Спосіб виготовлення виробів типу конічний стакан
Номер патенту: 42798
Опубліковано: 27.07.2009
Автори: Алієв Іграмотдін Серажутдінович, Нагорська Ірина Володимирівна, Косенко Максим Вікторович
Формула / Реферат
Спосіб виготовлення виробів типу конічний стакан, який полягає у встановленні плоскої заготовки у конічну матрицю на першому переході та включає подальше деформування виготовленого напівфабрикату на другому переході конічним пуансоном у конічній матриці відповідно, та процес зворотного видавлювання при оформленні дна виробу, який відрізняється тим, що деформуючий інструмент (пуансон), який має циліндричну форму, виконує процес осадження циліндричної заготовки у конічній матриці, процес триває до тих пір, поки пуансон для осадження не торкнеться верхнього торця матриці, на другому переході виконується зміна пуансона для осадження на пуансон для видавлювання деталі з порожниною конічної форми, який має вигляд зрізаного конуса, а верхній торець заготовки після першого переходу знаходився на одному рівні з верхнім торцем матриці, враховуючи цей факт, на другому переході спочатку конічний пуансон штовхає конічну заготовку в конічну матрицю, при цьому заготовка спочатку втягується у матрицю й відбувається процес прямо-зворотного видавлювання, доки зусилля, необхідні для штовхання заготовки у конічній матриці, не перевищать зусилля, необхідні для провадження пуансона в заготовку, подальший процес прямо-зворотного видавлювання відбувається, доки нижній торець напівфабрикату торкнеться протипуансона.
Текст
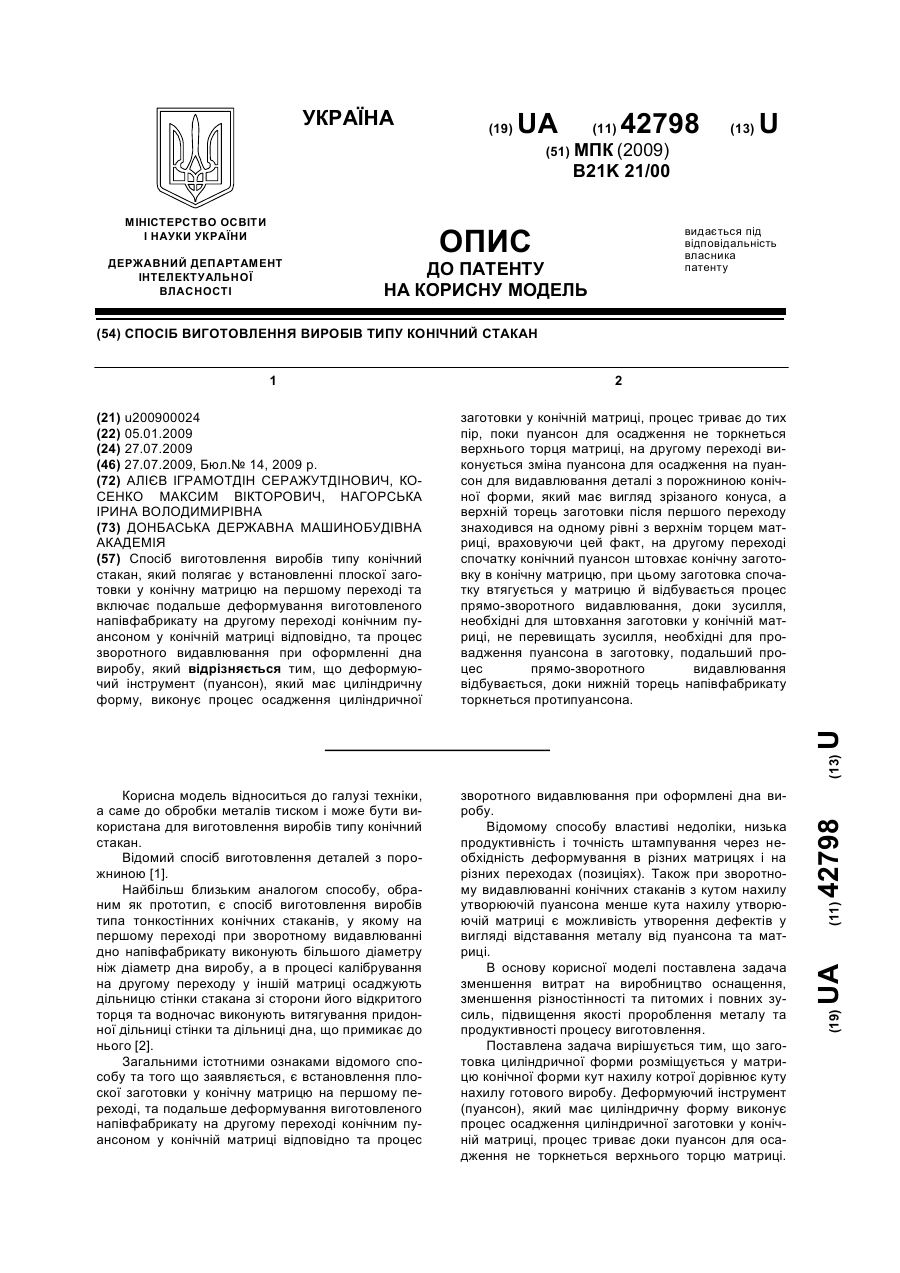
