Порошковий дріт для десульфурації чавуну
Номер патенту: 30196
Опубліковано: 15.08.2001
Автори: Дюдкін Дмитро Олександрович, Зборщик Олександр Михайлович, Лифенко Микола Трофимович, Тітієвський Володимир Маркович, Бать Сергій Юрійович

Формула / Реферат
1. Порошковий дріт для десульфурації чавуну, який складається з металевої оболонки та заповнювача із сплаву системи залізо - кремній - магній, який відрізняється тим, що вміст магнію у сплаві складає 17 - 30%, до того ж у структурі твердого сплаву не менше 50% магнію сконцентровано у евтектичних включеннях силіциду магнію, розмір яких знаходиться у межах 0,15 - 0,6 мм.
2. Порошковий дріт по п.1, який відрізняється тим, що сплав системи залізо -кремній - магній додатково містить кальцій, алюміній, барій, титан та РЗМ у кількості 2-10%.
Текст
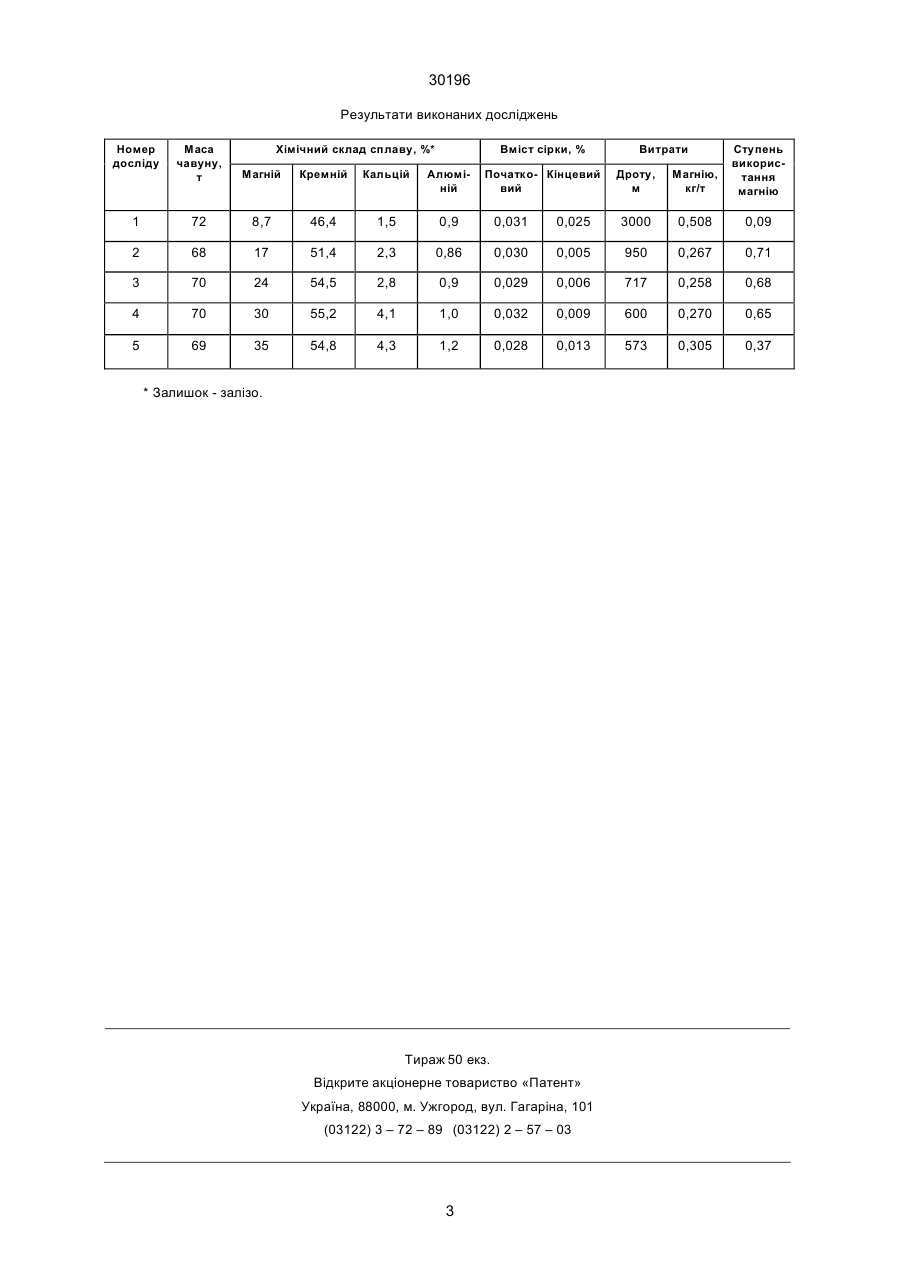
1. Порошковий дріт для десульфурації чавуну, який складається з металевої оболонки та заповнювача із сплаву системи залізо - кремній - магній, який відрізняється тим, що вміст магнію у сплаві складає 17 - 30%, до того ж у структурі твердого сплаву не менше 50% магнію сконцентровано у евтектичних включеннях силіциду магнію, розмір яких знаходиться у межах 0,15 - 0,6 мм. 2. Порошковий дріт по п.1, який відрізняється тим, що сплав системи залізо - кремній - магній додатково містить кальцій, алюміній, барій, титан та РЗМ у кількості 2-10%. В.Ш. (13) 30196 (11) UA нію та 80-60% обпеченого доломіту (див. Авт. свід. СРСР № 1655996, м. кл. С21С 7/06, опублік. 15.06.1991р.). Його використання дає можливість зменшити кількість пари магнію, яка надходить у розплав при незмінних діаметрі дроту та швидкості вводу його у розплав. Але в умовах глибокої десульфурації чавуну цей дріт також не забезпечує ефективного використання наданого у метал магнію. При вказаному складі заповнювача дроту магній надходить у метал, що обробляється, у вигляді безперервного струменю пари, дроблення якого на окремі бульбашки відбувається у об'ємі металу. У цих умовах розмір бульбашок пари магнію, що виникають у металі, визначається тільки величиною міжфазного натягу на межі поділу пари магнію з чавуном. Великий розмір виникаючих при цьому бульбашок приводить до того, що при низькому вмісті сірки у металі під час руху до поверхні розплаву основна частина магнію не може бути витрачена при протіканні хімічних реакцій. Не прореагувавша пара магнію згорає у атмосфері над ковшом, що супроводжується утворенням великої кількості пилегазових викидів. Найбільш близьким по технічній сутності до дроту, що заявляється, є порошковий дріт для обробки рідкого ливарного чавуну, який складається з металевої оболонки, заповненої сплавом у вигляді порошку наступного хімічного складу, (% мас.): 8-15 Mg, 42-48 Si, 0,2-3,5 Ca, 0,1-1,5 Al, до 3 РЗМ, Fe - залишок (див. Заявку ФРН № 4035631, м. кл. С21С 1/10, опублік. 14.05.1992 р.). Більш ви (19) Порошковий дріт може бути використаний у чорній металургії для глибокої десульфурації чавуну магнієм у ковшах великої місткості. Відомий порошковий дріт для позапічної обробки чавуну, який складається з металевої оболонки товщиною менше 1 мм, заповненої металевим магнієм (див. Патент США, м. кл. С 21С 7/02, № 4205981, опублік. 