Комбінований спосіб нанесення дифузійних покриттів
Номер патенту: 43732
Опубліковано: 25.08.2009
Автори: Бобін Андрій Борисович, Соловар Олексій Миколайович, Обернієнко Олексій Миколайович, Майборода Віктор Станіславович, Бобіна Марина Миколаївна
Формула / Реферат
Спосіб нанесення дифузійних покриттів на основі перехідних металів, вуглецю і азоту та кисню, що включає завантаження виробів в герметичну реакційну камеру з насичуючою сумішшю, вакумування до тиску 10-1 мм рт. ст., нагрів до температури насичення, наступне вакумування до тиску 10-1 мм рт. ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення, введення азоту за (0,3-0,5) години до закінчення витримки та охолодження, який відрізняється тим, що перед завантаженням зразків в реакційну камеру проводиться магнітно-абразивне оброблення за режимом: магнітна індукція 0,32 Тл; час обробки (120-240) с; порошок Полімам-Т фракції 300/200.
Текст
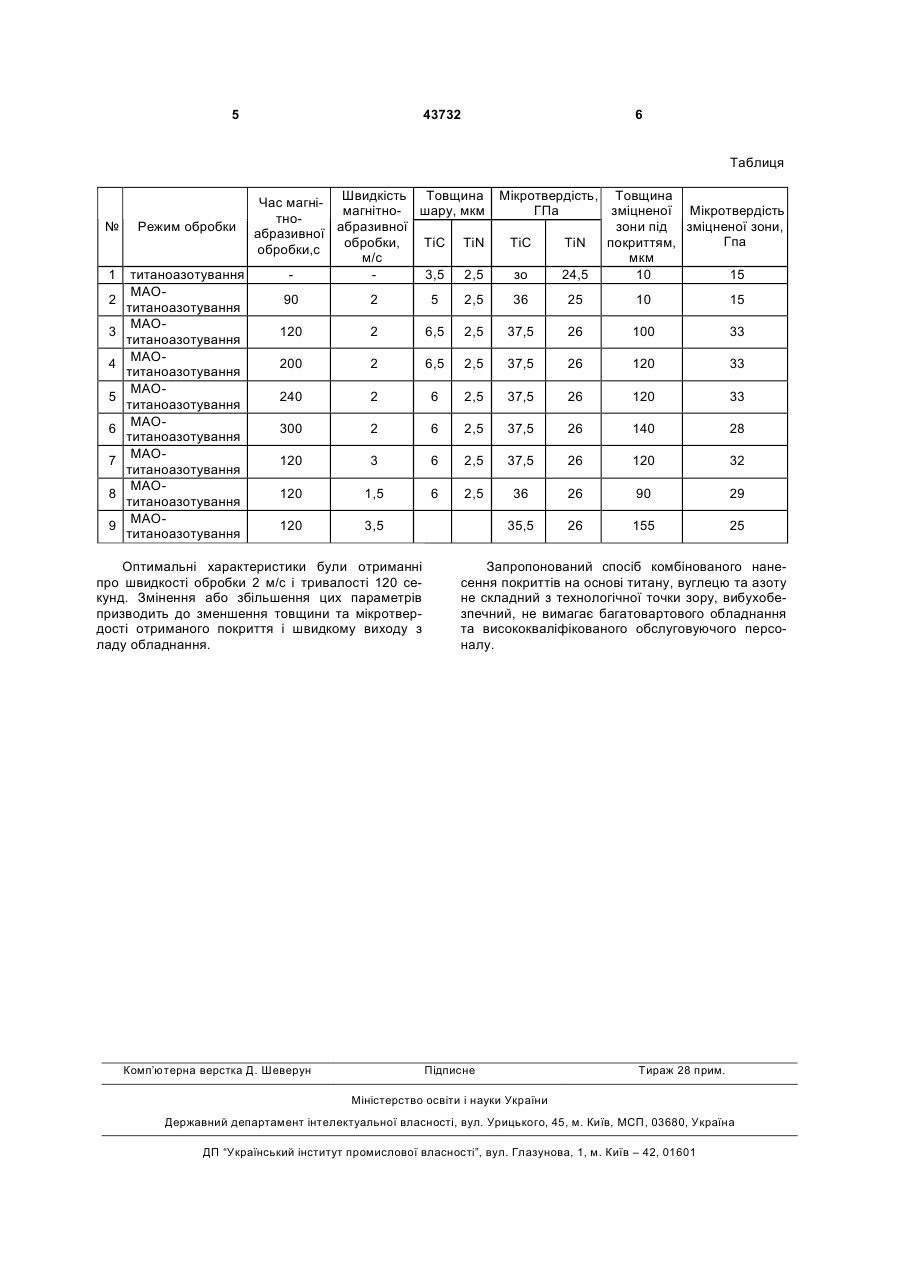
Спосіб нанесення дифузійних покриттів на основі перехідних металів, вуглецю і азоту та кис 3 тю, та утворення зміцненої зони достатньої глибини під покриттям. Поставлена задача вирішується тим, що в відомому способі нанесення покриттів на основі перехідних металів вуглецю і азоту та кисню, який включає завантаження виробів в герметичну реакційну камеру з насичуючою сумішшю, вакуумування до тиску 10-1 мм.рт.ст., нагрів до температури насичення, наступне вакуумування до тиску 10-1 мм.рт.ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення, введення азот до тиску 1 атм. за (0,3-0,5) години до закінчення та охолоджують, додатково перед завантаженням зразків в реакційну камеру проводять магнітно-абразивну обробку (МАО) за режимом: швидкість обробки (2-3) м/с; магнітна індукція 0,32 Тл; час обробки (120-240) с; порошок Полімам-Т фракції 300/200. Обробка абразивним порошком у магнітному полі включає в себе одночасну дію двох позитивних факторів, які забезпечують процес зміцнення поверхневого шару: - перемагнічування деталей, яке виникає за рахунок обертання деталей у постійному магнітному полі, - пластичне деформування поверхневого шару, яке виникає під час контактування частинок магнітно-абразивного порошку з поверхнею деталі, що обробляється. Перший фактор позитивно впливає за рахунок магнітно-стрікційних ефектів, які виникають під час перемагнічування і призводять до подрібнення структури (карбідів) і формування напруженого стану в матеріалі. Другий фактор позитивно впливає за рахунок формування в поверхневому шарі залишкових стискаючих напружень на глибині до 10 мкм величиною 600-900 МПа. Активація поверхні МАО була досягнута за рахунок отримання в поверхневих шарах високої щільності дефектів кристалічної ґратки в процесі обробки абразивним порошком у магнітному полі, що призвело до прискорення дифузійних процесів під час нанесення покриттів. Товщина отриманого покриття збільшується майже в два рази, за рахунок збільшення товщини внутрішнього шару ТіС, та утворюється досить широка область з мікротвердістю, що наближається до мікротвердості самого покриття, і плавно перехідної до значень