Пристрій для монтажу нагрівача в поліетиленову електричну муфту
Номер патенту: 39998
Опубліковано: 25.03.2009
Автори: Костюк Микола Михайлович, Петряков Володимир Олексійович, Мельник Анатолій Станіславович, Борисенко Іван Семенович, Носов Олександр Петрович
Формула / Реферат
1. Пристрій для монтажу нагрівача в поліетиленову електричну муфту, що містить укладач дротів, який складається з штампа, каретки з вузлом розкладки дротів, котушок з дротами, вузла обертання каретки навколо осі штампа, і вузол притискання штампа до поліетиленової оболонки муфти, а також вузол подовжнього переміщення укладача дротів, вузол обертання оболонки навколо своєї осі і блок керування пристроєм, який відрізняєтьcя тим, що штамп складається з 4 автономних секцій, кожна з яких має окремий вузол притискання.
2. Пристрій по п. 1, який відрізняєтьcя тим, що каретка містить вузол вигину дротів з регульованим кроком і амплітудою, а котушки з дротами винесені за межі каретки і розміщені на додатковому розмотувачі.
Текст
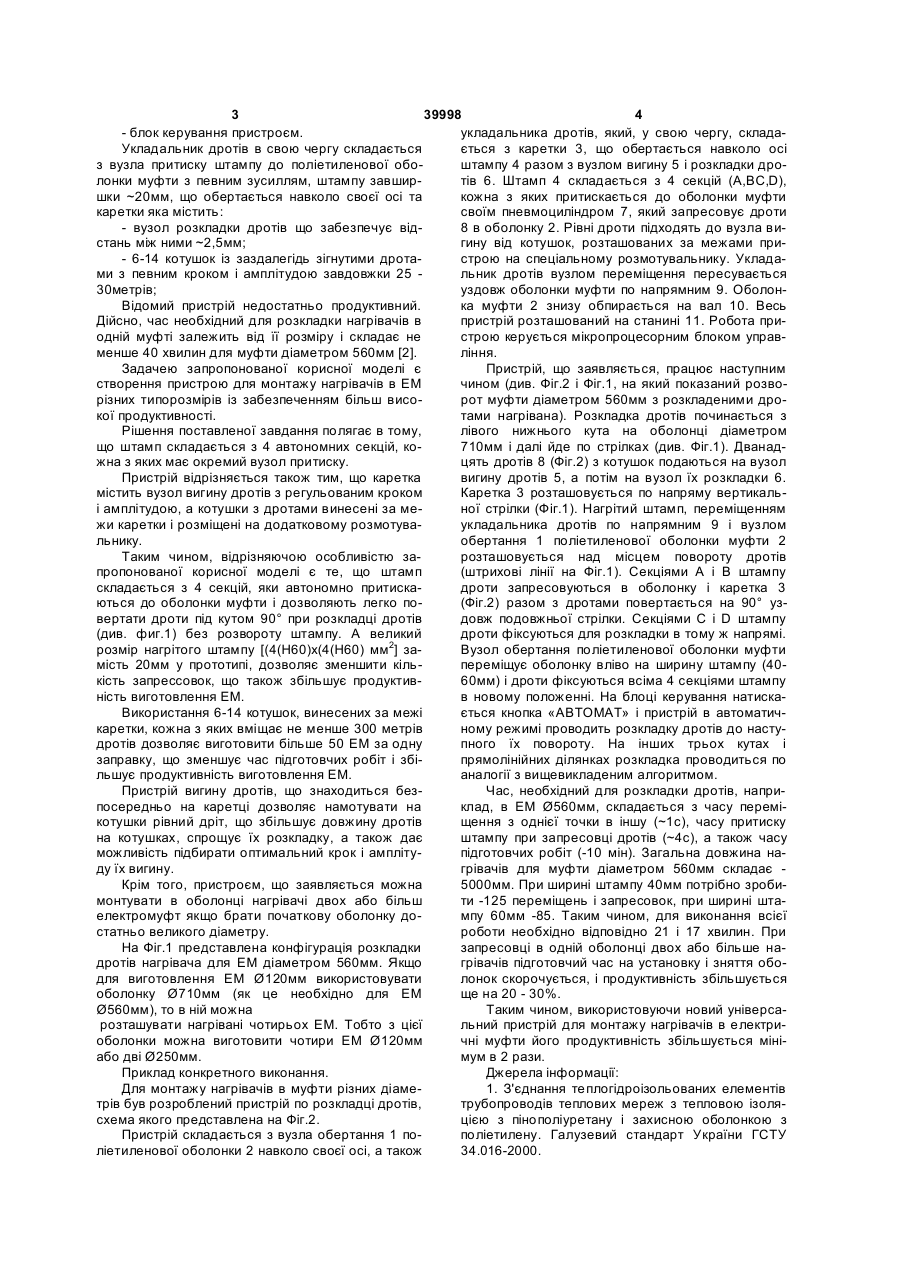
1. Пристрій для монтажу нагрівача в поліетиленову електричну муфту, що містить укладач дротів, який складається з штампа, каретки з вуз 3 39998 4 - блок керування пристроєм. укладальника дротів, який, у свою чергу, складаУкладальник дротів в свою чергу складається ється з каретки 3, що обертається навколо осі з вузла притиску штампу до поліетиленової обоштампу 4 разом з вузлом вигину 5 і розкладки дролонки муфти з певним зусиллям, штампу завширтів 6. Штамп 4 складається з 4 секцій (A,BC,D), шки ~20мм, що обертається навколо своєї осі та кожна з яких притискається до оболонки муфти каретки яка містить: своїм пневмоциліндром 7, який запресовує дроти - вузол розкладки дротів що забезпечує від8 в оболонку 2. Рівні дроти підходять до вузла вистань між ними ~2,5мм; гину від котушок, розташованих за межами при- 6-14 котушок із заздалегідь зігнутими дротастрою на спеціальному розмотувальнику. Укладами з певним кроком і амплітудою завдовжки 25 льник дротів вузлом переміщення пересувається 30метрів; уздовж оболонки муфти по напрямним 9. ОболонВідомий пристрій недостатньо продуктивний. ка муфти 2 знизу обпирається на вал 10. Весь Дійсно, час необхідний для розкладки нагрівачів в пристрій розташований на станині 11. Робота приодній муфті залежить від її розміру і складає не строю керується мікропроцесорним блоком управменше 40 хвилин для муфти діаметром 560мм [2]. ління. Задачею запропонованої корисної моделі є Пристрій, що заявляється, працює наступним створення пристрою для монтажу нагрівачів в ЕМ чином (див. Фіг.2 і Фіг.1, на який показаний розворізних типорозмірів із забезпеченням більш висорот муфти діаметром 560мм з розкладеними дрокої продуктивності. тами нагрівана). Розкладка дротів починається з Рішення поставленої завдання полягає в тому, лівого нижнього кута на оболонці діаметром що штамп складається з 4 