03.06.1980 р.). Цей дріт не може бути ефективно використаний для обробки чавуну у ковшах в умовах металургійних заводів з наступних причин. При температурах позапічної обробки чавуну введений у метал магній випаровується та залишає розплав у вигляді бульбашок пари, біля поверхні яких протікають хімічні реакції між магнієм та домішками чавуну. Тому для ефективного використання магнію потрібно, щоб руйнування металевої оболонки дроту та вихід пари магнію у метал мали місце у доній частині ковша 3 цією метою подачу дроту у розплав потрібно вести з високою швидкістю. При використанні дроту великого діаметру це приводить до утворення у чавуні великої кількості пари магнію, формуванню несприятливих газометалевих потоків та викидам з ковша металу, що оброблюється. Зменшення діаметру дроту, який подається у розплав, приводить до того, що, нагріваючись у металі, він швидко втрачає жорсткість та не може проникати на потрібну глибину у чавун. Відомий також порошковий дріт для присадки магнію у розплави на основі заліза, який складається з металевої оболонки та заповнювача, який містить механічну суміш 20-40% порошку маг C2 ____________________ 30196 сока ефективність використання магнію при поданні його у метал у складі сплаву системи залізо кремній - магній пояснюється особливостями розподілення магнію у структурі твердого сплаву. Дослідження цих сплавів свідчать, що головними їх структурними складовими є кремній, лебоіт (FeSi2) та силіцид магнію (Mg2Si). У структурі твердого сплаву кремній та лебоіт знаходяться у вигляді крупних зерен, розмір яких найчастіше становить 1 - 8 мм. Між ними знаходяться дрібні області, які мають звичайно евтектичну побудову. У них зосереджена головна кількість присутнього у сплаві магнію. Розміри та кількість евтектичних областей можуть змінюватися у широких межах залежно від складу та умов охолодження сплаву. Температура плавлення силіциду магнію складає 1102°С, що значно нижче температур плавлення оточуючих його лебоіту та кремнію, які складають відповідно 1220°С та 1414°С. Тому розчинення силіциду магнію у чавуні протікає швидше, ніж розчинення більш тугоплавких фаз, що складають матрицю сплаву. При цьому бульбашки пари магнію, що виникають у чавуні, формуються внаслідок розчинення кожної з евтектичних областей окремо. Внаслідок малої кількості магнію в кожній з них бульбашки мають малі розміри та велику питомну площу поверхні поділу з металом, що оброблюється. У відносно малих ковшах ливарних цехів введення магнію у чавун у складі сплаву системи залізо - кремній - магній забезпечує високий ступень використання магнію для десульфурації та модифікування металу. Але під час вводу сплаву у донну частину великих чавуновозних та заливних ковшів металургійних заводів ефективної десульфурації не відбувається. Це пояснюється тим, що навіть при низькому вмісті сірки у чавуні під час руху у металі пара магнію практично повністю витрачається на протікання хімічних реакцій, а більша частина виникаючих при цьому сульфідів не виноситься разом з спливаючими бульбашками з об'єму чавуну у шлак. Залишившись у чавуні, частинки сульфіду магнію у відсутності інтенсивної циркуляції розплаву залишають метал з дуже низькою швидкістю, беручи при цьому участь у реакціях ресульфурації. Тому розраховані за даними хімічного аналізу ступень десульфурації чавуну та ступень використання магнію лишаються дуже низькими. В основу винаходу поставлена задача удосконалення порошкового дроту для десульфурації чавуну, у якому за рахунок зміни складу заповнювача досягається підвищення ступеню використання магнію для глибокої десульфурації чавуну у ковшах великої місткості. Поставлена задача вирішується тим, що порошковий дріт складається з металевої оболонки та заповнювача, який містить сплав системи залізо - кремній - магній з вмістом магнію 