глобулярного перліту. Передумовою для аустені 2 40309 зації перліту явилося ініціювання та підтримання у оброблюваної сталі великої кількості зародків нової фази, з яких при охолодженні створювались дрібнодисперсні карбіди, які рівномірно розподілені. Потім вироби зі сталі піддавали механічній обробці. У результаті проведених експериментів, при яких піддавали термічній обробці вироби із шарикопідшипникової сталі ШХ15, відповідно до способу, що пропонується, установлене таке: тривалість процесу термічної обробки скорочена на 15 годин, тобто на 33% у порівнянні з термообробкою, згідно з прототипом, і на 25% у порівнянні з технологією, що діє на підприємстві. Це дозволяє знизити витрати газу на 4100 м3 на процес. При цьому якість виробів не погіршується. Аналогічні експериментальні дослідження способу, що пропонується, були здійснені з виробами з інших сталей, а саме: зі сталей ШХ15СГ, 65Г, 55С2А. Результати експериментів з виробами з цих сталей наведені у таблиці. Таким чином, спосіб термічної обробки сталевих виробів, що пропонується, забезпечує скорочення тривалості процесу термообробки і зниження енергетичних витрат на її здійснення. Таблиця № п/п 1 2 3 4 5 Найменування параметрів процесу Температура нагріву, °С Час нагріву, год. Тривалість витримки, год. Час охолодження до температури 600°С, год. Тривалість термічної обробки (відпалу), год. Марка сталі, що піддають обробці ШХ15СГ 65Г 55С2А Технічне Технічне Технічне рішення, рішення, рішення, Прототип що Прототип що Прототип що пропопропопропонується нується нується 800 800 740 740 750 750 5 1 4 1 5 2 8 4 7 5 5 4 6 5 16 8 4 3 19 10 27 14 14 9 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of steel articles
Автори англійськоюShvartsman Leonid Yakovych, Krasnobryzhev Viktor Heorhiiovych, Semenov Oleh Serhiiovych
Назва патенту російськоюСпособ термической обработки стальных изделий
Автори російськоюШварцман Леонид Яковлевич, Краснобрыжев Виктор Георгиевич, Семенов Олег Сергеевич
МПК / Мітки
Мітки: обробки, сталевих, термічної, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/3-40309-sposib-termichno-obrobki-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевих виробів</a>
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, B21H 1/00, C21D 1/18
Мітки: обробки, термічної, виробів, спосіб
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18, C21D 1/84
Мітки: виробів, спосіб, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Кобаско Микола Іванович, Гранкін Василь Ігнатович
МПК: C21D 1/34
Мітки: виробів, сталевих, термічної, гартівне, обробки, середовище
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Спосіб термічної обробки протяжних виробів
Номер патенту: 21311
Опубліковано: 02.12.1997
Автори: Дворецький Олександр Анатолійович, Ганзуленко Сергій Михайлович, Калєгов Валерій Васильович, Євдокимов Геннадій Григорович, Корольов Володимир Миколайович, Шустов Борис Миколайович
МПК: C21D 9/52
Мітки: протяжних, обробки, спосіб, термічної, виробів
Формула / Реферат:
1. Спосіб термічної обробки протяжних виробів, який містить нагрів до температури аустені-зації, ізотермічну витримку у захисній атмосфері, інтенсивне охолодження до температури стабілізації структури, остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що ізотермічну витримку у захисній атмосфері здійснюють після інтенсивного охолодження, що виконують східчасте у потоці охолоджуючої рідини, при цьому...
Пристрій для термічної обробки та копчення ковбасних виробів
Номер патенту: 29193
Опубліковано: 16.10.2000
Автори: Усатенко Ніна Федорівна, Корнієнко Микола Іванович, Андреєва Людмила Данилівна, Єресько Георгій Олексійович
МПК: A23B 4/044
Мітки: ковбасних, обробки, пристрій, копчення, виробів, термічної
Формула / Реферат:
Пристрій для термічної обробки та копчення ковбасних виробів, що містить теплоізольовану камеру, систему підводу диму з калориферами в кожухах, розташованими у верхній частині вподови бокових стінок камери, систему відводу димоповітряно-го робочого середовища зі звуауючими каналами, вихідними отворами і боковим виходом робочого середовища, систему рециркуляції з вентилятором, який відрізняється тим, що стінки елементів систем підводу та...
Попередній патент: Спосіб лікування хворих на туберкульоз легень
Наступний патент: Спосіб детекції лістерій listeria monocytogenes, l. innocua, l. grayi, l. ivanovii, l. seeligeri, l.welshimeri
Випадковий патент: Самопромивний фільтр із активатором води а-voda.86n