Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Білошицький Микола Володимирович, Вовк Андрій Іванович
Формула / Реферат
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°, видаляють верхній пуансон і, без вилучення каркаса з матриці, в конусну порожнину каркаса засипають зносостійку суміш, здійснюють пресування заготовки пуансоном з конічною частиною, кут якої дорівнює 36°, тиском, при якому відносна щільність каркаса складає 85-88 %, а відносна щільність зносостійкого шару - не менше 78-83 %, отриману комбіновану заготовку нагрівають у захисно-відновлюючому середовищі і штампують у штампі пуансоном зі сферичною робочою поверхнею.
Текст
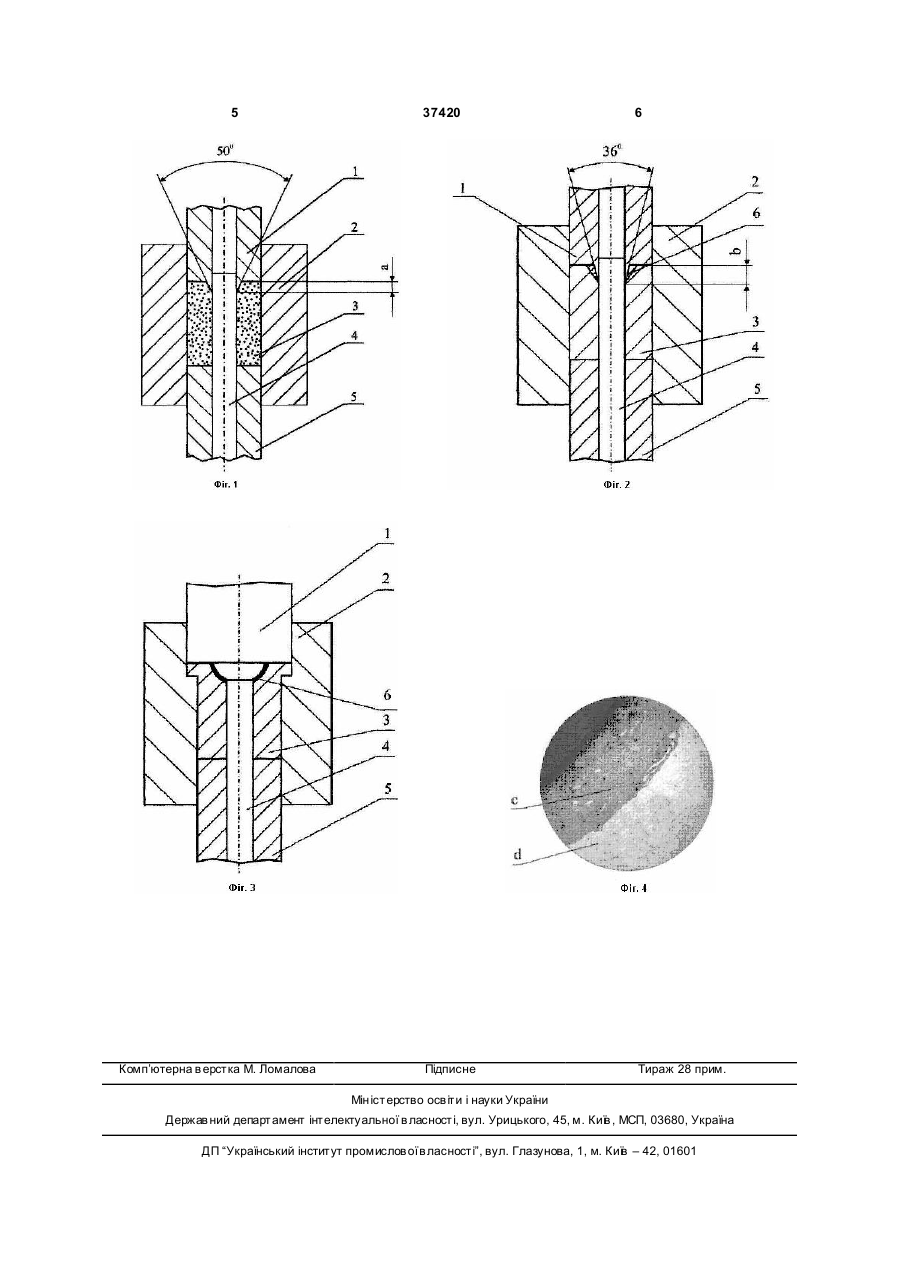
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампу 3 37420 каркас з конусною порожниною на верхньому торці, в яку засипають зносостійку суміш, що призведе до одержання біметалічного виробу, який складається з конструкційної сталі і зносостійкого робочого шару, рівномірно розподіленого на поверхні сферичної робочої частини. Застосування способу виготовлення порошкових біметалічних заготовок, що заявляється, забезпечує одержання якісних виробів з рівномірно розподіленим зносостійким шаром, високої кінцевої щільності деталей після штампування. Поставлена задача досягається тим, що в способі виготовлення порошкових біметалічних виробів зі зносостійким шаром, який полягає в тім, що з конструкційної сталі пресують каркас з кільцевою порожниною, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисновідновлюючому середовищі і штампують, відповідно до корисної моделі, з конструкційного матеріалу пресують каркас невеликим тиском 6-9% від оптимального тиску пресування з конусною порожниною на верхньому торці, кут якої дорівнює 50°, видаляють верхній пуансон, і без вилучення каркаса з матриці в конусну частину каркаса засипають зносостійку суміш, здійснюють пресування комбінованої заготовки верхнім пуансоном з конічною частиною, кут якої дорівнює 36°, тиском, при якому відносна щільність каркаса складає 85-88%, а відносна щільність зносостійкого шару - не менш 78-83%. Отриману складену заготовку нагрівають у за хисно-відновлюючому середовищі і штампують у штампі верхнім пуансоном зі сферичною робочою поверхнею. Спосіб забезпечує одержання порошкових біметалічних виробів зі зносостійким шаром високої щільності, рівномірно розподіленим по сферичній поверхні деталі. Сутність корисної моделі пояснюється ілюстративним матеріалом, де на Фіг.1 - зображений пристрій для одержання заготовки в положенні пресування каркаса верхнім пуансоном з конусною частиною кут якої дорівнює 50°, на Фіг.2 - у положенні пресування комбінованої заготовки верхнім пуансоном з конусною частиною кут якої дорівнює 36°, на Фіг.3 - пристрій для штампування біметалічного виробу пуансоном із сферичною робочою частиною, на Фіг.4 - мікроструктура розподілу зносостійкого шару. Пристрій для здійснення способу, що заявляється, містить верхній пуансон 1, матрицю 2, запресований каркас 3 з конусною порожниною, в 4 яку засипають зносостійку суміш, голку 4, нижній пуансон 5, зносостійкий шар 6. Спосіб реалізується таким чином. У матрицю 2 (Фіг.1) встановлюють нижній пуансон 5 і голку 4, засипають порошок конструкційного матеріалу і ущільнюють верхнім пуансоном 1 з