Спосіб встановлення муфти на дефектну ділянку трубопроводу
Номер патенту: 42602
Опубліковано: 15.06.2004
Автори: Педько Борис Іванович, Коломєєв Валентин Миколайович, Розгонюк Василь Васильович, Васильєв Юрій Степанович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Щербак Олександр Вікторович
Формула / Реферат
1. Спосіб встановлення муфти на дефектну ділянку трубопроводу, що включає встановлення розрізної муфти на технологічні елементи, зачищення ділянки перед встановленням муфти, нанесення шару герметика на зачищену ділянку, який відрізняється тим, що технологічні елементи виготовляють із дроту, який намотують на трубу не менше 4-х витків і з'єднують витки між собою зварними прихватками.
2. Спосіб за п. 1, який відрізняється тим, що дріт перед намотуванням на трубу відпалюють.
3. Спосіб за пп. 1, 2, який відрізняється тим, що герметик подають між муфтою і трубою.
4. Спосіб за п. 1, який відрізняється тим, що ширина технологічних елементів із дроту, що навивають на трубу, повинна бути не менше 20 мм.
5. Спосіб за п. 1, який відрізняється тим, що діаметр дроту вибирають залежно від в'язкості композиції герметика.
Текст
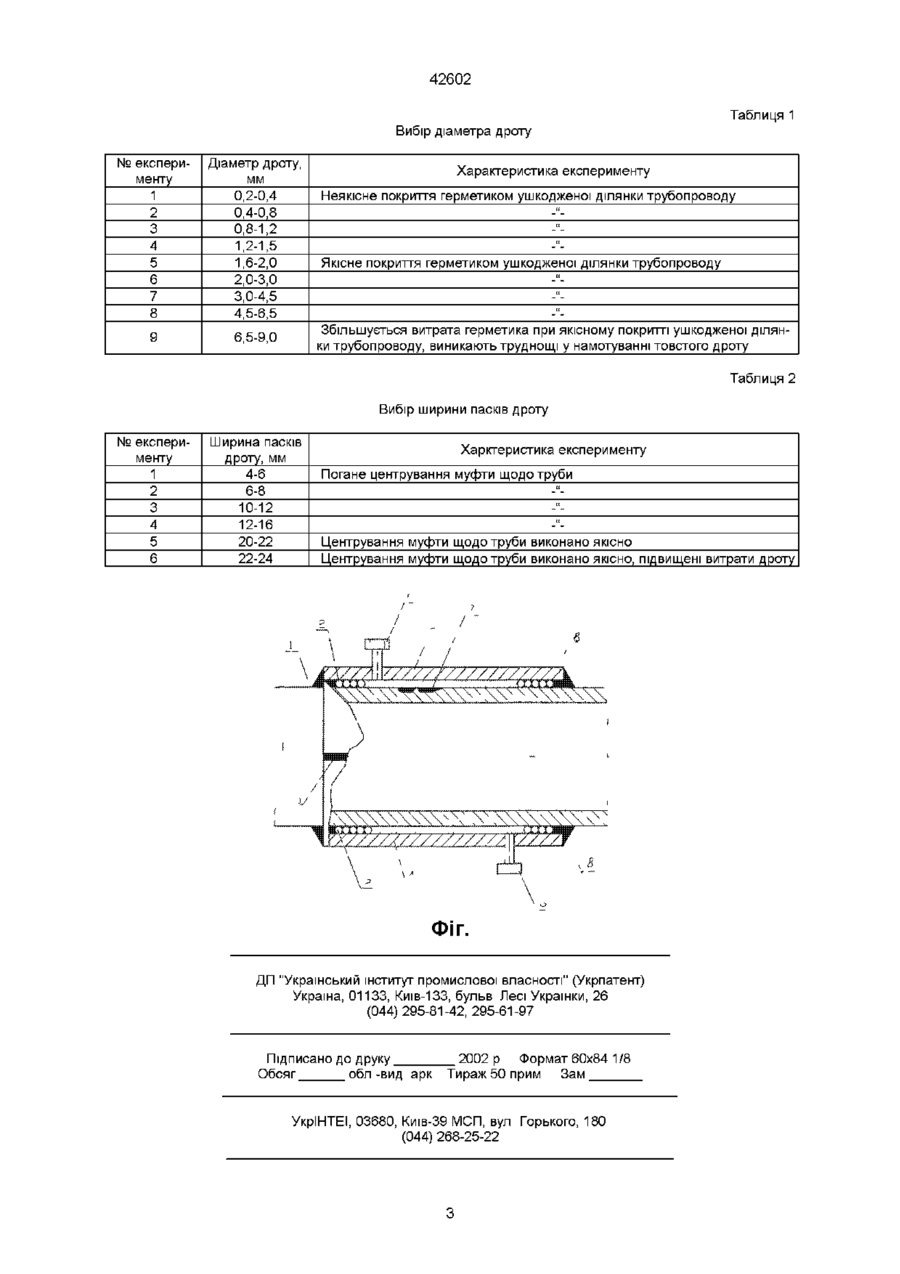
1 Спосіб встановлення муфти на дефектну ділянку трубопроводу, що включає встановлення розрізної муфти на технологічні елементи, зачищення ділянки перед встановленням муфти, нане сення шару герметика на зачищену ділянку, який відрізняється тим, що технологічні елементи виготовляють із дроту, що намотують на трубу не менш 4-х витків і з'єднують витки між собою зварними прихватками 2 Спосіб за п 1, який відрізняється тим, що дріт перед намотуванням на трубу відпалюють 3 Спосіб за пп 1, 2, який відрізняється тим, що герметик подають між муфтою і трубою 4 Спосіб за п 1, який відрізняється тим, що ширина пасків дроту, що навивають на трубу, повинна бути не менш 20 мм 5 Спосіб за п 1, який відрізняється тим, що діаметр дроту вибирають у залежності від в'язкості клейової композиції Винахід відноситься до ремонту трубопровідного транспорту і може знайти широке застосування в газовій, нафтовій і інших галузях промисловості Винахід може бути використаний при ремонті трубопроводів різного призначення, що мають значні корозійні ушкодження стінки труби, що прилягають до зварних стиків ділянок при недопустимому потоншенні стінки труби в повздовжньому напрямку, а також у випадку утворення гофрів та вм'ятин Відомий спосіб приєднання технологічних елементів до трубопроводу, що знаходиться під тиском Спосіб включає встановлення кілець, збірку технологічного елементу (трійник, муфта) із двох чи більш частин, закріплення і зварювання цих частин між собою кільцями і заповнення порожнини між трубою і технологічним елементом газонепроникаємою масою З метою підвищення якості і надійності зварного вузла і зниження небезпеки руйнування в процесі приварювання технологічних елементів до трубопроводів, що мають посилення кільцевих швів, одне кільце виконують з кільцевим пазом, у якому розташовують посилення кільцевого шва труби, а технологічний елемент приварюють безпосередньо