Спосіб приєднання відгалуження до діючого газопроводу
Номер патенту: 40033
Опубліковано: 25.03.2009
Автори: Бут Віктор Степанович, Марчук Ярослав Семенович, Мандра Анатолій Степанович
Формула / Реферат
1. Спосіб приєднання відгалуження до діючого газопроводу, що включає зачищення ділянки газопроводу, монтаж на цій ділянці розрізної муфти, в одній із половин якої вирізано отвір, зварювання між собою поздовжніми швами частин муфти, встановлення відвідного патрубка і вирізування отвору в газопроводі, причому попередньо в отвір муфти встановлюють мідний диск сідлоподібної форми, який притискують до газопроводу, і в отримане розроблення виконують багатошарове наплавлення не менше ніж у два шари, кожний із яких формують за один прохід за периметром кругового шва, а потім видаляють мідний диск і вже до наплавлення приварюють відвідний патрубок з обов'язковим підварюванням кореневої частини з'єднання зсередини патрубка, який відрізняється тим, що діаметр мідного диска вибирають рівним внутрішньому діаметру патрубка.
2. Спосіб за п. 1, який відрізняється тим, що діаметр отвору у муфті дорівнює зовнішньому діаметру відвідного патрубка.
3. Спосіб за п. 1, який відрізняється тим, що у мідному диску формують герметичну порожнину у вигляді тора (отвору за периметром) та через порожнину під час наплавлення перепускають охолоджуючу рідину або газ.
Текст
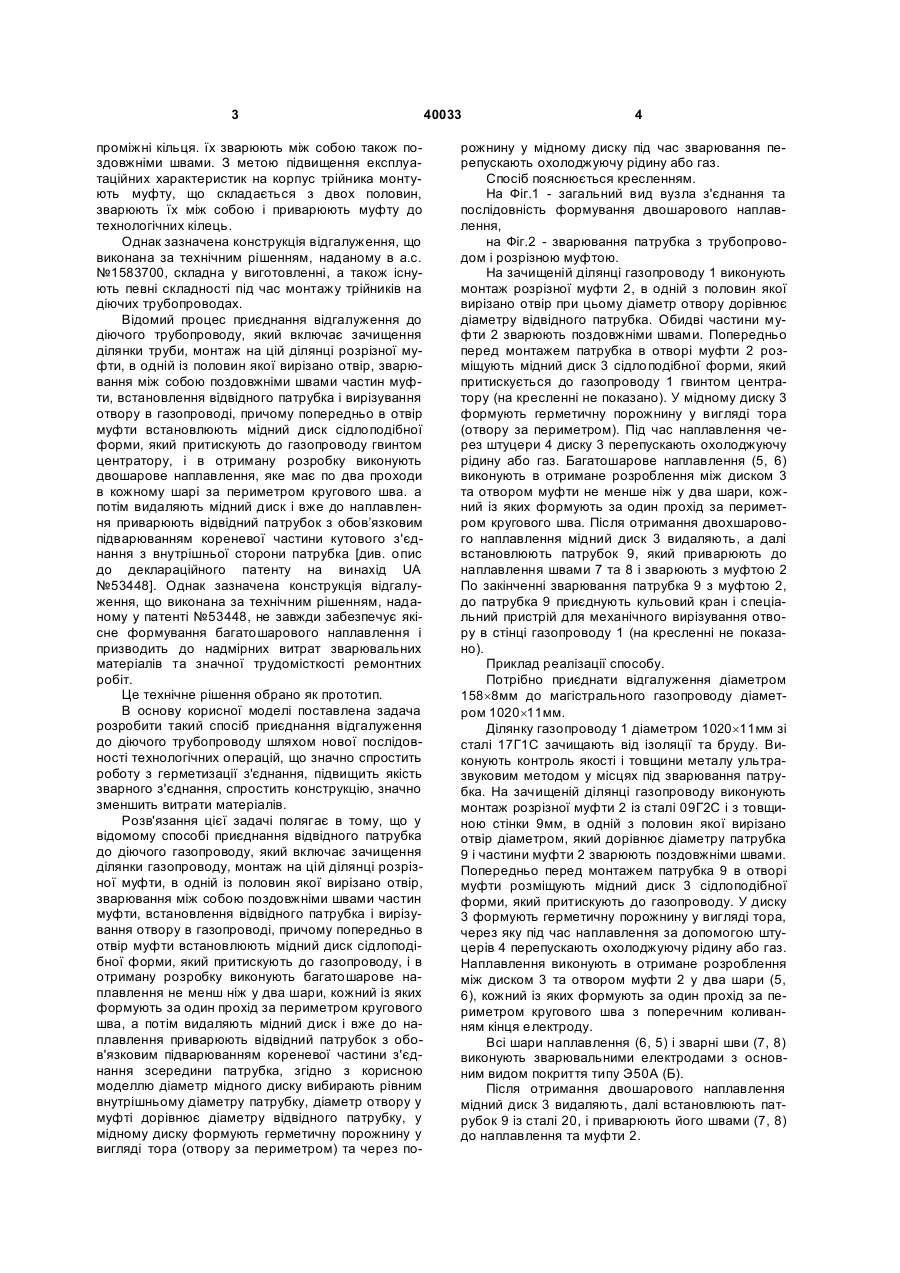
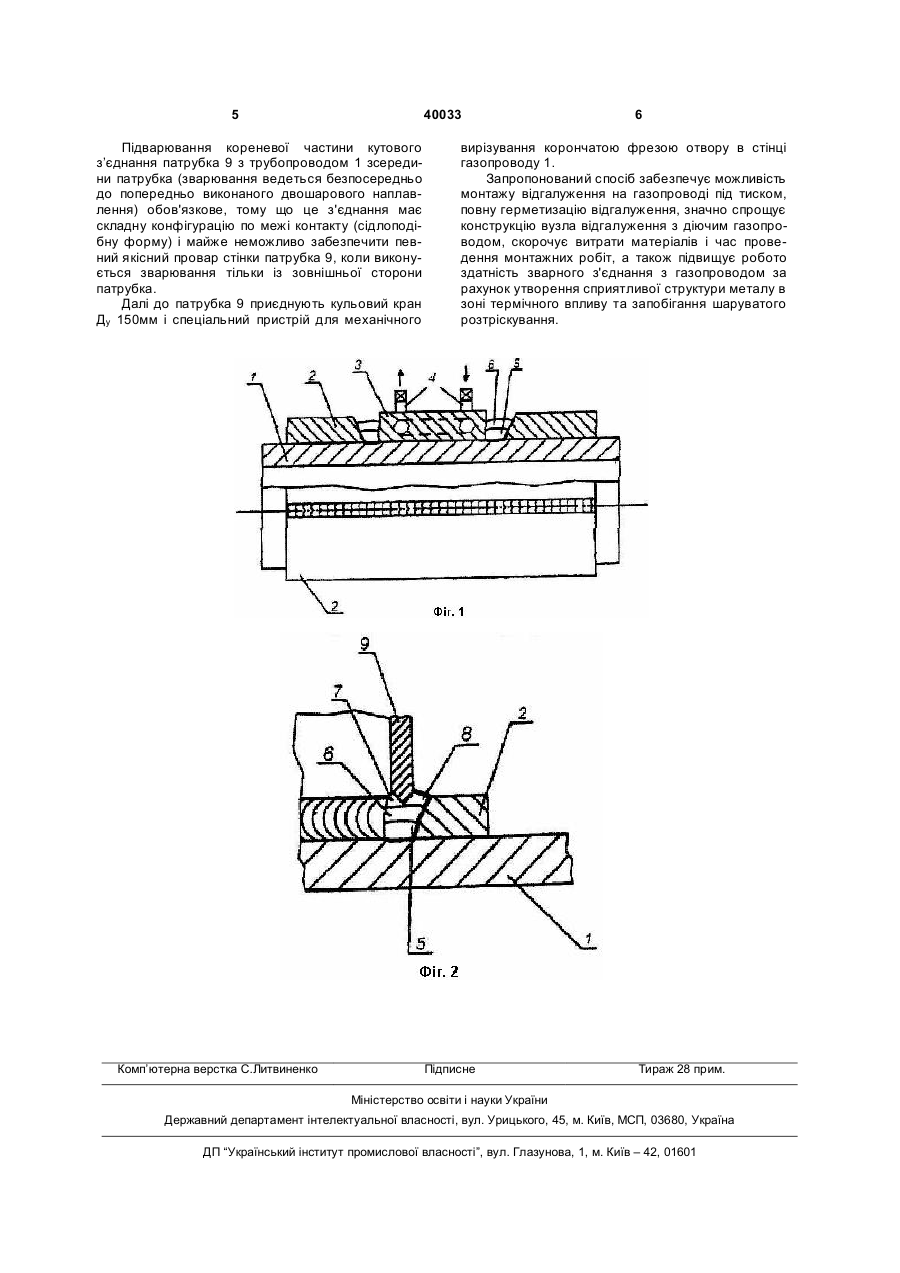
1. Спосіб приєднання відгалуження до діючого газопроводу, що включає зачищення ділянки газопроводу, монтаж на цій ділянці розрізної муфти, в одній із половин якої вирізано отвір, зварювання між собою поздовжніми швами частин муфти, встановлення відвідного патрубка і вирізування отвору в газопроводі, причому попередньо в отвір муфти встановлюють мідний диск сідлоподібної 3 проміжні кільця. їх зварюють між собою також поздовжніми швами. З метою підвищення експлуатаційних характеристик на корпус трійника монтують муфту, що складається з двох половин, зварюють їх між собою і приварюють муфту до технологічних кілець. Однак зазначена конструкція відгалуження, що виконана за технічним рішенням, наданому в а.