Порошковий дріт для десульфурації чавуну

Формула / Реферат
1. Порошковий дріт для десульфурації чавуну, що складається з металевої оболонки та заповнювача із порошкоподібного сплаву системи залізо-кремній-магній з вмістом магнію 16-35 мас.% та добавкою кальцію, алюмінію, барію, титану та РЗМ, який відрізняється тим, що необхідна кількість добавок повністю або частково введена до складу заповнювача дроту у вигляді металевого кальцію, алюмінію, барію, титану та РЗМ.
2. Порошковий дріт по п. 1, який відрізняється тим, що алюміній вводять до складу заповнювача дроту у вигляді сплавів системи алюміній-магній з вмістом магнію 0,1-15 мас.%.
3. Порошковий дріт по п. 1 або 2, який відрізняється тим, що кальцій, барій, титан та РЗМ вводять до складу заповнювача дроту у вигляді сплавів з алюмінієм.
Текст
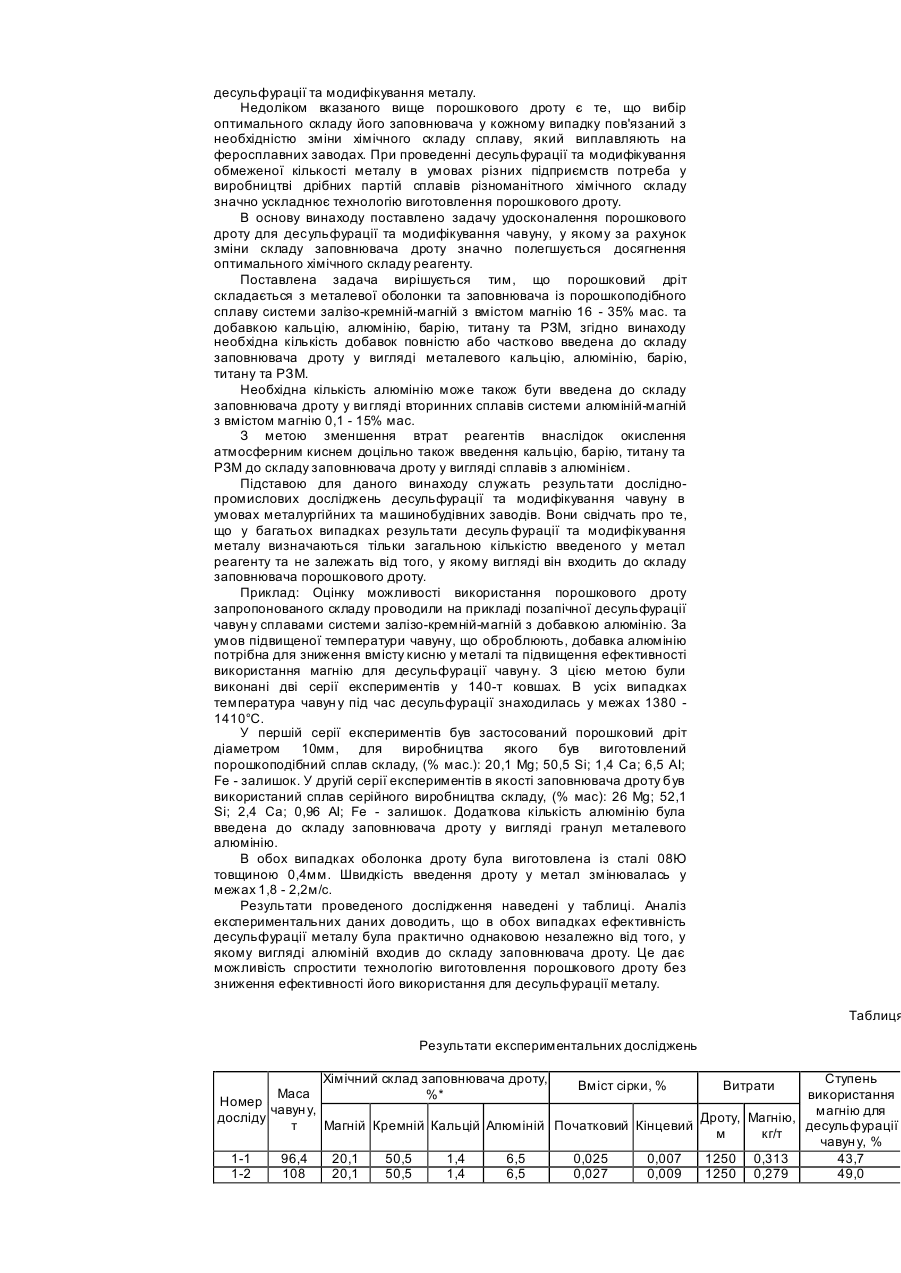
Порошковий дріт може бути використаний у чорній металургії та ливарному виробництві для глибокої десульфурації чавуну магнієм у ковшах. Можливе також його використання для модифікування металу з метою виробництва чавунних відливків з графітом кулястої та вермікулярної форми. Відомий порошковий дріт для позапічного обробляння чавуну, що складається з металевої оболонки товщиною менше 1мм, яка заповнена металевим магнієм (див. Патент США №4205981, м. кл. С21С7/02, опубліковано 3.06.1980p.). В умовах металургійних заводів цей дріт не може бути ефективно використаний для десульфурації чавуну в ковшах з наступних причин. При температурах позапічного обробляння чавуну введений у метал магній випаровується та видаляється з розплаву у вигляді бульбашок пари, біля поверхні яких протікають хімічні реакції між магнієм та домішками чавуну. Тому для ефективного використання магнію потрібно, щоб руйн ування металевої оболонки дроту та ви хід пари магнію у метал мали місце у донній частині ковша. З цією метою подачу дроту у розплав потрібно вести з високою швидкістю. При використанні дроту великого діаметру це приводить до утворення у чавуні великої кількості пари, формуванню несприятливих газометалевих потоків, викидам з ковша металу, що оброблюють, та неефективного використання магнію. Зменшення діаметру дроту, який вводять у розплав, приводить до того, що внаслідок нагрівання у металі він швидко втрачає жорсткість та не може проникати на потрібну глибину у чавун. Відомий також порошковий дріт для введення магнію у розплави на основі заліза, що складається з металевої оболонки та заповнювача, який містить механічну суміш 20 - 40% порошку магнію та 80 - 60% обпеченого доломіту (див. Авторське свідоцтво СРСР №1655996, м. кл. С21С7/06, опубліковано 15.06. 1991p.). Його використання дає можливість зменшити кількість пари магнію, яка надходить у розплав при незмінних діаметрі дроту та швидкості введення його у розплав. Але в умовах глибокої десульфурації чавуну цей дріт також не забезпечую ефективного використання введеного у метал магнію. При вказаному складі заповнювача дроту магній надходить у метал, що обробляють, у вигляді безперервного струменю пари, дроблення якого на окремі бульбашки відбувається в об'ємі металу. У ци х умовах розмір бульбашок пари магнію, що виникають у металі, визначається тільки величиною межфазного натягу на поверхні поділу пари магнію з чавуном. Великий розмір бульбашок, що виникають, приводить до того, що при низькому вмісті сірки у металі під час руху бульбашки до поверхні розплаву більша частина магнію не може бути витрачена на протікання хімічних реакцій. Найбільш близьким по технічній