до кілець без проплавлення стінки труби (див А с СРСР М кл В В23К31/06, № 1199546) Однак зазначений спосіб не забезпечує надійної якості герметизації трубопроводу Відомий спосіб ліквідації ушкоджень на нафтопроводах, що включає в себе очищення зовнішньої поверхні ушкодженого місця, нанесення на нього клеючої композиції і приклеювання ізолюючого матеріалу (див Патент Роси № 2011106 М кл B5F16L55/17 від 19 10 1990) Для розширення експлуатаційної можливості ліквідації витоків і підвищення герметичності і механічної МІЦНОСТІ ізоляції, шар композиції, що клеїть, наносять на очищену поверхню не менш 120 мм по обидва боки зварного стику, після цього 10-15 мм вліво і вправо від зварного стику на клеї трубу щільно обмотують два рази м'яким залізним чи алюмінієвим дротом діаметром 2,5-3 мм, охоплюючи тіло по довжині труби не менш 100 мм, при цьому дріт другого ряду обмотки розташовують у поглиблення між витками дроту першого ряду, потім зварний стик і необмотану частину труби між дротовими обмотками на клеї щільно обмотують мотузковою обмоткою, просоченої цим же клеєм, до рівня зовнішньої поверхні другого ряду дротової обмотки, після чого в цілому обмотане місце на клеї обмотують у два ряди таким же дротом, яким перекривають колишні обмотки і зварний стик, при цьому так само дріт наступного ряду обмотки саджають у поглиблення між витками дроту попереднього ряду Однак, зазначений спосіб не забезпечує надійної якості герметизації трубопроводу Широко відома технологія капітального ремонту трубопроводу шляхом встановлення ремонтної муфти, заповненої епоксидним клеєм між трубою і о (О 42602 муфтою Ремонтна муфта використовується для ремонту і зміцнення ушкоджених трубопроводів без порушення потоку продукту Кожна ремонтна конструкція складається з двох напівмуфт, розміри яких перевищують діаметр ремонтуємої секції Напівмуфти механічно з'єднують разом і цілком оперізують ушкоджену частину секції Напівмуфти встановлюють на технологічні елементи У кільцевий простір між ремонтуємою секцією і напівмуфтами накачують епоксидний розчин, що забезпечує високий ступінь жорсткості ремонтної конструкції У результаті, відремонтована ділянка секції має більш високу МІЦНІСТЬ, НІЖ неушкоджена труба, що прилягає Епоксидно-муфтова технологія застосовується для ремонту всіх типів ненаскрізних дефектів на трубопроводах, що експлуатуються під високим тиском (див, наприклад, Реклами Бритіш Газ (British Gas р/с Ripley Road, Ambergate, Derbyshire, DE562FZ) Однак зазначений спосіб передбачає значні роботи з центрування муфти на ушкодженій ДІЛЯНЦІ трубопроводу Зазначене технічне рішення обране як прототип В основу винаходу поставлена задача розробити такий спосіб встановлення муфти на дефектну ділянку трубопроводу за допомогою нової ПОСЛІДОВНОСТІ технологічних операцій, що підвищать надійність герметизації і спростять встановлення муфти на дефектну ділянку трубопроводу, а також дозволять зменшити витрати на дорогі клеєві матеріали Ця задача вирішується тим, що у відомому способі, що включає виготовлення й встановлення технологічних елементів