Спосіб ремонту дефектних ділянок діючого газопроводу
Номер патенту: 76390
Опубліковано: 17.07.2006
Автори: Подолян Олександр Петрович, Коломєєв Валентин Миколайович, Налісний Микола Борисович, Пудрий Сергій Володимирович, Ніколаєв Віктор Олександрович, Бут Віктор Степанович, Максимов Сергій Юрійович, Мандра Анатолій Степанович, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович
Формула / Реферат
1. Спосіб ремонту дефектних ділянок діючого газопроводу, що включає установку з обох сторін дефектної ділянки технологічних кілець, які приварюються внутрішніми торцями до трубопроводу із частковим проплавленням його стінки, складання підсилювальної муфти з декількох частин, розташування їх на кільцях, зварювання цих частин між собою й кільцями, і заповнення підмуфтового простору газонепроникною самотверднучою масою, який відрізняється тим, що спочатку на дефектну ділянку встановлюють частини додаткової муфти, які притискають до трубопроводу й зварюють одна з одною поздовжніми швами, після чого із двох сторін додаткової муфти на трубопровід встановлюють технологічні кільця, забезпечуючи зазор між торцями додаткової муфти й внутрішніми торцями технологічних кілець, після чого торці додаткової муфти й внутрішні торці технологічних кілець приварюють до трубопроводу.
2. Спосіб за п. 1, який відрізняється тим, що товщину технологічних кілець вибирають більшою, ніж товщину стінки додаткової муфти.
3. Спосіб за п. 1, який відрізняється тим, що на внутрішній поверхні додаткової муфти виконують проточки, які за розмірами і формами збігаються зі сполучними зварними швами на трубопроводі або перевищують їх.
Текст
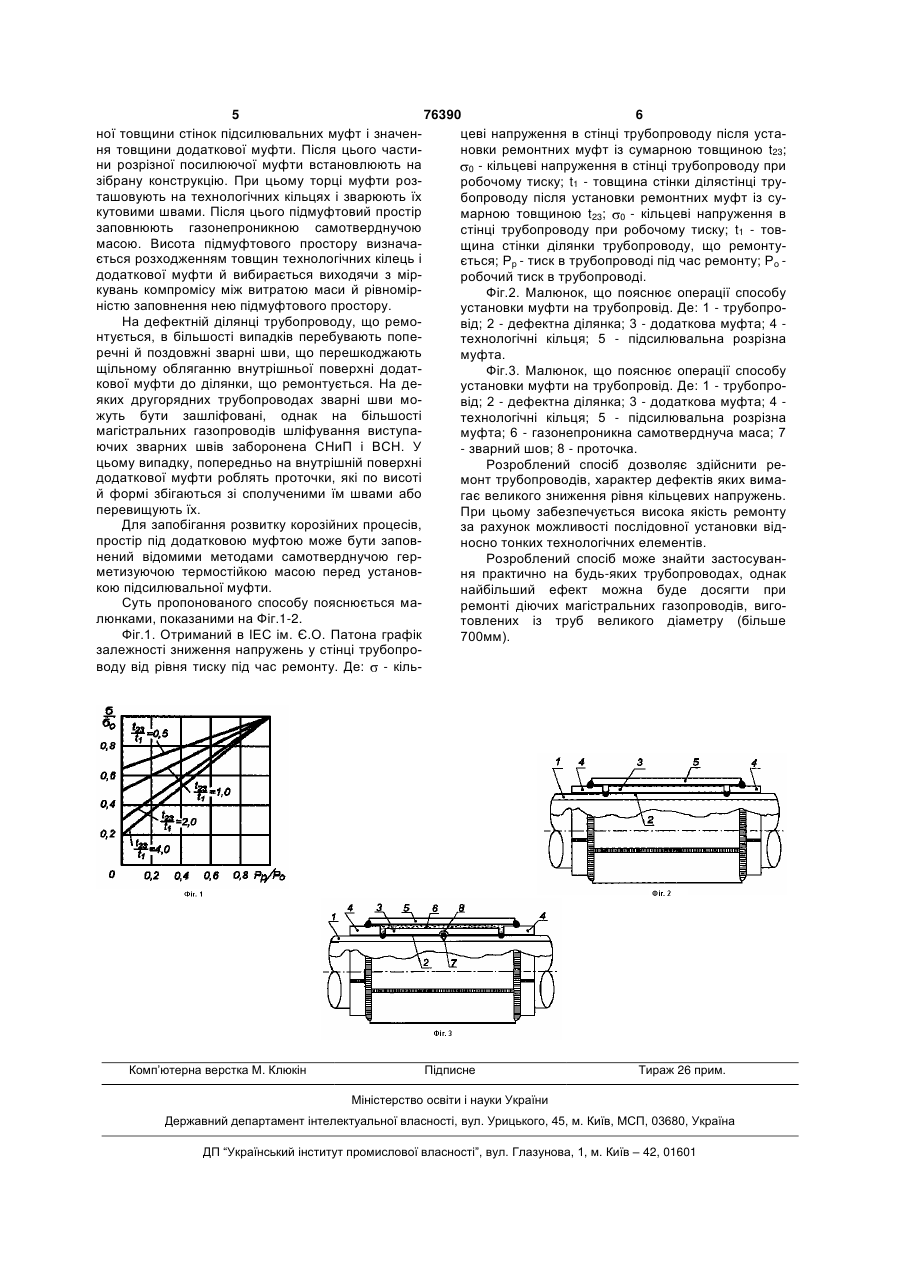
1. Спосіб ремонту дефектних ділянок діючого газопроводу, що включає установку з обох сторін дефектної ділянки технологічних кілець, які приварюються внутрішніми торцями до трубопроводу із частковим проплавленням його стінки, складання C2 2 (19) 1 3 76390 4 кільцевими швами до стінок труби. Для запобіганмає обмежене застосування при необхідності знаня втрати стійкості труби через її прогрів, на певній чного зниження рівня напружень у трубопроводі. відстані від торців муфти встановлюються кільця, Обмеження обумовлене складністю якісної устаза допомогою яких здійснюється зварювання. Споновки на трубопровід посилюючої муфти й техносіб дозволяє здійснити ремонт дефектної ділянки логічних кілець великої товщини. трубопроводу, компенсуючи при цьому як радіальВ основу винаходу покладене завдання підні, так й осьові напруження, однак може бути не вищення якості ремонту дефектних ділянок діючих прийнятним для ремонту ділянки діючого трубоптрубопроводів, що вимагають значного зниження роводу, що має більші корозійні дефекти. Основрівня напружень у трубопроводі, шляхом установним завданням ремонту трубопроводу є зниження ки подвійної посилюючої муфти. Це дозволить рівня кільцевих напружень. У свою чергу, вимоги домогтися заданого зниження рівня напружень у до зниження рівня напружень залежать від ступетрубопроводі без істотного зниження внутрішньотня поразки корозією ділянки, що ремонтується. рубного тиску й