с. №1583700, складна у виготовленні, а також існують певні складності під час монтажу трійників на діючих трубопроводах. Відомий процес приєднання відгалуження до діючого трубопроводу, який включає зачищення ділянки труби, монтаж на цій ділянці розрізної муфти, в одній із половин якої вирізано отвір, зварювання між собою поздовжніми швами частин муфти, встановлення відвідного патрубка і вирізування отвору в газопроводі, причому попередньо в отвір муфти встановлюють мідний диск сідлоподібної форми, який притискують до газопроводу гвинтом центратору, і в отриману розробку виконують двошарове наплавлення, яке має по два проходи в кожному шарі за периметром кругового шва. а потім видаляють мідний диск і вже до наплавлення приварюють відвідний патрубок з обов’язковим підварюванням кореневої частини кутового з'єднання з внутрішньої сторони патрубка [див. опис до деклараційного патенту на винахід UA №53448]. Однак зазначена конструкція відгалуження, що виконана за технічним рішенням, наданому у патенті №53448, не завжди забезпечує якісне формування багатошарового наплавлення і призводить до надмірних витрат зварювальних матеріалів та значної трудомісткості ремонтних робіт. Це технічне рішення обрано як прототип. В основу корисної моделі поставлена задача розробити такий спосіб приєднання відгалуження до діючого трубопроводу шляхом нової послідовності технологічних операцій, що значно спростить роботу з герметизації з'єднання, підвищить якість зварного з'єднання, спростить конструкцію, значно зменшить витрати матеріалів. Розв'язання цієї задачі полягає в тому, що у відомому способі приєднання відвідного патрубка до діючого газопроводу, який включає зачищення ділянки газопроводу, монтаж на цій ділянці розрізної муфти, в одній із половин якої вирізано отвір, зварювання між собою поздовжніми швами частин муфти, встановлення відвідного патрубка і вирізування отвору в газопроводі, причому попередньо в отвір муфти встановлюють мідний диск сідлоподібної форми, який притискують до газопроводу, і в отриману розробку виконують багатошарове наплавлення не менш ніж у два шари, кожний із яких формують за один прохід за периметром кругового шва, а потім видаляють мідний диск і вже до наплавлення приварюють відвідний патрубок з обов'язковим підварюванням кореневої частини з'єднання зсередини патрубка, згідно з корисною моделлю діаметр мідного диску вибирають рівним внутрішньому діаметру патрубку, діаметр отвору у муфті дорівнює діаметру відвідного патрубку, у мідному диску формують герметичну порожнину у вигляді тора (отвору за периметром) та через по 40033 4 рожнину у мідному диску під час зварювання перепускають охолоджуючу рідину або газ. Спосіб пояснюється кресленням. На Фіг.1 - загальний вид вузла з'єднання та послідовність формування двошарового наплавлення, на Фіг.2 - зварювання патрубка з трубопроводом і розрізною муфтою. На зачищеній ділянці газопроводу 