конусною частиною, кут якої дорівнює 50°. Висоту конуса a=10мм визначають зі співвідношення: VзΘз=VшΘ ш, де VзΘз - об'єм шару і його щільність у стані засипки, Vш Θш - об'єм шару і його щільність після штампування. Тиск пресування каркасу складає 6-9% від оптимального тиску пресування. Верхній пуансон 1 (Фіг.1) видаляють, і без вилучення каркаса 3 з матриці 2, у конусну частину каркаса 3 засипають зносостійку суміш для отримання зносостійкого шару 6 і здійснюють пресування комбінованої заготовки пуансоном 1 (Фіг.2) з конусною частиною кут якої дорівнює 36° і висотою b=6мм, тиском, при якому відносна щільність каркаса складає 85-88%, а відносна щільність зносостійкого - шару не менш 78-83%. Отриману комбіновану заготовку нагрівають у захисновідновлюючому середовищі і штампують у штампі пуансоном 1 зі сферичною робочою частиною (Фіг.3). Приклад. Порошкову шихту, що складається з 99,4% залізного порошку і 0,6% олівцевого графіту, засипали в матрицю і ущільнювали пуансоном з конусом на верхньому торці висотою a=10мм і кутом рівним 50°. Тиск пресування складав 4565МПа. Видаляли верхній пуансон, і без вилучення каркаса з матриці в конусну порожнину каркаса засипали зносостійку суміш, отриману переробкою шліфувального шламу сталі 40Х9С2, здійснювали пресування комбінованої заготовки тиском 750МПа пуансоном з конічною частиною, кут якої дорівнює 36°. Комбіновану заготовку нагрівали в захисно-відновлюючому середовищі і штампували в штампі (Фіг.3) пуансоном зі сферичною робочою частиною. Пористість каркаса і зносостійкого шару не перевищує 4%. Шар рівномірно розподілений по поверхні сфери. Товщина шару складає 0,81,0мм, що задовольняє вимогам, до даних деталей. На Фіг.4 показана мікроструктура отриманого біметалічного виробу (с - зносостійкий шар, d каркас). 5 Комп’ютерна в ерстка М. Ломалова 37420 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of powder bimetallic articles with wear-resistant layer
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Biloshytskyi Mykola Volodymyrovych, Vovk Andrii Ivanovych
Назва патенту російськоюСпособ изготовления порошковых биметаллических изделий с износостойким слоем
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Белошицкий Николай Владимирович, Вовк Андрей Иванович
МПК / Мітки
МПК: B22F 3/14
Мітки: виробів, шаром, зносостійким, біметаличних, спосіб, порошкових, виготовлення
Код посилання
<a href="https://ua.patents.su/3-37420-sposib-vigotovlennya-poroshkovikh-bimetalichnikh-virobiv-zi-znosostijjkim-sharom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром</a>
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Номер патенту: 12619
Опубліковано: 15.02.2006
Автори: Бурковська Наталя Миколаївна, Циркін Аркадій Тимофійович
МПК: B22F 3/10
Мітки: спосіб, порошкових, штамповкою, високощільних, виробів, глуходонних, виготовлення
Формула / Реферат:
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів, при якому у штампі переміщують матрицю та пуансон, який відрізняється тим, що на першому етапі матрицю примусово переміщують при нерухомому пуансоні, а на другому примусово переміщують матрицю і пуансон в одному напрямку, причому примусове переміщення робочих органів пристрою здійснюють за рахунок одного ходу верхньої траверси преса, а до пуансона прикладають...