автономних секцій, ко710мм і далі йде по стрілках (див. Фіг.1). Дванаджна з яких має окремий вузол притиску. цять дротів 8 (Фіг.2) з котушок подаються на вузол Пристрій відрізняється також тим, що каретка вигину дротів 5, а потім на вузол їх розкладки 6. містить вузол вигину дротів з регульованим кроком Каретка 3 розташовується по напряму вертикальі амплітудою, а котушки з дротами винесені за меної стрілки (Фіг.1). Нагрітий штамп, переміщенням жи каретки і розміщені на додатковому розмотуваукладальника дротів по напрямним 9 і вузлом льнику. обертання 1 поліетиленової оболонки муфти 2 Таким чином, відрізняючою особливістю зарозташовується над місцем повороту дротів пропонованої корисної моделі є те, що штамп (штрихові лінії на Фіг.1). Секціями А і В штампу складається з 4 секцій, яки автономно притискадроти запресовуються в оболонку і каретка 3 ються до оболонки муфти і дозволяють легко по(Фіг.2) разом з дротами повертається на 90° узвертати дроти під кутом 90° при розкладці дротів довж подовжньої стрілки. Секціями С і D штампу (див. фиг.1) без розвороту штампу. А великий дроти фіксуються для розкладки в тому ж напрямі. розмір нагрітого штампу [(4(Н60)х(4(Н60) мм2] заВузол обертання поліетиленової оболонки муфти мість 20мм у прототипі, дозволяє зменшити кільпереміщує оболонку вліво на ширину штампу (40кість запрессовок, що також збільшує продуктив60мм) і дроти фіксуються всіма 4 секціями штампу ність виготовлення ЕМ. в новому положенні. На блоці керування натискаВикористання 6-14 котушок, винесених за межі ється кнопка «АВТОМАТ» і пристрій в автоматичкаретки, кожна з яких вміщає не менше 300 метрів ному режимі проводить розкладку дротів до настудротів дозволяє виготовити більше 50 ЕМ за одну пного їх повороту. На інших трьох кутах і заправку, що зменшує час підготовчих робіт і збіпрямолінійних ділянках розкладка проводиться по льшує продуктивність виготовлення ЕМ. аналогії з вищевикладеним алгоритмом. Пристрій вигину дротів, що знаходиться безЧас, необхідний для розкладки дротів, наприпосередньо на каретці дозволяє намотувати на клад, в ЕМ Ø560мм, складається з часу перемікотушки рівний дріт, що збільшує довжину дротів щення з однієї точки в іншу (~1с), часу притиску на котушках, спрощує їх розкладку, а також дає штампу при запресовці дротів (~4с), а також часу можливість підбирати оптимальний крок і амплітупідготовчих робіт (-10 мін). Загальна довжина наду їх вигину. грівачів для муфти діаметром 560мм складає Крім того, пристроєм, що заявляється можна 5000мм. При ширині штампу 40мм потрібно зробимонтувати в оболонці нагрівачі двох або більш ти -125 переміщень і запресовок, при ширині штаелектромуфт якщо брати початкову оболонку домпу 60мм -85. Таким чином, для виконання всієї статньо великого діаметру. роботи необхідно відповідно 21 і 17 хвилин. При На Фіг.1 представлена конфігурація розкладки запресовці в одній оболонці двох або