Спосіб нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом
Номер патенту: 39479
Опубліковано: 25.02.2009
Автори: Гаркавенко Сергій Вікторович, Шеремет Володимир Олександрович, Щербань Олександр Іванович, Любимов Іван Михайлович, Гупало Олена В'ячеславівна, Лозова Валентина Андріївна, Гупало Вячеслав Іванович
Формула / Реферат
Спосіб нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом, що включає розміщення заготовок на подині нагрівальної печі із зазорами, нагрівання металу при переміщенні його уздовж печі й видачу заготовок у прокат, який відрізняється тим, що при постійній продуктивності печі відстань розкладки заготовок на подині пов'язана з діаметром готової продукції, що прокатується на стані, співвідношенням:
Н=h·a·exp(c·D)+b,
де Н - відстань розкладки заготовок (відстань між осями сусідніх заготовок), мм;
h - характерний розмір поперечного перерізу заготовок (ширина або товщина), мм;
D=d/dmax - відносний діаметр готової продукції;
d - діаметр готової продукції, мм;
dmax - максимальний діаметр готової продукції, що прокатується на стані, мм;
а, b, с - коефіцієнти, а=1,4496∙10-3, b=1,7137, с=5,7252.
Текст
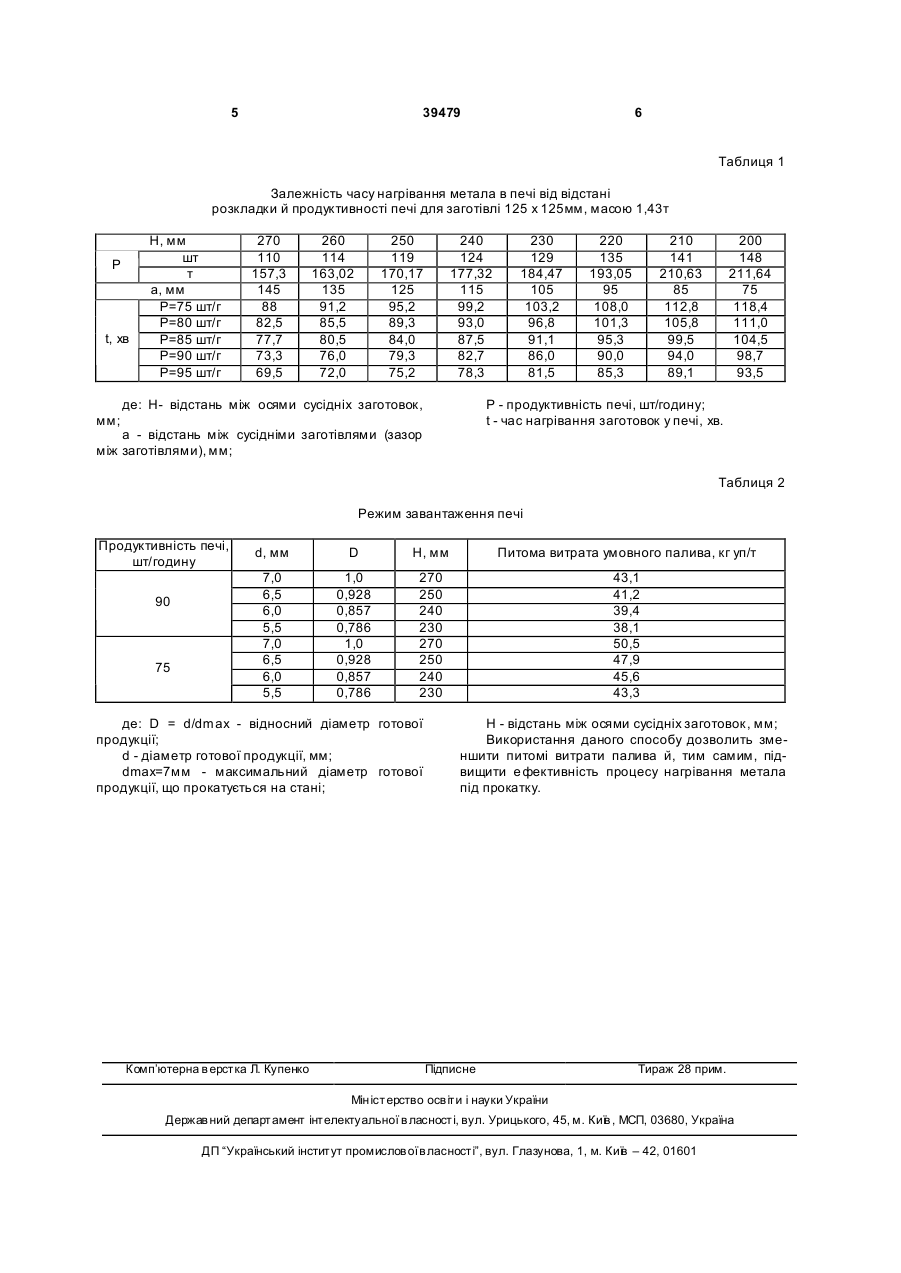
Спосіб нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом, що включає розміщення заготовок на подині нагрівальної печі із зазорами, нагрівання металу при пе 3 39479 ефективності процесу нагрівання метала, що обумовлена високою питомою витратою палива через установлення фіксованої відстані розкладки заготовок у нагрівальній печі, незалежно від діаметра готової продукції. Сукупними ознаками найближчого аналога (прототипу) є: - розміщення заготовок на подині нагрівальної печі з фіксованою відстанню розкладки; - нагрівання метала при просуванні його уздовж печі; - видача заготовок у прокат. В основу корисної моделі поставлено задачу вдосконалення способу нагрівання метала під прокатку в нагрівальній печі з рухомим подом шляхом оптимального розміщення заготовок на подині печі, що дозволить зменшити питому витрату палива й тим самим підвищити ефективність процесу нагрівання метала під прокатку. Очікуваним технічним результатом корисної моделі, що заявляється (способу нагрівання метала під прокатку в нагрівальних печах з рухомим подом) є підвищення ефективності нагрівання метала шляхом зміни відстані розкладки заготовок на подині нагрівальної печі залежно від діаметра готової продукції, що прокочується, і, як наслідок, зниження питомої витрати палива. Зазначений технічний результат досягається тим, що в способі нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом, який включає розміщення заготовок на подині нагрівальної печі з фіксованою відстанню розкладки, нагрівання метала видачу заготовок у прокат при постійній продуктивності печі, відповідно до корисної моделі, що заявляється, відстань розкладки заготовок на подині печі пов'язана з діаметром готової продукції, що прокатується на стані, наступним співвідношенням: Н=h•a•exp(c•D)+b, де Н - відстань розкладки заготовок (відстань між осями сусідніх заготовок), мм; h - характерний розмір поперечного перерізу заготовок (ширина або товщина), мм; D=d/dmax - відносний діаметр готової продукції; d - діаметр готової продукції, мм; dmax - максимальний діаметр готової продукції, що прокатується на стані, мм. Коефіцієнти: а=1,4496·10-3, b=1,7137, с=5,7252. Сутність способу нагрівання метала під прокатку в методичних нагрівальних печах з рухомим подом, що заявляється, полягає в тім, що при постійній продуктивності печі, відстань розкладки заготовок на подині печі пов'язана з діаметром готової продукції, що прокочується на стані, наступним співвідношенням: Н=h•a•exp(c•D)+b, 4 де Н - відстань розкладки заготовок (відстань між осями сусідніх заготовок), мм; h - характерний розмір поперечного переріза заготовок (ширина або товщина), мм; D=d/dmax - відносний діаметр готової продукції; d - діаметр готової продукції, мм; dmax - максимальний діаметр готової продукції, що прокочує на стані, мм. Коефіцієнти: а=1,4496·10-3, b=1,7137, с=5,7252. Таке оптимальне розміщення заготовок на рухомих подинах нагрівальних печей дозволяє зменшити питомі витрати палива, і тим самим підвищити е фективність процесу нагрівання метала під прокатку, що й веде до досягнення поставленого в корисній моделі технічного результату. Використання способу нагрівання метала під прокатку в методичних нагрівальних печах, що заявляється, ілюструється наступним прикладом конкретного здійснення. Приклад. Виконані дослідження впливу відстані розташування заготовок на якість нагрівання метала й економічні показники роботи печі показують, що зменшення відстані розкладки заготовок у печі приводить до збільшення маси садки й тривалості нагрівання. Залежність ємності печі, часу нагрівання при продуктивності 75-90шт/годину (107,25-135,85 т/годину), а також відстані між заготівлями наведена в табл. 1. З табл. 1 видно, що при зменшенні відстані розкладки заготовок із 270 до 230мм, садка печі збільшується на 19 заготовок, тобто на 27,17т, при цьому час нагрівання метала при продуктивності печі 90шт/годину збільшується на 12,7хв, а при продуктивності 75шт/годину - на 15,2хв. Зазор між сусідніми заготівлями зменшується на 40мм (з 145 до 105мм). Розроблений режим завантаження печі залежно від діаметра готової продукції при збереженні заданої температури нагрівання метала на видачі з печі наведений у табл. 2. Результати експериментальних досліджень теплової роботи печі при прокатці готової продукції різного діаметра із заготівлі перетином 125 х 125мм наведені в табл. 2. Максимальний діаметр готової продукції 7мм, відстань між осями сусідніх заготовок 270мм. З табл. 2 видно, що зменшення відстані розкладки заготовок зі зменшенням діаметра продукції, що прокочується, забезпечує зниження питомої витрати умовного палива. Так, при продуктивності печі 90шт/годину зменшення відстані розкладки заготовок із 270 до 230мм і зменшення діаметра готової продукції з 7 до 5,5мм забезпечує зниження питомої витрати умовного палива(уп) на 5кг уп/т, а при продуктивності 75шт/годину - на 7,2кг уп/т. 5 39479 6 Таблиця 1 Залежність часу нагрівання метала в печі від відстані розкладки й продуктивності печі для заготівлі 125 х 125мм, масою 1,43т Р t, хв Н, мм шт т а, мм Р=75 шт/г