використання технологічних елеПри використанні розрізних муфт, зниження наментів великої товщини. пружень у стінці трубопроводу залежить від товЗавдання вирішується за рахунок того, що в щини муфти й робочого тиску. За інших рівних способі ремонту дефектних ділянок діючих трубоумов, для забезпечення розрахункового зниження проводів, який включає установку з обох сторін рівня напружень необхідно або збільшувати товдефектної ділянки технологічних кілець, які приващину муфти, або знижувати тиск усередині труборюються внутрішніми торцями до трубопроводу із проводу. У ряді випадків, істотне зниження тиску в частковим проплавленням його стінки, складання трубопроводі (наприклад, у магістральному газоппосилюючої муфти з декількох частин, розташуроводі експортного газу) є небажаним, тому що вання їх на кільцях, зварювання цих частин між воно пов’язано з великими фінансовими втратами собою й кільцями, і заповнення підмуфтового проабо іншими обмеженнями. У свою чергу, максимастору газонепроникною самотверднучою масою, льна товщина стінки муфти обмежена технологічвідповідно до винаходу, спочатку на дефектну ними можливостями, пов’язаними з вимогами по її ділянку встановлюють частини додаткової муфти, установці й зварюванню із трубопроводом. які притискають до трубопроводу й зварюють одна Відомий спосіб ремонту діючого трубопроводу з одною поздовжніми швами, після чого із двох шляхом установки на дефектну ділянку посилююсторін додаткової муфти на трубопровід встановчої муфти [див. патент України 36426]. Спосіб є люють технологічні кільця, забезпечуючи зазор прототипом винаходу, який заявляється. Для реаміж торцями додаткової муфти й внутрішніми торлізації способу із добре зварюваної сталі, меншої цями технологічних кілець, після чого торці додатміцності, ніж метал трубопроводу, виготовляють кової муфти й внутрішні торці технологічних кілець муфту й технологічні кільця. Кільця встановлюприварюють до трубопроводу. ються із двох сторін дефектної ділянки на попереСпосіб здійснюють таким чином. Спочатку видньо зачищену поверхню трубопроводу. З кожної значають ступінь і глибину дефектного ураження сторони дефектної ділянки встановлюють по два ділянки трубопроводу, що підлягає ремонту. Після кільця з поздовжнім зазором між ними, рівним 0,4цього аналітичне розраховують необхідне знижен0,6t1 (де t1 товщина стінки труби). У свою чергу, ня напружень у стінці труби. Далі, знаючи граничне кожне кільце виготовляють із двох частин, які звазначення тиску усередині трубопроводу під час рюють між собою поздовжніми швами, не торкаюремонту, визначають сумарну товщину стінок підчись дугою трубопроводу. Мінімальну довжину силювальних муфт. Після цього вибирають товкожного кільця вибирають виходячи з вимог СНІП і щину додаткової муфти й технологічних кілець. ВСН до взаємного розташування зварних Для зручності установки, товщину додаткової муз’єднань. Товщину кілець вибирають із умови зафти вибирають рівною 0,5-l,0t1 (де t1 товщина стінбезпечення необхідного опору зрізу кільцевих швів ки труби). Товщину технологічних кілець вибирапри мінімальній витраті металу. Максимальна