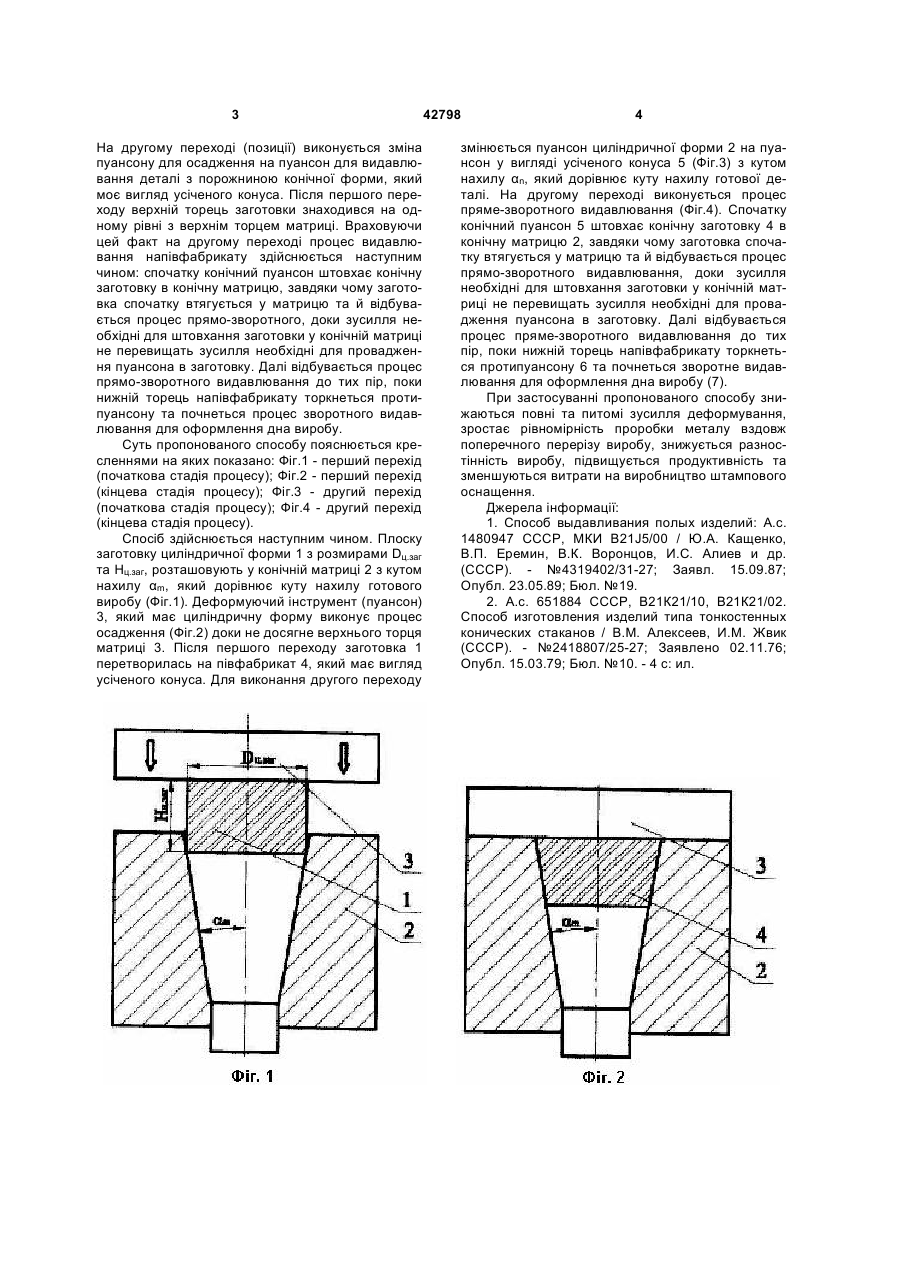
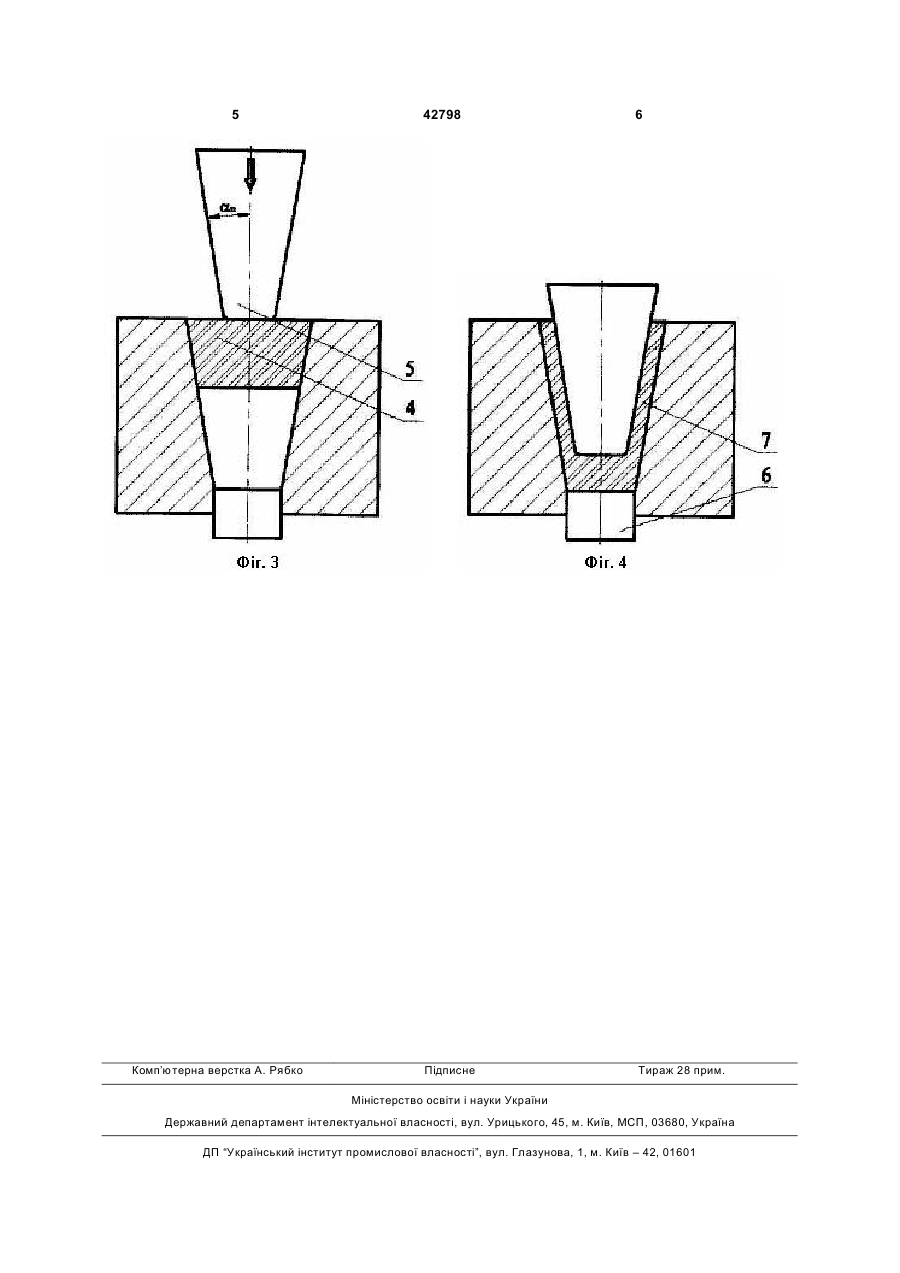
Спосіб виготовлення виробів типу конічний стакан, який полягає у встановленні плоскої заготовки у конічну матрицю на першому переході та включає подальше деформування виготовленого напівфабрикату на другому переході конічним пуансоном у конічній матриці відповідно, та процес зворотного видавлювання при оформленні дна виробу, який відрізняється тим, що деформуючий інструмент (пуансон), який має циліндричну форму, виконує процес осадження циліндричної 3 На другому переході (позиції) виконується зміна пуансону для осадження на пуансон для видавлювання деталі з порожниною конічної форми, який моє вигляд усіченого конуса. Після першого переходу верхній торець заготовки знаходився на одному рівні з верхнім торцем матриці. Враховуючи цей факт на другому переході процес видавлювання напівфабрикату здійснюється наступним чином: спочатку конічний пуансон штовхає конічну заготовку в конічну матрицю, завдяки чому заготовка спочатку втягується у матрицю та й відбувається процес прямо-зворотного, доки зусилля необхідні для штовхання заготовки у конічній матриці не перевищать зусилля необхідні для провадження пуансона в заготовку. Далі відбувається процес прямо-зворотного видавлювання до тих пір, поки нижній торець напівфабрикату торкнеться протипуансону та почнеться процес зворотного видавлювання для оформлення дна виробу. Суть пропонованого способу пояснюється кресленнями на яких показано: Фіг.1 - перший перехід (початкова стадія процесу); Фіг.2 - перший перехід (кінцева стадія процесу); Фіг.3 - другий перехід (початкова стадія процесу); Фіг.4 - другий перехід (кінцева стадія процесу). Спосіб здійснюється наступним чином. Плоску заготовку циліндричної форми 1 з розмирами Dц.