на зачищену ділянку трубопроводу, на якій встановлюють муфту з двох половин з наступним зварюванням цих половин подовжніми швами і заповненням простору між муфтою й ушкодженою ділянкою трубопроводу герметиком, технологічний елемент виготовляють із дроту, що намотують на трубу з обох сторін від ушкодженої ділянки Дріт перед намотуванням на трубу відпалюють у печі і намотують не менш 4-х витків з обох сторін від ушкодженої ділянки труби Дріт з'єднують між собою зварними прихватками, при цьому діаметр дроту вибирають у межах 1,66,0 мм у залежності від в'язкості герметика, а ширину пасків дроту вибирають не менш 20 мм Спосіб пояснюється кресленням (фіг) Дефектну ділянку трубопроводу 1 зачищають від ІЗОЛЯЦІЙНОГО покриття, іржі і бруду 3 обох сторін дефектної ділянки трубопроводу 1 намотують на трубу не менш 4-х витків дроту 2 і з'єднують між собою зварними прихватками Для того, щоб дріт 2 був м'яким, його перед намотуванням на трубу 1 відпалюють у печі Діаметр дроту вибирають в межах 1,6-6,0 мм у залежності від в'язкості герметика Ширина пасків не повинна перевищувати 20 мм На дріт 2, який навитий на трубопровід 1 встановлюють дві напівмуфти 3, 4, що зварюють між собою (поздовжніми швами) У простір між муфтою і трубою 1 через нижній ніпель 6 подають композит, що після тужавіння утворить на ушкодженій поверхні трубопроводу 1 герметичне покриття 7 Перед подачею в простір між трубою 1 і муфтою композита роблять герметизацію з боку торців муфти швидкотвердіючою композицією, наприклад, епоксидною смолою 8 Приклад реалізації способу У результаті внутрішньотрубної діагностики магістрального трубопроводу Ду 1400x18 мм зі сталі марки Х70 виявлена дефектна ділянка По нормативних вимогах вказану ділянку необхідно вирізувати з наступною заміною котушки при повному спорожнюванні і продувці газопроводу Оскільки газопровід 1 не можна вивести з експлуатації, було прийнято рішення підсилити дефектну ділянку муфтою, встановленою за пропонованим способом на трубопроводі підтиском 3,9 МПа Поверхню дефектної ділянки трубопроводу очищають від бруду і продуктів корозії На трубопровід 1 намотують з обох сторін від дефектної ділянки по чотири витка дроту 2 із низьковуглецевої сталі (СВ-08А) діаметром 5 мм, при цьому витки з'єднують зварними прихватками Дріт перед намотуванням відпалюють у печі при температурі 890-950°С На намотану на трубопровід 1 дріт 2 встановлюють розрізну муфту, що складається з двох половин 3, 4 зі сталі 09Г2С (що має гарну зварність) з товщиною стінки 14 мм Муфта встановлювалася на дріт 2 за допомогою кріпильних з'єднань, що дозволяють щільно обтиснути напівоболонки на дроті і виконати зварювання штучними електродами типу Э50А поздовжніх швів 7 з повним проваром Перед подачею композита в простір між трубою 1 і муфтою роблять герметизацію торців муфти швидкотвердіючою композицією, наприклад, епоксидною смолою 8 Після зварювання в простір між трубою 1 і муфтою через нижній ніпель 6 накачують клейову композицію на основі епоксидної смоли Повітря з порожнини видаляють через отвори у верхній напівмуфті Для