17-30%, до того ж у структурі твердого сплаву не менше ніж 50% магнію сконцентровано у евтектичних областях, розмір яких знаходиться у межах 0,15-0,6 мм. Можливо також, що сплав системи залізо кремній - магній буде додатково містити кальцій, алюміній, барій, титан та РЗМу кількості 2-10%. Результати виконаних нами теоретичних розрахунків, а також лабораторних та промислових досліджень свідчать про те, що режим охолодження сплаву під час тверднення повинен забезпечувати присутність у структурі твердого сплаву переважної кількості магнію у вигляді включень силіциду магнію діаметром 0,15-0,6 мм. У цьому випадку з'являється можливість під час десульфурації чавуну у крупних чавуновозних ковшах одночасно досягти як високого ступеню використання магнію, так і досить високого газовмісту розплаву, що обробляється, який потрібен для виникнення у металі інтенсивних циркуляційних потоків та ефективного видалення сульфідів магнію з чавуну. Якщо розмір переважної кількості включень силіциду магнію не перевищує 0,15 мм, внаслідок хімічної взаємодії з домішками чавуну пара магнію швидко буде використана ще у донній частині ковша. При цьому низький газовміст металу веде до малої швидкості циркуляції розплаву, що у свою чергу погіршує умови для видалення сульфідів магнію. Якщо розмір включень силіциду магнію перевищує 0,6 мм, бульбашки пари магнію у чавуні мають великий розмір та значна кількість магнію не буде використана для хімічної взаємодії доки бульбашки досягають поверхні металу. Якщо не менш ніж 50% загальної кількості магнію у сплаві знаходиться у вигляді включень силіциду, розмір яких відповідає вказаному раніше, достатня для видалення включень сульфіду магнію з чавуну інтенсивність циркуляційного перемішування розплаву може бути досягнута при використанні сплавів, вміст магнію у складі яких перевищує 17%. Виробництво сплавів з вмістом магнію більшим за 30% пов'язане з значними технічними труднощами. Приклад: Для оцінки ефективності використання магнію під час десульфурації чавуну з використанням порошкового дроту запропонованого складу була виконана низка експериментів у 100-т ковшах. Температура чавуну під час обробки змінювалась у межах 1320-1350°С. Результати виконаних експериментів та дані про хімічний склад сплавів, які були використані в якості десульфураторів, наведені у таблиці. Вибіркові дослідження структури сплавів запропонованого складу довели, що біля 65% загальної кількості магнію присутні у його структурі у складі включень силіциду магнію, розмір яких складає 0,15-0,6 мм. Під час експериментів сплави вводили в чавун у складі порошкового дроту діаметром 10 мм. Швидкість подачі дроту в метал підтримували біля 2 м/с. Аналіз наведених у таблиці результатів виконаного дослідження доводить, що використання запропонованого винаходу дає змогу суттєво підвищити ступень використання магнію для десульфурації чавуну та знизити його питомні витрати під час обробки металу вводом порошкового дроту у ковшах великої місткості. Крім того зменшується кількість пари магнію, яка згорає у атмосфері над ковшем, що дає можливість скоротити об'єми пилегазових викидів та витрати, пов'язані з будівництвом та експлуатацією систем газоочищення. 2 30196 Результати виконаних досліджень Хімічний склад сплаву, %* Номер досліду Маса чавуну, т Вміст сірки, % Магній Кремній Кальцій Алюміній Дроту, м Магнію, кг/т Ступень використання магнію 1 72 8,7 46,4 1,5 0,9 0,031 0,025 3000 0,508 0,09 2 68 17 51,4 2,3 0,86 0,030 0,005 950 0,267 0,71 3 70 24 54,5 2,8 0,9 0,029 0,006 717 0,258 0,68 4 70 30 55,2 4,1 1,0 0,032 0,009 600 0,270 0,65 5 69 35 54,8 4,3 1,2 0,028 0,013 573 0,305 0,37 Початко- Кінцевий вий * Залишок - залізо. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3 Витрати 30196 4