заг та Нц.заг, розташовують у конічній матриці 2 з кутом нахилу αm , який дорівнює куту нахилу готового виробу (Фіг.1). Деформуючий інструмент (пуансон) 3, який має циліндричну форму виконує процес осадження (Фіг.2) доки не досягне верхнього торця матриці 3. Після першого переходу заготовка 1 перетворилась на півфабрикат 4, який має вигляд усіченого конуса. Для виконання другого переходу 42798 4 змінюється пуансон циліндричної форми 2 на пуансон у вигляді усіченого конуса 5 (Фіг.3) з кутом нахилу αn, який дорівнює куту нахилу готової деталі. На другому переході виконується процес пряме-зворотного видавлювання (Фіг.4). Спочатку конічний пуансон 5 штовхає конічну заготовку 4 в конічну матрицю 2, завдяки чому заготовка спочатку втягується у матрицю та й відбувається процес прямо-зворотного видавлювання, доки зусилля необхідні для штовхання заготовки у конічній матриці не перевищать зусилля необхідні для провадження пуансона в заготовку. Далі відбувається процес пряме-зворотного видавлювання до тих пір, поки нижній торець напівфабрикату торкнеться протипуансону 6 та почнеться зворотне видавлювання для оформлення дна виробу (7). При застосуванні пропонованого способу знижаються повні та питомі зусилля деформування, зростає рівномірність проробки металу вздовж поперечного перерізу виробу, знижується разностінність виробу, підвищується продуктивність та зменшуються витрати на виробництво штампового оснащення. Джерела інформації: 1. Способ выдавливания полых изделий: А.