сутності до дроту, що заявляється, є порошковий дріт для десульфурації чавун у, що складається з металевої оболонки, яка заповнена порошкоподібним сплавом системи залізокремній-магній з вмістом магнію 16 - 35%. З метою поліпшення умов десульфурації металу сплав системи залізо-кремній-магній може додатково містити кальцій, алюміній, барій, титан та рідкоземельні метали (РЗМ) у кількості 2 - 10% (див. Патент України №36927 заявка №2000021113 від 25.02.2000p., рішення про видачу патенту на винахід від 02.11.2000p.). Більш висока ефективність використання магнію при введенні його в метал у складі сплаву системи залізо-кремній-магній досягається завдяки особливостям розподілення магнію у стр уктурі твердого сплаву. Дослідження цих сплавів свідчать про те, що головними їх структурними складовими є кремній, лебоіт (FeSi2) та силіцид магнію (Mg2Si). У структурі твердого сплаву кремній та лебоіт знаходяться у вигляді крупних зерен, між якими знаходяться дрібні включення силіциду магнію. Саме у них зосереджена головна кількість магнію, що присутній у складі сплаву. Температура плавлення силіциду магнію складає 1102°С, що значно нижче температур плавлення оточуючи х його лебоіту та кремнію, які складають відповідно 1220°С і 1414°С. Тому розчинення силіциду магнію у чавуні протікає швидше, ніж розчинення більш тугоплавких фаз, що складають матрицю сплаву. При цьому бульбашки пари магнію, що виникають у чавуні, формуються внаслідок розчинення кожного з включень силіциду магнію окремо. Внаслідок малої кількості магнію у них бульбашки мають малі розміри та велику питому площу поверхні поділу з металом, який оброблюють. Завдяки цьому введення магнію в чавун у складі сплаву забезпечує високий ступінь використання магнію для десульфурації та модифікування металу. Недоліком вказаного вище порошкового дроту є те, що вибір оптимального складу його заповнювача у кожному випадку пов'язаний з необхідністю зміни хімічного складу сплаву, який виплавляють на феросплавних заводах. При проведенні десульфурації та модифікування обмеженої кількості металу в умовах різних підприємств потреба у виробництві дрібних партій сплавів різноманітного хімічного складу значно ускладнює технологію виготовлення порошкового дроту. В основу винаходу поставлено задачу удосконалення порошкового дроту для десульфурації та модифікування чавуну, у якому за рахунок зміни складу заповнювача дроту значно полегшується досягнення оптимального хімічного складу реагенту. Поставлена задача вирішується тим, що порошковий дріт складається з металевої оболонки та заповнювача із порошкоподібного сплаву системи залізо-кремній-магній з вмістом магнію 16 - 35% мас. та добавкою кальцію, алюмінію, барію, титану та РЗМ, згідно винаходу необхідна кількість добавок повністю або частково введена до складу заповнювача дроту у вигляді металевого кальцію, алюмінію, барію, титану та РЗМ. Необхідна кількість алюмінію може також бути введена до складу заповнювача дроту у ви гляді вторинних сплавів системи алюміній-магній з вмістом магнію 0,1 - 15% мас. З метою зменшення втрат реагентів внаслідок окислення атмосферним киснем доцільно також введення кальцію, барію, титану та РЗМ до складу заповнювача дроту у вигляді сплавів з алюмінієм. Підставою для даного винаходу служать результати досліднопромислових досліджень десульфурації та модифікування чавуну в умовах металургійних та машинобудівних заводів. Вони свідчать про те, що у багатьох випадках результати десуль фурації та модифікування металу визначаються