1 виконують монтаж розрізної муфти 2, в одній з половин якої вирізано отвір при цьому діаметр отвору дорівнює діаметру відвідного патрубка. Обидві частини муфти 2 зварюють поздовжніми швами. Попередньо перед монтажем патрубка в отворі муфти 2 розміщують мідний диск 3 сідлоподібної форми, який притискується до газопроводу 1 гвинтом центратору (на кресленні не показано). У мідному диску 3 формують герметичну порожнину у вигляді тора (отвору за периметром). Під час наплавлення через штуцери 4 диску 3 перепускають охолоджуючу рідину або газ. Багатошарове наплавлення (5, 6) виконують в отримане розроблення між диском 3 та отвором муфти не менше ніж у два шари, кожний із яких формують за один прохід за периметром кругового шва. Після отримання двохшарового наплавлення мідний диск 3 видаляють, а далі встановлюють патрубок 9, який приварюють до наплавлення швами 7 та 8 і зварюють з муфтою 2 По закінченні зварювання патрубка 9 з муфтою 2, до патрубка 9 приєднують кульовий кран і спеціальний пристрій для механічного вирізування отвору в стінці газопроводу 1 (на кресленні не показано). Приклад реалізації способу. Потрібно приєднати відгалуження діаметром 158´8мм до магістрального газопроводу діаметром 1020´11мм. Ділянку газопроводу 1 діаметром 1020´11мм зі сталі 17Г1С зачищають від ізоляції та бруду. Виконують контроль якості і товщини металу ультразвуковим методом у місцях під зварювання патрубка. На зачищеній ділянці газопроводу виконують монтаж розрізної муфти 2 із сталі 09Г2С і з товщиною стінки 9мм, в одній з половин якої вирізано отвір діаметром, який дорівнює діаметру патрубка 9 і частини муфти 2 зварюють поздовжніми швами. Попередньо перед монтажем патрубка 9 в отворі муфти розміщують мідний диск 3 сідлоподібної форми, який притискують до газопроводу. У диску 3 формують герметичну порожнину у вигляді тора, через яку під час наплавлення за допомогою штуцерів 4 перепускають охолоджуючу рідину або газ. Наплавлення виконують в отримане розроблення між диском 3 та отвором муфти 2 у два шари (5, 6), кожний із яких формують за один прохід за периметром кругового шва з поперечним коливанням кінця електроду. Всі шари наплавлення (6, 5) і зварні шви (7, 8) виконують зварювальними електродами з основним видом покриття типу Э50А (Б). Після отримання двошарового наплавлення мідний диск 3 видаляють, далі встановлюють патрубок 9 із сталі 20, і приварюють його швами (7, 8) до наплавлення та муфти 2. 