с. 1480947 СССР, МКИ В21J5/00 / Ю.А. Кащенко, В.П. Еремин, В.К. Воронцов, И.С. Алиев и др. (СССР). - №4319402/31-27; Заявл. 15.09.87; Опубл. 23.05.89; Бюл. №19. 2. А.с. 651884 СССР, В21К21/10, В21К21/02. Способ изготовления изделий типа тонкостенных конических стаканов / В.М. Алексеев, И.М. Жвик (СССР). - №2418807/25-27; Заявлено 02.11.76; Опубл. 15.03.79; Бюл. №10. - 4 с: ил. 5 Комп’ютерна верстка А. Рябко 42798 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of articles of cone cup type
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Kosenko Maksym Viktorovych, Nahorska Iryna Volodymyrivna
Назва патенту російськоюСпособ изготовления изделий типа конический стакан
Автори російськоюАлиев Играмотдин Серажутдинович, Косенко Максим Викторович, Нагорская Ирина Владимировна
МПК / Мітки
МПК: B21K 21/00
Мітки: стакан, спосіб, типу, конічний, виготовлення, виробів
Код посилання
<a href="https://ua.patents.su/3-42798-sposib-vigotovlennya-virobiv-tipu-konichnijj-stakan.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів типу конічний стакан</a>
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан
Номер патенту: 14662
Опубліковано: 15.05.2006
Автори: Огородніков Віталій Антонович, Кириця Інна Юріївна, Сивак Іван Онуфрійович
МПК: B21J 13/02
Мітки: видавлювання, холодного, штамп, стакан, виробів, типу, зворотного, порожнистих
Формула / Реферат:
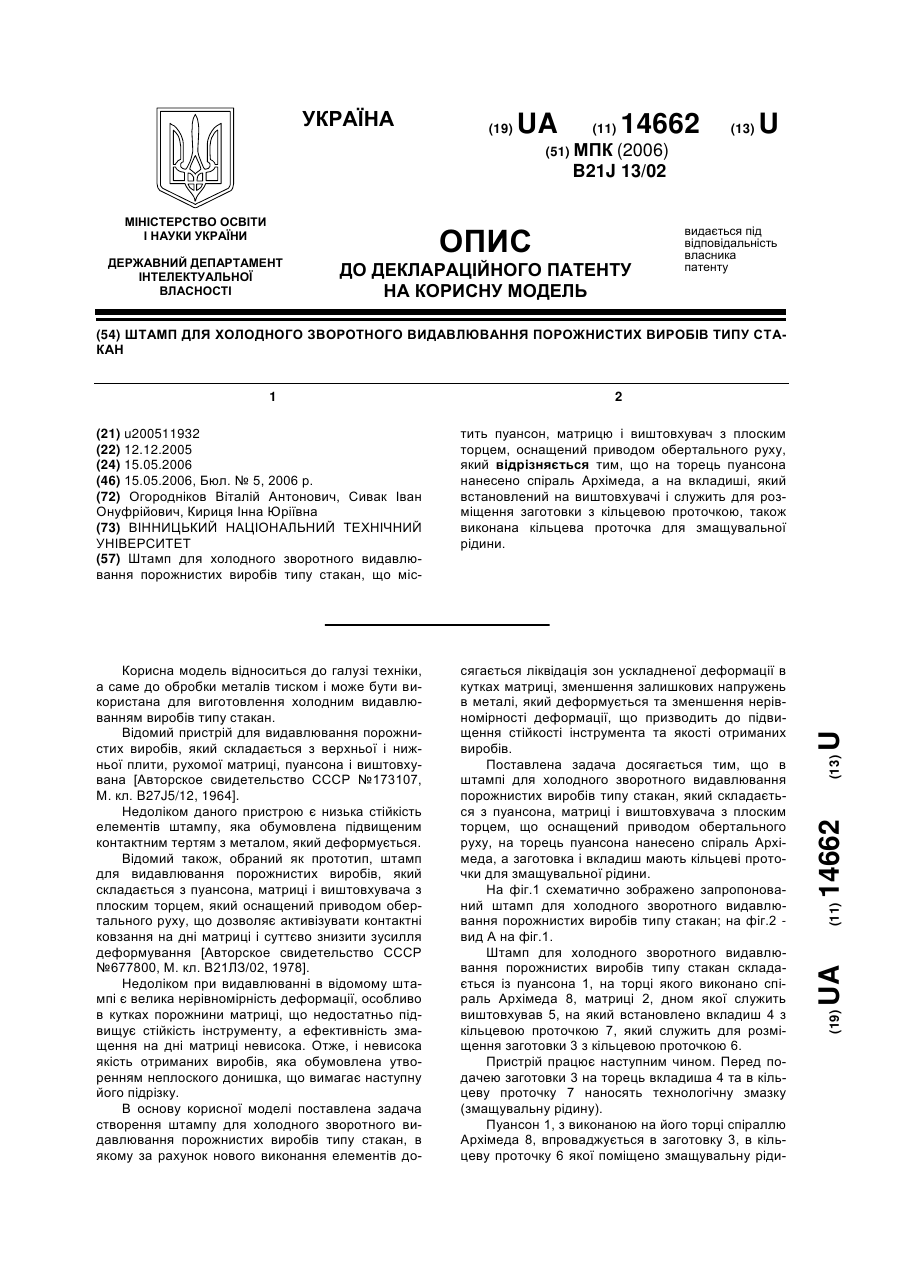