більше надротів нагрівача для ЕМ діаметром 560мм. Якщо грівачів підготовчий час на установку і зняття ободля виготовлення ЕМ Ø120мм використовувати лонок скорочується, і продуктивність збільшується оболонку Ø710мм (як це необхідно для ЕМ ще на 20 - 30%. Ø560мм), то в ній можна Таким чином, використовуючи новий універсарозташувати нагрівані чотирьох ЕМ. Тобто з цієї льний пристрій для монтажу нагрівачів в електриоболонки можна виготовити чотири ЕМ Ø120мм чні муфти його продуктивність збільшується мініабо дві Ø250мм. мум в 2 рази. Приклад конкретного виконання. Джерела інформації: Для монтажу нагрівачів в муфти різних діаме1. З'єднання теплогідроізольованих елементів трів був розроблений пристрій по розкладці дротів, трубопроводів теплових мереж з тепловою ізолясхема якого представлена на Фіг.2. цією з пінополіуретану і захисною оболонкою з Пристрій складається з вузла обертання 1 пополіетилену. Галузевий стандарт України ГСТУ ліетиленової оболонки 2 навколо своєї осі, а також 34.016-2000. 5 39998 6 2. Патент на корисну модель №21350 від 3. Довідник фірми ABB 3AMEX Лтд., ред.2. Ва15.03.07р. «Спосіб монтажу нагрівача в поліетилершава, 1998г. нову електричну муфту», авторів Борисенко І.С., Мельник А.С., Петряков В.О. Носов О.П. Комп’ютерна верстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for mounting heater to polyethylene electric muff
Автори англійськоюBorysenko Ivan Semenovych, Kostiuk Mykola Mykhailovych, Melnyk Anatolii Stanislavovych, Nosov Oleksandr Petrovych, Petriakov Volodymyr Oleksiiovych
Назва патенту російськоюУстройство для монтажа нагревателя в полиэтиленовую электрическую муфту
Автори російськоюБорисенко Иван Семенович, Костюк Николай Михайлович, Мельник Анатолий Станиславович, Носов Александр Петрович, Петряков Владимир Алексеевич
МПК / Мітки
МПК: F16L 47/02
Мітки: пристрій, монтажу, муфту, поліетиленову, електричну, нагрівача
Код посилання
<a href="https://ua.patents.su/3-39998-pristrijj-dlya-montazhu-nagrivacha-v-polietilenovu-elektrichnu-muftu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для монтажу нагрівача в поліетиленову електричну муфту</a>
Спосіб монтажу нагрівача в поліетиленову електричну муфту
Номер патенту: 21350
Опубліковано: 15.03.2007
Автори: Петряков Володимир Олексійович, Мельник Анатолій Станіславович, Борисенко Іван Семенович, Носов Олександр Петрович
МПК: F16L 47/02
Мітки: спосіб, монтажу, нагрівача, електричну, муфту, поліетиленову
Формула / Реферат:
1. Спосіб монтажу нагрівача в поліетиленову електричну муфту, що включає розкладання дротів нагрівача, розміщення їх усередині муфти і вплавлення їх в оболонку, який відрізняється тим, що дроти нагрівача спочатку розкладають на додатковому носії у вигляді поліетиленової стрічки завтовшки 0,5-2 мм, форма і розмір якої відповідають формі і розміру розкладених дротів нагрівача, в яку дроти нагрівача вплавляють шляхом пропускання через них...