тільки загальною кількістю введеного у метал реагенту та не залежать від того, у якому вигляді він входить до складу заповнювача порошкового дроту. Приклад: Оцінку можливості використання порошкового дроту запропонованого складу проводили на прикладі позапічної десульфурації чавун у сплавами системи залізо-кремній-магній з добавкою алюмінію. За умов підвищеної температури чавуну, що оброблюють, добавка алюмінію потрібна для зниження вмісту кисню у металі та підвищення ефективності використання магнію для десульфурації чавун у. З цією метою були виконані дві серії експериментів у 140-т ковшах. В усіх випадках температура чавун у під час десульфурації знаходилась у межах 1380 1410°С. У першій серії експериментів був застосований порошковий дріт діаметром 10мм, для виробництва якого був виготовлений порошкоподібний сплав складу, (% мас.): 20,1 Mg; 50,5 Si; 1,4 Са; 6,5 ΑΙ; Fe - залишок. У другій серії експериментів в якості заповнювача дроту був використаний сплав серійного виробництва складу, (% мас): 26 Mg; 52,1 Si; 2,4 Са; 0,96 ΑΙ; Fe - залишок. Додаткова кількість алюмінію була введена до складу заповнювача дроту у вигляді гранул металевого алюмінію. В обох випадках оболонка дроту була виготовлена із сталі 08Ю товщиною 0,4мм. Швидкість введення дроту у метал змінювалась у межах 1,8 - 2,2м/с. Результати проведеного дослідження наведені у таблиці. Аналіз експериментальних даних доводить, що в обох випадках ефективність десульфурації металу була практично однаковою незалежно від того, у якому вигляді алюміній входив до складу заповнювача дроту. Це дає можливість спростити технологію виготовлення порошкового дроту без зниження ефективності його використання для десульфурації металу. Таблиця Результати експериментальних досліджень Хімічний склад заповнювача дроту, Ступень Вміст сірки, % Витрати Маса %* використання Номер чавун у, досліду Дроту, Магнію, магнію для т Магній Кремній Кальцій Алюміній Початковий Кінцевий десульфурації м кг/т чавун у, % 1-1 96,4 20,1 50,5 1,4 6,5 0,025 0,007 1250 0,313 43,7 1-2 108 20,1 50,5 1,4 6,5 0,027 0,009 1250 0,279 49,0 1-3 2-1 2-2 2-3 92,5 100 106,5 110 20,1 24,6 24,6 24,6 * Залишок - залізо 50,5 49,2 49,2 49,2 1,4 2,2 2,2 2,2 6,5 6,5 6,5 6,5 0,022 0,024 0,023 0,024 0,005 0,007 0,006 0,008 1250 1220 1220 1220 0,325 0,3 0,282 0,273 39,8 43,1 45,8 44,5
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for cast iron desulphurization
Автори англійськоюZborschyk Oleksandr Mykhailovych
Назва патенту російськоюПорошковый провод для десульфурации чагуна
Автори російськоюЗборщик Александр Михайлович
МПК / Мітки
МПК: C21C 1/02, C21C 7/064, C21C 7/04
Мітки: чавуну, порошковий, дріт, десульфурації
Код посилання
<a href="https://ua.patents.su/3-41144-poroshkovijj-drit-dlya-desulfuraci-chavunu.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для десульфурації чавуну</a>
Порошковий дріт для десульфурації чавуну
Номер патенту: 38011
Опубліковано: 15.05.2003
Автор: Зборщик Олександр Михайлович
МПК: C21C 7/064, C21C 1/02
Мітки: порошковий, чавуну, дріт, десульфурації
Формула / Реферат:
1. Порошковий дріт для десульфурації чавуну, що складається з металевої оболонки та заповнювача із порошкоподібного сплаву системи залізо-кремній-магній з вмістом магнію 7-15 %, який відрізняється тим, що заповнювач дроту додатково містить алюміній у кількості 1,6 –15 %.2. Порошковий дріт за п. 1, який відрізняється тим, що 0,5-14 % алюмінію введено до складу заповнювача дроту у вигляді металевого алюмінію.3. Порошковий дріт за...