тоють рівну або більшу товщини додаткової муфти. вщина кілець визначається технологічними обмеДалі виготовляють частини додаткової муфти, які женнями, пов’язаними з вимогами до їхнього монвстановлюють на дефектну ділянку трубопроводу, тажу й зварювання. забезпечуючи перекриття зони дефектів. Частини Після установки технологічних кілець, виконудодаткової муфти притискають до трубопроводу й ють їх зварювання за периметром вздовж зазору із зварюють між собою поздовжніми швами, не торчастковим проплавленням стінки трубопроводу, каючись трубопроводу зварювальною дугою. Після що ремонтується. Після цього на кільця встановцього, із двох сторін додаткової муфти встановлюють посилюючу муфту, довжину якої вибирають люють частини технологічних кілець, забезпечуютаким чином, щоб її торці перебували над крайнічи зазор між торцями муфти й внутрішніми торцями технологічними кільцями. Після цього частини ми технологічних кілець у межах 0,4-0,6 t1 (де t1 муфти зварюються між собою поздовжніми швами, товщина стінки труби). Частини кілець притискаа торці приварюють до технологічних кілець кутоють до трубопроводу й зварюють поздовжніми вими швами. швами, не торкаючись зварювальною дугою тіла Для попередження виникнення корозії, підмутруби. Після цього торці додаткової муфти й внутфтовий простір заповнюють газонепроникною сарішні торці технологічних кілець приварюють до мотверднучою масою через попередньо встановтрубопроводу із частковим проплавленням стінки лені штуцери. труби. Далі, виготовляють частини розрізної посиСпосіб прийнятний для ремонту більшості делюючої муфти, товщину стінки якої вибирають фектних частин реальних трубопроводів, однак виходячи з різниці розрахованого значення сумар 5 76390 6 ної товщини стінок підсилювальних муфт і значенцеві напруження в стінці трубопроводу після устаня товщини додаткової муфти. Після цього частиновки ремонтних муфт із сумарною товщиною t23; ни розрізної посилюючої муфти встановлюють на 0 - кільцеві напруження в стінці трубопроводу при зібрану конструкцію. При цьому торці муфти розробочому тиску; t1 - товщина стінки ділястінці труташовують на технологічних кільцях і зварюють їх бопроводу після установки ремонтних муфт із сукутовими швами. Після цього підмуфтовий простір марною товщиною t23; 0 - кільцеві напруження в заповнюють газонепроникною самотверднучою стінці трубопроводу при робочому тиску; t1 - товмасою. Висота підмуфтового простору визначащина стінки ділянки трубопроводу, що ремонтується розходженням товщин технологічних кілець і ється; Рр - тиск в трубопроводі під час ремонту; Ро додаткової муфти й вибирається виходячи з мірробочий тиск в трубопроводі. кувань компромісу між витратою маси й рівномірФіг.2. Малюнок, що пояснює операції способу ністю заповнення нею підмуфтового простору. установки муфти на трубопровід. Де: 1 - трубопроНа дефектній ділянці трубопроводу, що ремовід; 2 - дефектна ділянка; 3 - додаткова муфта; 4 нтується, в більшості випадків перебувають попетехнологічні кільця; 5 - підсилювальна розрізна речні й поздовжні зварні шви, що перешкоджають муфта. щільному обляганню