Пристрій швидкого монтажу вентиляційних трубопроводів

Номер патенту: 13653
Опубліковано: 17.04.2006
Автори: Голишев Олександр Маркович, Герасимчук Олександр Володимирович
МПК: E21F 1/00, F24F 13/02, F24F 7/04
Мітки: пристрій, монтажу, швидкого, трубопроводів, вентиляційних
Формула / Реферат:
Пристрій швидкого монтажу вентиляційних трубопроводів, що містить муфту, який відрізняється тим, що муфта виконана у вигляді порожнистого циліндра з пружно-податливого матеріалу, на внутрішній поверхні якого виконано ущільнення в вигляді герметизувальних ножів, при цьому муфта з зовнішньої сторони оснащена монтажними кільцями.
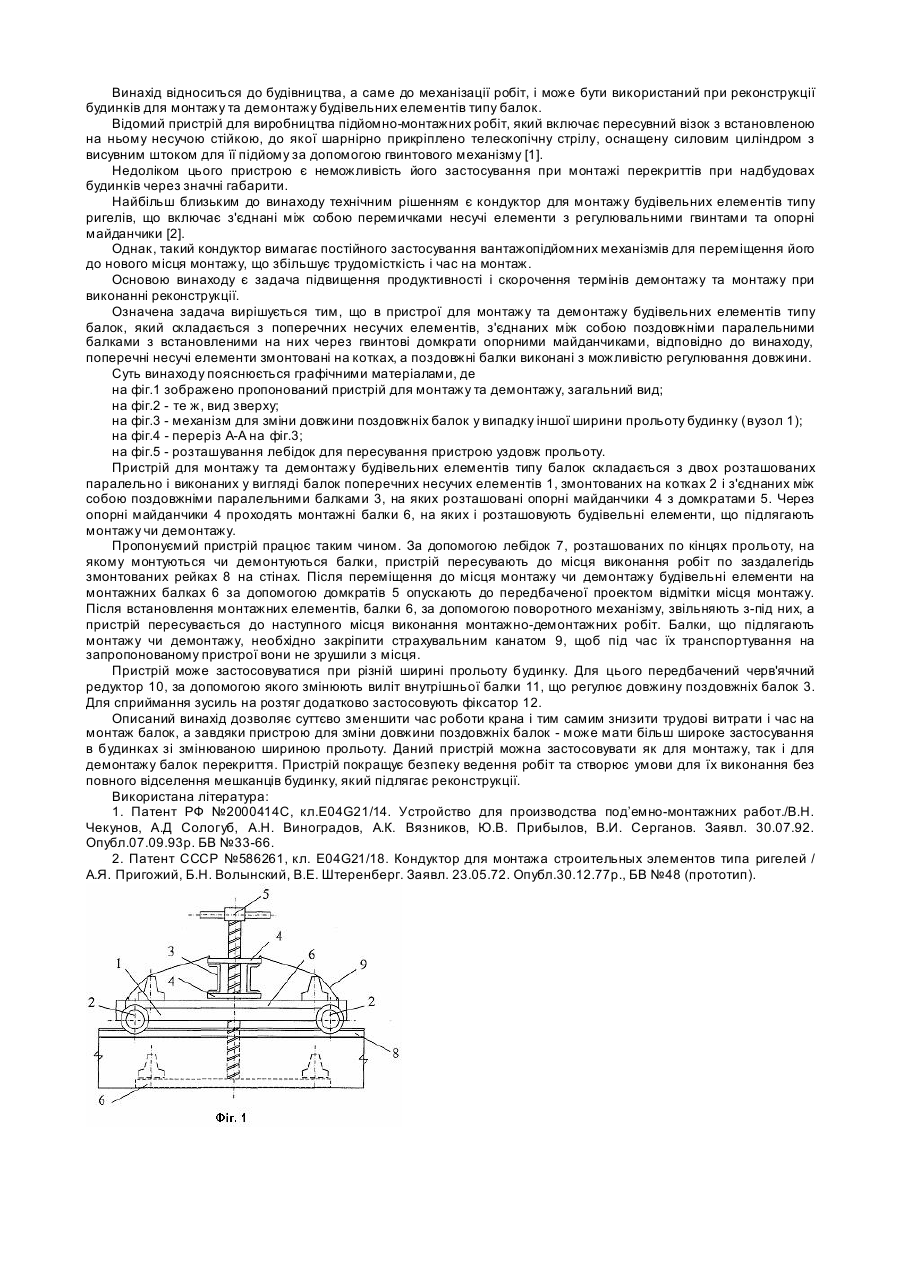
Пристрій для монтажу та демонтажу будівельних елементів типу балок
Номер патенту: 68744
Опубліковано: 16.08.2004
Автори: Папірник Руслан Богданович, Діденко Леонід Михайлович, Шаленний Василь Тимофійович, Вайнаков Анатолій Юрійович, Огданський Іван Феодосійович
МПК: E04G 21/18
Мітки: пристрій, балок, елементів, типу, демонтажу, будівельних, монтажу
Формула / Реферат:
Пристрій для монтажу та демонтажу будівельних елементів типу балок, що складається з поперечних несучих елементів, з'єднаних між собою поздовжніми паралельними балками з встановленими на них через гвинтові домкрати опорними майданчиками, який відрізняється тим, що поперечні несучі елементи змонтовані на котках, а поздовжні балки виконані з можливістю регулювання довжини.