5 40033 Підварювання кореневої частини кутового з’єднання патрубка 9 з трубопроводом 1 зсередини патрубка (зварювання ведеться безпосередньо до попередньо виконаного двошарового наплавлення) обов'язкове, тому що це з'єднання має складну конфігурацію по межі контакту (сідлоподібну форму) і майже неможливо забезпечити певний якісний провар стінки патрубка 9, коли виконується зварювання тільки із зовнішньої сторони патрубка. Далі до патрубка 9 приєднують кульовий кран Ду 150мм і спеціальний пристрій для механічного Комп’ютерна верстка C.Литвиненко 6 вирізування корончатою фрезою отвору в стінці газопроводу 1. Запропонований спосіб забезпечує можливість монтажу відгалуження на газопроводі під тиском, повну герметизацію відгалуження, значно спрощує конструкцію вузла відгалуження з діючим газопроводом, скорочує витрати матеріалів і час проведення монтажних робіт, а також підвищує робото здатність зварного з'єднання з газопроводом за рахунок утворення сприятливої структури металу в зоні термічного впливу та запобігання шаруватого розтріскування. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of branch to operating gas pipeline
Автори англійськоюMarchuk Yaroslav Semenovych, Mandra Anatolii Stepanovych, But Viktor Stepanovych
Назва патенту російськоюСпособ присоединения ответвления к действующему газопроводу
Автори російськоюМарчук Ярослав Семенович, Мандра Анатолий Степанович, Бут Виктор Степанович
МПК / Мітки
МПК: F16L 41/00
Мітки: діючого, відгалуження, спосіб, газопроводу, приєднання
Код посилання
<a href="https://ua.patents.su/3-40033-sposib-priehdnannya-vidgaluzhennya-do-diyuchogo-gazoprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб приєднання відгалуження до діючого газопроводу</a>
Спосіб приєднання відгалуження до діючого газопроводу
Номер патенту: 53448
Опубліковано: 15.10.2004
Автори: Слесар Петро Федорович, Бут Олександр Вікторович, Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Коломєєв Валентин Миколайович, Бут Віктор Степанович, Ковалів Євстахій Осипович, Ніколаєв Віктор Олександрович, Беккер Михайло Вікторович
МПК: F16L 41/00
Мітки: газопроводу, відгалуження, приєднання, діючого, спосіб
Формула / Реферат:
1. Палевдавлювальна машина, що містить в собі станину з встановленими на ній напрямними колонами, на яких розташовані вдавлювальний та затискний механізми з гідроциліндрами робочого та зворотного ходу, а також анкерні вантажі, яка відрізняється тим, що механізм вдавлювання палі складається з гідроциліндрів робочого органа преса, наприклад колонного типу, корпуси яких закріплено в циліндровій поперечині, яку з’єднано напрямними колонами з...