внутрішньої поверхні додатФіг.3. Малюнок, що пояснює операції способу кової муфти до ділянки, що ремонтується. На деустановки муфти на трубопровід. Де: 1 - трубопрояких другорядних трубопроводах зварні шви мовід; 2 - дефектна ділянка; 3 - додаткова муфта; 4 жуть бути зашліфовані, однак на більшості технологічні кільця; 5 - підсилювальна розрізна магістральних газопроводів шліфування виступамуфта; 6 - газонепроникна самотверднуча маса; 7 ючих зварних швів заборонена СНиП і ВСН. У - зварний шов; 8 - проточка. цьому випадку, попередньо на внутрішній поверхні Розроблений спосіб дозволяє здійснити редодаткової муфти роблять проточки, які по висоті монт трубопроводів, характер дефектів яких вимай формі збігаються зі сполученими їм швами або гає великого зниження рівня кільцевих напружень. перевищують їх. При цьому забезпечується висока якість ремонту Для запобігання розвитку корозійних процесів, за рахунок можливості послідовної установки відпростір під додатковою муфтою може бути заповносно тонких технологічних елементів. нений відомими методами самотверднучою герРозроблений спосіб може знайти застосуванметизуючою термостійкою масою перед установня практично на будь-яких трубопроводах, однак кою підсилювальної муфти. найбільший ефект можна буде досягти при Суть пропонованого способу пояснюється маремонті діючих магістральних газопроводів, виголюнками, показаними на Фіг.1-2. товлених із труб великого діаметру (більше Фіг.1. Отриманий в ІЕС ім. Є.О. Патона графік 700мм). залежності зниження напружень у стінці трубопроводу від рівня тиску під час ремонту. Де: - кіль Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnology of repair of the defective sections of operating gas pipe
Автори англійськоюBut Viktor Stepanovych, Bekker Mykhailo Viktorovych, Drohomyretskyi Mykhailo Mykolaiovych, Kolomeev Valentyn Mykolaiovych, Mandra Anatolii Stepanovych, Maksymov Serhii Yuriiovych, Nalisnyi Mykola Borysovych, Nikolaiev Viktor Oleksandrovych, Podolian Oleksandr Petrovych, Pudryi Serhii Volodymyrovych
Назва патенту російськоюСпособ ремонта дефектных участков действующего газопровода
Автори російськоюБут Виктор Степанович, Беккер Михаил Викторович, Дрогомирецкий Михаил Николаевич, Коломеев Валентин Николаевич, Мандра Анатолий Степанович, Максимов Сергей Юрьевич, Налисный Николай Борисович, Николаев Виктор Александрович, Подолян Александр Петрович, Пудрий Сергей Владимирович
МПК / Мітки
МПК: B23K 31/02
Мітки: дефектних, діючого, спосіб, ремонту, газопроводу, ділянок
Код посилання
<a href="https://ua.patents.su/3-76390-sposib-remontu-defektnikh-dilyanok-diyuchogo-gazoprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту дефектних ділянок діючого газопроводу</a>
Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами
Номер патенту: 53444
Опубліковано: 15.01.2003
Автори: Мандра Анатолій Степанович, Ніколаєв Віктор Олександрович, Бобов Володимир Петрович, Білоус Валерій Іванович, Бут Віктор Степанович
МПК: F16L 55/16
Мітки: локальним, діючого, наскрізними, спосіб, трубопроводу, ремонту, дефектами
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою...