того, щоб прискорити полімеризацію клею, застосовують підігрів газополум'яним способом поверхні муфти до температури 80-100°С Для якісного заповнення простору між трубою 1 і муфтою клейовою композицією ніпелі 6 у верхній і нижній напівмуфтах зміщені відносно один одного У табл 1 та 2 представлені результати ряду досліджень, пов'язаних із застосуванням зазначеного способу Результати експериментальної перевірки показали, що спосіб забезпечує повну герметизацію ушкодженої ділянки трубопроводу 42602 Таблиця 1 Вибір діаметра дроту № експерименту 1 2 3 4 5 6 7 8 Діаметр дроту, мм 0,2-0,4 0,4-0,8 0,8-1,2 1,2-1,5 1,6-2,0 2,0-3,0 3,0-4,5 4,5-6,5 9 6,5-9,0 Характеристика експерименту Неякісне покриття герметиком ушкодженої ділянки трубопроводу -"-"-"Якісне покриття герметиком ушкодженої ділянки трубопроводу -"-"-"Збільшується витрата герметика при якісному покритті ушкодженої ділянки трубопроводу, виникають труднощі у намотуванні товстого дроту Таблиця 2 Вибір ширини пасків дроту № експерименту 1 2 3 4 5 6 Ширина пасків дроту, мм 4-6 6-8 10-12 12-16 20-22 22-24 Харктеристика експерименту Погане центрування муфти щодо труби -"-"-"Центрування муфти щодо труби виконано якісно Центрування муфти щодо труби виконано якісно, підвищені витрати дроту ФІГ. ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку Обсяг с)бл -вид арк 2002 р Формат 60x84 1/8 Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вулі Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for muff installation on a defect part of a pipeline
Автори англійськоюKolomeev Valentyn Mykolaiovych, But Viktor Stepanovych, Rozhoniuk Vasyl Vasyliovych, Drohomyretskyi Mykhailo Mykolaiovych, Ped'ko Borys Ivanovych, Scherbak Oleksandr Viktorovych
Назва патенту російськоюСпособ установки муфты на дефектный участок трубопровода
Автори російськоюКоломеев Валентин Николаевич, Бут Виктор Степанович, Розгонюк Василий Васильевич, Дрогомирецкий Михаил Николаевич, Педько Борис Иванович, Щербак Александр Викторович
МПК / Мітки
МПК: F16L 55/16
Мітки: трубопроводу, спосіб, встановлення, ділянку, муфти, дефектну
Код посилання
<a href="https://ua.patents.su/3-42602-sposib-vstanovlennya-mufti-na-defektnu-dilyanku-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб встановлення муфти на дефектну ділянку трубопроводу</a>
Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу
Номер патенту: 36426
Опубліковано: 17.02.2003
Автори: Дрогомирецький Михайло Миколайович, Коломєєв Валентин Миколайович, Ковалів Євстахій Осипович, Розгонюк Василь Васильович, Педько Борис Іванович, Сидор Михайло Дмитрович, Бут Віктор Степанович
МПК: F16L 13/00, B23K 31/02
Мітки: дефектний, спосіб, стик, монтажу, підсилюючої, муфти, діючого, трубопроводу
Формула / Реферат:
1. Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, і розрізної муфти, виготовленої із двох частин і розміщеної на кільцях, заповнення порожнини між трубою і муфтою газонепроникною самотвердіючою масою, який відрізняється тим, що з двох сторін дефектного стику трубопроводу встановлюють по два...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 37429