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан, що містить пуансон, матрицю і виштовхувач з плоским торцем, оснащений приводом обертального руху, який відрізняється тим, що на торець пуансона нанесено спіраль Архімеда, а на вкладиші, який встановлений на виштовхувачі і служить для розміщення заготовки з кільцевою проточкою, також виконана кільцева проточка для змащувальної рідини.
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Номер патенту: 12619
Опубліковано: 15.02.2006
Автори: Циркін Аркадій Тимофійович, Бурковська Наталя Миколаївна
МПК: B22F 3/10
Мітки: порошкових, штамповкою, виробів, спосіб, високощільних, глуходонних, виготовлення
Формула / Реферат:
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів, при якому у штампі переміщують матрицю та пуансон, який відрізняється тим, що на першому етапі матрицю примусово переміщують при нерухомому пуансоні, а на другому примусово переміщують матрицю і пуансон в одному напрямку, причому примусове переміщення робочих органів пристрою здійснюють за рахунок одного ходу верхньої траверси преса, а до пуансона прикладають...
Спосіб виготовлення деталей типу стрижня з фланцем
Номер патенту: 32661
Опубліковано: 26.05.2008
Автори: Алієв Іграмотдін Серажутдінович, Савчінський Ігор Григорович, Жбанков Ярослав Геннадійович, Алієва Лейла Іграмотдіновна, Коцюбівська Катерина Іванівна
МПК: B21K 23/00
Мітки: типу, фланцем, виготовлення, спосіб, деталей, стрижня
Формула / Реферат:
Спосіб виготовлення деталей типу стрижня з фланцем редукуванням заготовки та наступним радіальним видавлюванням в кругову порожнину, утворену напівматрицями, який відрізняється тим, що після редукування заготовка переміщується відносно напівматриць так, що радіальному видавлюванню підлягають ті шари металу, що отримали попередню деформацію обтисненням при редукуванні.
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Вовк Андрій Іванович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Білошицький Микола Володимирович
МПК: B22F 3/14
Мітки: шаром, порошкових, спосіб, виготовлення, біметаличних, зносостійким, виробів
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Спосіб виготовлення виробів типу вінців
Номер патенту: 19855
Опубліковано: 25.12.1997
Автори: Новохатній Володимир Якимович, Валетов Михайло Серафимович, Яковченко Олександр Васильович, Староселецький Михайло Іліч, Горб Євген Васильович, Озимин Віктор Михайлович
МПК: B21H 1/00
Мітки: вінців, типу, спосіб, виготовлення, виробів
Формула / Реферат:
Способ изготовления изделий типа венцов с ободом и диском из осаженной и прошитой заготовки, включающий предварительное формирование диска по толщине, формирование на окончательные размеры диска по толщине и обода по высоте и по наружной конической поверхности, отличающийся тем, что в процессе предварительного формирования диска осуществляют изгиб приободной части заготовки в сторону меньшего диаметра наружной конической поверхности обода на...
Попередній патент: Збірний різальний інструмент
Наступний патент: Розсадосадильна машина з регульованою несучою штангою
Випадковий патент: Спосіб дослідження стану обводненого гірського масиву навколо гірничої виробки