Спосіб приєднання відгалуження до діючого газопроводу
Номер патенту: 53448
Опубліковано: 15.10.2004
Автори: Коломєєв Валентин Миколайович, Педько Борис Іванович, Ковалів Євстахій Осипович, Бут Олександр Вікторович, Бут Віктор Степанович, Слесар Петро Федорович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович, Ніколаєв Віктор Олександрович
МПК: F16L 41/00
Мітки: спосіб, газопроводу, діючого, відгалуження, приєднання
Формула / Реферат:
1. Палевдавлювальна машина, що містить в собі станину з встановленими на ній напрямними колонами, на яких розташовані вдавлювальний та затискний механізми з гідроциліндрами робочого та зворотного ходу, а також анкерні вантажі, яка відрізняється тим, що механізм вдавлювання палі складається з гідроциліндрів робочого органа преса, наприклад колонного типу, корпуси яких закріплено в циліндровій поперечині, яку з’єднано напрямними колонами з...
Спосіб приєднання відгалуження до діючого газопроводу
Номер патенту: 47255
Опубліковано: 17.06.2002
Автори: Бобов Володимир Петрович, Коломєєв Валентин Миколайович, Капцов Іван Іванович, Мандра Анатолій Степанович, Ніколаєв Віктор Олександрович, Бут Віктор Степанович, Білоус Валерій Іванович
МПК: F16L 41/00
Мітки: діючого, відгалуження, приєднання, газопроводу, спосіб
Формула / Реферат:
1. Спосіб приєднання відгалуження до діючого газопроводу, що включає зачищення ділянки труби, монтаж на цій ділянці двох половин корпусу відводу, в одній з яких вирізаний отвір, зварювання між собою поздовжніми швами половин корпусу, встановлення відвідного патрубка і вирізування отвору в трубопроводі, який відрізняється тим, що попередньо перед встановленням відвідного патрубка виконують обварювання за периметром отвору в корпусі швом, що...
Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами
Номер патенту: 7009
Опубліковано: 15.06.2005
Автори: Дрогомирецький Михайло Миколайович, Бут Віктор Степанович, Пришляк Андрій Михайлович, Педько Борис Іванович, Коломєєв Валентин Миколайович, Беккер Михайло Вікторович, Щербак Олександр Вікторович, Ніколаєв Віктор Олександрович
МПК: F16L 55/16
Мітки: ремонту, локальними, трубопроводу, дефектами, спосіб, діючого, наскрізними
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента з ущільнювачем, фіксацію запірного елемента на трубопроводі притискним пристосуванням, яке має траверсу, зварювання запірного елемента з трубопроводом і герметизацію трубопроводу, який відрізняється тим, що запірний елемент виконують у вигляді круглої латки і закріплюють на...
Спосіб ремонту дефектної ділянки діючого трубопроводу
Номер патенту: 75859
Опубліковано: 15.05.2006
Автори: Ніколаєв Віктор Олександрович, Беккер Михайло Вікторович, Мандра Анатолій Степанович, Коломєєв Валентин Миколайлович, Налісний Микола Борисович, Дрогомирецький Михайло Миколайович, Пудрий Сергій Володимирович, Подолян Олександр Петрович, Максимов Сергій Юрійович, Бут Віктор Степанович
МПК: F16L 55/16
Мітки: спосіб, ділянки, ремонту, діючого, дефектної, трубопроводу
Формула / Реферат:
1. Спосіб ремонту дефектної ділянки діючого трубопроводу, що включає виготовлення розрізної муфти, установку її частин на трубопровід, скріплення частин, герметизацію підмуфтового простору шляхом набивання герметика в напрямні, розташовані радіально уздовж торців муфти, з наступним заповненням підмуфтового простору герметиком під тиском, що дорівнює або перевищує тиск у трубопроводі через крани, установлені в нижній і верхній частинах муфти,...
Попередній патент: Спосіб одержання біомаси асцидій botryllus schlosseri
Наступний патент: Спосіб прогнозування ефективності епідидимовазоанастомозу
Випадковий патент: Пристрій для пуску асинхронного двигуна