Р=80 шт/г Р=85 шт/г Р=90 шт/г Р=95 шт/г 270 110 157,3 145 88 82,5 77,7 73,3 69,5 260 114 163,02 135 91,2 85,5 80,5 76,0 72,0 250 119 170,17 125 95,2 89,3 84,0 79,3 75,2 240 124 177,32 115 99,2 93,0 87,5 82,7 78,3 де: Н- відстань між осями сусідніх заготовок, 230 129 184,47 105 103,2 96,8 91,1 86,0 81,5 220 135 193,05 95 108,0 101,3 95,3 90,0 85,3 210 141 210,63 85 112,8 105,8 99,5 94,0 89,1 200 148 211,64 75 118,4 111,0 104,5 98,7 93,5 Р - продуктивність печі, шт/годину; t - час нагрівання заготовок у печі, хв. мм; а - відстань між сусідніми заготівлями (зазор між заготівлями), мм; Таблиця 2 Режим завантаження печі Продуктивність печі, шт/годину 90 75 d, мм D Н, мм Питома витрата умовного палива, кг уп/т 7,0 6,5 6,0 5,5 7,0 6,5 6,0 5,5 1,0 0,928 0,857 0,786 1,0 0,928 0,857 0,786 270 250 240 230 270 250 240 230 43,1 41,2 39,4 38,1 50,5 47,9 45,6 43,3 де: D = d/dmax - відносний діаметр готової продукції; d - діаметр готової продукції, мм; dmax=7мм - максимальний діаметр готової продукції, що прокатується на стані; Комп’ютерна в ерстка Л. Купенко Н - відстань між осями сусідніх заготовок, мм; Використання даного способу дозволить зменшити питомі витрати палива й, тим самим, підвищити е фективність процесу нагрівання метала під прокатку. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heating of metal for rolling in methodical heating furnaces with moving bottom
Автори англійськоюHarkavenko Serhii Viktorovych, Hupalo Viacheslav Ivanovych, Hupalo Olena Viacheslavivna, Lozova Valentyna Andriivna, Liubimov Ivan Mykhailovych, Sheremet Volodymyr Oleksandrovych, Scherban Oleksandr Ivanovych
Назва патенту російськоюСпособ нагревания металла под прокатку в методических нагревательных печах с подвижным подом
Автори російськоюГаркавенко Сергей Викторович, Гупало Вячеслав Иванович, Гупало Елена Вячеславовна, Лозовая Валентина Андреевна, Любимов Иван Михайлович, Шеремет Владимир Александрович, Щербань Александр Иванович
МПК / Мітки
МПК: C21D 1/34, F27B 13/00
Мітки: спосіб, подом, методичних, рухомим, металу, нагрівальних, печах, нагрівання, прокатку
Код посилання
<a href="https://ua.patents.su/3-39479-sposib-nagrivannya-metalu-pid-prokatku-v-metodichnikh-nagrivalnikh-pechakh-z-rukhomim-podom.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагрівання металу під прокатку в методичних нагрівальних печах з рухомим подом</a>
Процес нагрівання садки металу в термічних печах
Номер патенту: 79055
Опубліковано: 10.05.2007
Автори: Дерев'янко Ярослав Миколайович, Безверхий Юрій Антонович, Рябушко Сергій Вікторович, Нагній Станіслав Іванович, Свінолобов Микола Петрович, Зінкевич Анатолій Вікторович, Токарчук Володимир Кононович, Марченко Валерій Станіславович, Клименко Фелікс Констянтинович
Мітки: садки, процес, термічних, печах, нагрівання, металу
Формула / Реферат:
Процес нагрівання садки металу в термічній печі, який включає подачу в її робочу камеру робочої суміші, який відрізняється тим, що як робочу суміш використовують димові гази, що відбирають із високотемпературної нагрівальної печі, яку експлуатують синхронно з термічною піччю, і подають їх у термічну піч.