Спосіб виготовлення порошкових виробів з малими отворами та пристрій для його здійснення
Номер патенту: 78946
Опубліковано: 25.04.2007
Автори: Рябічева Людмила Олександрівна, Скляр Олександр Павлович, Гарбузов Євген Олександрович, Баранов Олександр Геннадійович, Циркін Аркадій Тимофійович
МПК: B22F 5/10, B22F 3/02, B22F 3/22
Мітки: малими, пристрій, виробів, виготовлення, отворами, порошкових, здійснення, спосіб
Формула / Реферат:
1. Спосіб виготовлення порошкових виробів із малими отворами, за яким встановлюють в матрицю дріт, діаметр якого дорівнює діаметру отвору виробу, заповнюють матрицю порошком, фіксують кінці дроту та його натягнення, пресують порошок, звільнюють кінці дроту, видаляють його і випресовують виріб, який відрізняється тим, що фіксацію і натяг дроту здійснюють безупинно, а звільнення кінців дроту і його видалення здійснюють після того, як...
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності
Номер патенту: 37025
Опубліковано: 10.11.2008
Автори: Нікітін Юрій Миколайович, Шевченко Дар'я Юріївна, Рябічева Людмила Олександрівна
МПК: B22F 3/12
Мітки: спосіб, рівнощільності, високої, щільності, порошкових, втулок, виготовлення, довгомірних
Формула / Реферат:
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що включає ущільнення заготовки, який відрізняється тим, що ущільнення здійснюють в два етапи, де на першому етапі заготовку трубчастої форми деформують в поперечному напрямку зі ступенем деформації, близьким до граничного, до зіткнення із стінкою напівматриці, а на другому - одночасно по зовнішньому і внутрішньому діаметрах в напрямі, нормальному до...
Спосіб виготовлення виробів із порошкових композиційних матеріалів
Номер патенту: 47662
Опубліковано: 15.07.2002
Автори: Позняк Леонід Олександрович, Баглюк Геннадій Анатолійович, Тихомиров Сергій Володимирович
МПК: B22F 3/16
Мітки: матеріалів, композиційних, виготовлення, виробів, порошкових, спосіб
Формула / Реферат:
Спосіб виготовлення виробів із порошкових композиційних матеріалів, що включає розмол та змішування шихти з порошків легованої сталі та титановмісного матеріалу, пресування пористих заготовок, їх спікання та наступну гарячу деформацію, який відрізняється тим, що титановмісний матеріал вводиться в шихту у вигляді механічної суміші порошків титану та вуглецю, причому вуглецю у кількості 16-20 мас. % по відношенню до титану, а спікання...
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності
Номер патенту: 67230
Опубліковано: 15.06.2004
Автори: Нікітін Юрій Миколайович, Баранов Олександр Геннадійович, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович
МПК: B22F 3/12
Мітки: довгомірних, щільності, високої, втулок, рівнощільності, виготовлення, спосіб, порошкових
Формула / Реферат:
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що включає попереднє холодне формування пористої заготовки, її нагрівання в захисному середовищі і подальше послідовне доущільнення, спочатку по зовнішній, а потім по внутрішній поверхнях заготовки в напрямку, нормальному до осьового, який відрізняється тим, що подальше доущільнення здійснюють у матриці штампа одночасно по зовнішньому і внутрішньому...
Попередній патент: Спосіб підвищення продуктивності овець
Наступний патент: Молотарка для обмолоту качанів кукурудзи
Випадковий патент: Лужний мийно-дезінфекційний засіб "сандез" для санітарної обробки доїльного устаткування та молочного інвентарю