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for desulphurization of cast iron
Автори англійськоюZborschyk Oleksandr Mykhailovych, Bat Serhii Yuriiovych, Titiievskyi Volodymyr Markovych, Diudkin Dmytro Oleksandrovych, Lyfenko Mykola Trofymovych
Назва патенту російськоюПорошковая проволока для десульфурации чугуна
Автори російськоюЗборщик Александр Михайлович, Бать Сергей Юрьевич, Титиевский Владимир Маркович, Дюдкин Дмитрий Александрович, Лифенко Николай Трофимович
МПК / Мітки
МПК: C22C 33/10, C21C 7/064, C21C 1/02, C21C 1/10
Мітки: десульфурації, чавуну, дріт, порошковий
Код посилання
<a href="https://ua.patents.su/4-30196-poroshkovijj-drit-dlya-desulfuraci-chavunu.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для десульфурації чавуну</a>
Порошковий дріт для позапічної десульфурації чавуну
Номер патенту: 30276
Опубліковано: 15.11.2000
Автори: Бать Сергій Юрійович, Дюдкін Дмитро Олександрович, Лифенко Микола Трофимович, Тітієвський Володимир Маркович, Зборщик Олександр Михайлович
МПК: C21C 7/00
Мітки: чавуну, десульфурації, порошковий, дріт, позапічної
Формула / Реферат:
1. Порошковий дріт для позапічної десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту складається з механічної суміші 30-95% сплаву системи залізо - кремній - магній з вмістом магнію 8-30% та 5-70% речовини, яка містить оксид магнію.2. Порошковий дріт по п.1, який відрізняється тим, що оксид магнію введений до складу заповнювача у вигляді обпеченого доломіту або...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Марченко Станіслав Вікторович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: зварювання, наплавлення, чавуну, високоміцного, дріт, порошковий
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Порошковий дріт для присадки магнію до розплавів на основі заліза
Номер патенту: 32843
Опубліковано: 15.02.2001
Автори: Оніщук Віталій Прохорович, Кочевенко Іван Іванович, Дюдкін Дмитро Олександрович, Гринберг Самуіл Юхимович, Кисіленко Володимир Васильович
МПК: C21C 7/06
Мітки: присадки, заліза, основі, магнію, дріт, розплавів, порошковий
Формула / Реферат:
Порошковий дріт для присадки магнію до розплавів на основі заліза, який містить у собі оболонку і сердечник із механічної суміші порошків магнію і пасиватору, відрізняється тим, що в якості пасиватору використано ставролітовии концентрат при наступному співвідношенні компонентів, мас.%: магній 22-40 ставролітовий концентрат 60-78
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Хрущов Евген Іванович, Якін Михайло Миколайович, Бойко Володимир Семенович, Оніщук Віталій Прохорович, Зборщик Олександр Михайлович, Овчиніков Микола Олексійович, Кисіленко Володимир Васильович, Остапчук Микола Петрович
МПК: C21C 1/02
Мітки: магнієм, обробки, позапічної, спосіб, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Анікін Анатолій Афанасьєвіч, Пчелінцев Віктор Олександрович, Любич Сергій Олександрович, Любич Олександр Йосипович, Корягін Владімір Алєксєєвіч
МПК: B23K 35/368
Мітки: дріт, чавуну, наплавки, порошковий
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Попередній патент: Установка для розспорядження снарядів
Наступний патент: Спосіб визначення параметрів зберігання рідких середовищ
Випадковий патент: Контрольний пристрій для заміру сферичних поверхонь