Опубліковано: 15.05.2001
Автори: Шлапак Любомир Степанович, Коротін Віктор Іванович, Шевчук Віктор Володимирович
МПК: F16L 58/02, F16L 57/00
Мітки: трубопроводу, спосіб, підвищення, довговічності, ресурсу, міцності
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення композиційного матеріалу на трубу при її виготовленні, який відрізняється тим, що матеріал намотується з зусиллям на трубу діючого трубопроводу в польових умовах в два і більше шарів під кутом до осі труби, модуль пружності зовнішнього шару вищий від модуля пружності внутрішнього шару, крім того кожен шар матеріалу склеюється з наступним.
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 60506
Опубліковано: 15.10.2003
Автори: Максимук Олександр Васильович, Щербина Наталія Миколаївна, Копей Володимир Богданович, Стеліга Іван Іванович, Копей Богдан Володимирович
МПК: F16L 57/00, F16L 58/02
Мітки: ресурсу, довговічності, спосіб, підвищення, міцності, трубопроводу
Формула / Реферат:
1. Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажу на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажу на трубу, що дорівнює нулю на крайніх його ділянках, і поступово його збільшують до середини бандажу.2. Спосіб за п. 1, який відрізняється тим, що бандаж може бути виконаний у вигляді будь-якої ізоляційної стрічки або...
Спосіб усунення течі із раструбного з’єднання трубопроводу без його відключення
Номер патенту: 48533
Опубліковано: 15.08.2002
Автори: Чорний Анатолій Петрович, Петросов Валерій Альбертович, Рябков Іван Михайлович
МПК: F16L 55/16
Мітки: раструбного, відключення, з'єднання, усунення, течії, спосіб, трубопроводу
Формула / Реферат:
Спосіб усунення течі із раструбного з'єднання трубопроводу без його відключення, що полягає у ущільненні зазору між трубою та раструбом, який відрізняється тим, що ущільнення виконують еластичним, наприклад гумовим, шнуром, яким охоплюють трубу, з'єднують його на ній, після чого притискають до зазору за допомогою двох пар півфланців, одну із яких, яка має конусну поверхню під еластичний шнур та отвори для труби і стяжок, складають на трубі, а...
Спосіб відновлення зношеного трубопроводу

Номер патенту: 58810
Опубліковано: 15.08.2003
Автори: Гарник Володимир Кирилович, Зайцев Леонід Павлович, Шипко Іван Іванович
МПК: F16L 55/02
Мітки: відновлення, трубопроводу, спосіб, зношеного
Формула / Реферат:
1. Спосіб відновлення зношеного трубопроводу, що включає введення в зношений трубопровід нової труби, співвісне її розташування, нагнітання під тиском пластичного розчину в міжтрубну порожнину, який відрізняється тим, що нову трубу обладнують центруючим конусним оголовком, який з'єднують ланкою з ущільнювальним конусом, зв'язаним з тягою і рукавом, пропущеними через зношений трубопровід, після чого нову трубу вводять в зношений трубопровід на...
Попередній патент: Комплект синтетичного трав’янистого покриття
Наступний патент: Спосіб полімеризації вінілхлоридного мономера та (спів)полімер на основі вінілхлориду
Випадковий патент: Пристрій для збирання урожаю сільськогосподарських культур