Спосіб приєднання відгалуження до діючого газопроводу
Номер патенту: 47255
Опубліковано: 17.06.2002
Автори: Коломєєв Валентин Миколайович, Ніколаєв Віктор Олександрович, Білоус Валерій Іванович, Бобов Володимир Петрович, Капцов Іван Іванович, Мандра Анатолій Степанович, Бут Віктор Степанович
МПК: F16L 41/00
Мітки: спосіб, газопроводу, приєднання, відгалуження, діючого
Формула / Реферат:
1. Спосіб приєднання відгалуження до діючого газопроводу, що включає зачищення ділянки труби, монтаж на цій ділянці двох половин корпусу відводу, в одній з яких вирізаний отвір, зварювання між собою поздовжніми швами половин корпусу, встановлення відвідного патрубка і вирізування отвору в трубопроводі, який відрізняється тим, що попередньо перед встановленням відвідного патрубка виконують обварювання за периметром отвору в корпусі швом, що...
Спосіб приєднання відгалужень до діючого трубопроводу
Номер патенту: 7007
Опубліковано: 15.06.2005
Автори: Волгін Леонід Олексійович, Педько Борис Іванович, Коломєєв Валентин Миколайович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Шкуть Михайло Мефодійович
МПК: F16L 41/00
Мітки: діючого, приєднання, спосіб, трубопроводу, відгалужень
Формула / Реферат:
1. Спосіб приєднання відгалужень до діючого магістрального трубопроводу, що включає зачищення ділянки трубопроводу, вирізання отвору у трубопроводі, монтаж і зварювання на цій ділянці розрізного трійника та установлення подовженого кумулятивного заряду на штоку, призначеному для виведення вирізаної частини труби в приймальну камеру, установлення захисного екрана в порожнині відвідного патрубка, який відрізняється тим, що на трубопроводі...
Спосіб ремонту дефектних ділянок діючого газопроводу
Номер патенту: 76390
Опубліковано: 17.07.2006
Автори: Дрогомирецький Михайло Миколайович, Коломєєв Валентин Миколайович, Мандра Анатолій Степанович, Максимов Сергій Юрійович, Бут Віктор Степанович, Подолян Олександр Петрович, Беккер Михайло Вікторович, Ніколаєв Віктор Олександрович, Пудрий Сергій Володимирович, Налісний Микола Борисович
МПК: B23K 31/02
Мітки: спосіб, дефектних, діючого, ремонту, ділянок, газопроводу
Формула / Реферат:
1. Спосіб ремонту дефектних ділянок діючого газопроводу, що включає установку з обох сторін дефектної ділянки технологічних кілець, які приварюються внутрішніми торцями до трубопроводу із частковим проплавленням його стінки, складання підсилювальної муфти з декількох частин, розташування їх на кільцях, зварювання цих частин між собою й кільцями, і заповнення підмуфтового простору газонепроникною самотверднучою масою, який відрізняється тим,...
Спосіб усунення витоку газу через отвір на лінійній ділянці газопроводу
Номер патенту: 59012
Опубліковано: 15.08.2003
Автори: Пудрий Сергій Володимирович, Налісний Микола Борисович, Подолян Олександр Петрович, Томашук Олександр Іванович, Мандра Анатолій Степанович, Ніколаєв Віктор Олександрович
МПК: F16L 55/16
Мітки: газу, газопроводу, витоку, усунення, ділянці, лінійний, отвір, спосіб
Формула / Реферат:
1. Спосіб усунення витоку газу через отвір на лінійній ділянці газопроводу, при якому виготовляють розрізну муфту, в одній частині якої роблять отвір і прикріплюють до нього технологічну трубу, оснащену краном, після чого кран відкривають і встановлюють муфту на ділянку газопроводу, що має витік газу, причому отвір у муфті розташовують над отвором у трубопроводі, після чого кран закривають, який відрізняється тим, що спочатку в стінці...
Попередній патент: Сидіння транспортного засобу
Наступний патент: Укладач-забірник роторний
Випадковий патент: Безалкогольний напій "бам"