Порошковий дріт для позапічної десульфурації чавуну
Номер патенту: 30276
Опубліковано: 15.11.2000
Автори: Бать Сергій Юрійович, Зборщик Олександр Михайлович, Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Лифенко Микола Трофимович
МПК: C21C 7/00
Мітки: дріт, позапічної, порошковий, десульфурації, чавуну
Формула / Реферат:
1. Порошковий дріт для позапічної десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту складається з механічної суміші 30-95% сплаву системи залізо - кремній - магній з вмістом магнію 8-30% та 5-70% речовини, яка містить оксид магнію.2. Порошковий дріт по п.1, який відрізняється тим, що оксид магнію введений до складу заповнювача у вигляді обпеченого доломіту або...
Порошковий дріт для десульфурації чавуну
Номер патенту: 36927
Опубліковано: 17.03.2003
Автор: Зборщик Олександр Михайлович
МПК: C21C 7/064, C21C 1/02
Мітки: порошковий, чавуну, дріт, десульфурації
Формула / Реферат:
1. Порошковий дріт для десульфурації чавуну, що складається з металевої оболонки та заповнювача із порошкоподібного сплаву системи залізо-кремній-магній, який відрізняється тим, що вміст магнію у сплаві складає 16-35%, до того ж у структурі твердого сплаву не менше ніж 50% магнію сконцентровано у включеннях силіциду магнію, розмір яких не перевищує 0,05 мм.2. Порошковий дріт за п. 1, який відрізняється тим, що сплав системи...
Порошковий дріт для десульфурації чавуну
Номер патенту: 30196
Опубліковано: 15.08.2001
Автори: Зборщик Олександр Михайлович, Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович, Бать Сергій Юрійович, Лифенко Микола Трофимович
МПК: C22C 33/10, C21C 7/064, C21C 1/02, C21C 1/10
Мітки: порошковий, десульфурації, дріт, чавуну
Формула / Реферат:
1. Порошковий дріт для десульфурації чавуну, який складається з металевої оболонки та заповнювача із сплаву системи залізо - кремній - магній, який відрізняється тим, що вміст магнію у сплаві складає 17 - 30%, до того ж у структурі твердого сплаву не менше 50% магнію сконцентровано у евтектичних включеннях силіциду магнію, розмір яких знаходиться у межах 0,15 - 0,6 мм.2. Порошковий дріт по п.1, який відрізняється тим, що сплав системи...
Порошковий дріт для десульфурації чавуну
Номер патенту: 28740
Опубліковано: 15.10.2001
Автори: Дюдкін Дмитро Олександрович, Зборщик Олександр Михайлович, Лифенко Микола Трофимович, Тітієвський Володимир Маркович, Бать Сергій Юрійович
МПК: C22C 33/10, C21C 1/02, C21C 7/064
Мітки: дріт, порошковий, десульфурації, чавуну
Формула / Реферат:
1. Порошковий дріт для десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту містить суміш магнію та сплаву системи залізо - кремній - магній у наступному співвідношенні компонентів, (мас. %):магній - 2 -10%; сплав – решта,до того ж у структурі твердого сплаву не менше ніж 70% магнію сконцентровано у евтектичних включеннях, розмір яких не перевищує 0,15...
Попередній патент: Пачка для тютюнових виробів
Наступний патент: Спосіб приготування горілок і горілок особливих
Випадковий патент: Волоконно-оптичний газоаналізатор