Пристрій для монтажу термоелектричних батарей
Номер патенту: 28571
Опубліковано: 10.12.2007
Автор: Головко Іван Ілліч
МПК: H01L 35/34
Мітки: монтажу, батарей, пристрій, термоелектричних
Формула / Реферат:
1. Пристрій для монтажу термоелектричних батарей, що виконаний на основі каркаса з притискувальним стрижнем і корпусу з вертикальними прорізами для двох груп взаємно перпендикулярних, почергово розташованих, паралельних розмежувальних рядів технологічних пакетів у вигляді чотиригранних призм, який відрізняється тим, що пакети виконані з набірних пластин довжиною а, шириною b та товщиною с.2. Пристрій для монтажу термоелектричних...
Пристрій для монтажу лічильника рідини
Номер патенту: 37627
Опубліковано: 15.05.2001
Автори: Горенко Валерій Олександрович, Славінський Станіслав Федорович
Мітки: лічильника, рідини, пристрій, монтажу
Формула / Реферат:
Дата прийняття рішення26.06 2000р.(21) 2000031639(54) (57)1.Пристрій для монтажу лічильника рідини, що складається з корпусу з різьбовим закінченням на зовнішній поверхні, а всередині має вхідний та вихідний канали протоку рідини, корпус має в своєму складі втулку, головку та з'єднуючу їх муфту і ущільнювальні прокладки, який відрізняється тим, що в головку корпусу вмонтовано трубку з вхідним каналом рідини,...
Попередній патент: Срібний дезінфектант
Наступний патент: Спосіб створення плівкових катодолюмінофорів
Випадковий патент: Залізнична гальмівна колодка