Спосіб нагрівання заготівок в печі з крокуючим подом
Номер патенту: 52556
Опубліковано: 15.04.2005
Автори: Волков Володимир Пилипович, Колесник Ігор Вікторович, Лозова Валентина Андріївна, Легостаєв Микола Іванович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Щур Віталій Андрійович, Коваленко Іван Михайлович, Дубина Олег Вікторович, Любимов Іван Михайлович, Іванов Іван Іванович
МПК: C21D 9/70, C21D 9/00, F27B 9/00, C21D 9/56, C21D 1/34
Мітки: подом, заготівок, крокуючим, спосіб, печі, нагрівання
Формула / Реферат:
Пристрій активізації всмоктування потоку повітря у насадку пилососа для покращення очищення поверхонь виконано у вигляді додаткового трубопроводу, яким сполучено нагнітальну камеру пилососа через вихідний отвір в ній із насадкою. Для покращення здування пилу та сміття з поверхні, яку очищують, з'єднання додаткового трубопроводу з насадкою виконане таким чином, що потік повітря направлений на поверхню. Для більш зручного користування...
Спосіб нагрівання заготовок в печі з крокуючим подом
Номер патенту: 52556
Опубліковано: 16.12.2002
Автори: Шеремет Володимир Олександрович, Щур Віталій Андрійович, Дубина Олег Вікторович, Волков Володимир Пилипович, Сокуренко Анатолій Валентинович, Легостаєв Микола Іванович, Лозова Валентина Андріївна, Іванов Іван Іванович, Колесник Ігор Вікторович, Любимов Іван Михайлович, Коваленко Іван Михайлович
МПК: C21D 9/56, C21D 9/00, C21D 9/70, C21D 1/34, F27B 9/00
Мітки: печі, подом, заготовок, нагрівання, крокуючим, спосіб
Формула / Реферат:
Пристрій активізації всмоктування потоку повітря у насадку пилососа для покращення очищення поверхонь виконано у вигляді додаткового трубопроводу, яким сполучено нагнітальну камеру пилососа через вихідний отвір в ній із насадкою. Для покращення здування пилу та сміття з поверхні, яку очищують, з'єднання додаткового трубопроводу з насадкою виконане таким чином, що потік повітря направлений на поверхню. Для більш зручного користування...
Спосіб нагрівання виливків у нагрівальних колодязях
Номер патенту: 56003
Опубліковано: 15.04.2003
Автори: Омельяненко Микола Іванович, Остапенко Арнольд Леонтійович, Розумний Павло Кузьмич, Дригін Олександр Іванович, Шебаніц Едуард Миколайович, Гончаров Микола Васильович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Сімон Віталій Мусійович
МПК: C21D 9/00
Мітки: нагрівання, виливків, нагрівальних, колодязях, спосіб
Формула / Реферат:
Спосіб нагрівання виливків у нагрівальних колодязях, що включає вибирання теплової потужності колодязя в залежності від часу, що пройшов від кінця розливання до посадки виливків у колодязь, і запланованої тривалості нагрівання до видачі виливків у прокатку, який відрізняється тим, що теплову потужність колодязя встановлюють відповідно до залежності:
Спосіб нагрівання виливків у нагрівальних колодязях
Номер патенту: 45155
Опубліковано: 17.05.2004
Автори: Корінь Андрій Олександрович, Маншилін Олександр Гейнійович, Онищенко Сергій Олександрович, Феофілактов Андрій Вікторович
МПК: C21D 9/70
Мітки: спосіб, нагрівання, виливків, нагрівальних, колодязях
Формула / Реферат:
Спосіб нагрівання виливків у нагрівальних колодязях, що включає попереднє нагрівання до температури, нижчої від заданої на 30-40 °С, і остаточне нагрівання при зниженій теплоті згоряння палива з поступовим підвищенням температури до заданого значення, який відрізняється тим, що остаточне нагрівання здійснюють при неповному спалюванні палива зі зниженням коефіцієнта витрати повітря з 0,95 на початку остаточного нагрівання до 0,85 наприкінці...
Попередній патент: Кабельний канал
Наступний патент: Стабілометр для механічних випробувань матеріалів shl
Випадковий патент: Пристрій для формування газопорошкового потоку при плазмовому напиленні