основи. За умовами титаноазотування, саме ТіС формується першим, використовуючи всі переваги, що 43732 4 створилися на попередньо активованій, внаслідок магнітно-абразивної обробки, поверхні. Фаза TiN формується на кінцевому етапі титаноазотування, коли шар ТіС вже майже сформований, а наслідків попередньої активації поверхні не відчувається. Спосіб здійснюють наступним чином: перед початком процесу дифузійного насичення проводиться магнітно-абразивна обробка, за режимом: швидкість обробки (2-3) м/с; магнітна індукція 0,32 Тл; час обробки (120-240) с; порошок Полімам-Т фракції 300/200. Після магнітно-абразивної обробки вироби та насичуючу суміш, яка складається з (125-135) г/м2 Ті та карбюризатора у співвідношенні на 8 частин Ті 1 частина карбюризатора, в герметичній реакційній камері. Камеру з вмістом вакуумують до тиску 10-1 мм.рт.ст., нагрівають до температур насичення, ще раз вакуумують до тису 10-1 мм.рт.ст., відключають насос, вводять чотирихлористий вуглець із розрахунку (4-5) мл/м2 робочої поверхні та здійснюють витримку на протязі 1-4 годин. За (0,30,5) години до закінчення вводять азот до тиску 1 атм., (0,5-0,6) л/м2. Після закінчення процесу нанесення покриттів виріб разом з камерою охолоджують до кімнатної температури. Приклад 1. Вироби з твердого сплаву Т15К6 піддавали попередній магнітно-абразивній обробці за режимом: швидкість обробки 2 м/с; магнітна індукція 0,32 Тл; час обробки 120 с; порошок Полімам-Т фракції 300/200. Потім ці вироби, 16 г/м карбюризатора та 128 г/м титану розміщують в реакційну камеру. Камеру герметизують, нагрівають до температури 1050°С, вакуумують до тиску 10-1 мм.рт.ст., відключають насос, вводять чотирихлористий вуглець із розрахунку 5 мл на 1 м2, та здійснюють витримку протягом 1 години. Через 0,7 години вводять азот з розрахунку 0,55 л/м2. Продовжують витримку ще 0,3 години. Після закінчення процесу насичення вироби охолоджують разом з камерою до кімнатної температури. В результаті на поверхні виробів виготовлених з твердого сплаву Т15К6 з'являється покриття, яке складається з внутрішнього шару карбіду титану товщиною 6 мкм, а мікротвердість 37,0 ГПа та зовнішнього шару Ti(N,C) товщиною 2,5 мкм з мікротвердістю 25,0 ГПа. Приклади досліджень запропонованого способу представлені в таблиці, при цьому приклад 1 відноситься до прототипу. 5 43732 6 Таблиця № 1 2 3 4 5 6 7 8 9 Швидкість Товщина Час магнімагнітно- шару, мкм тноРежим обробки абразивної абразивної обробки, ТіС TiN обробки,с м/с титаноазотування 3,5 2,5 MAO90 2 5 2,5 титаноазотування МАО120 2 6,5 2,5 титаноазотування МАО200 2 6,5 2,5 титаноазотування МАО240 2 6 2,5 титаноазотування МАО300 2 6 2,5 титаноазотування МАО120 3 6 2,5 титаноазотування МАО120 1,5 6 2,5 титаноазотування МАО120 3,5 титаноазотування Оптимальні характеристики були отриманні про швидкості обробки 2 м/с і тривалості 120 секунд. Змінення або збільшення цих параметрів призводить до зменшення товщини та мікротвердості отриманого покриття і швидкому виходу з ладу обладнання. Комп’ютерна верстка Д. Шеверун Мікротвердість, Товщина ГПа зміцненої Мікротвердість зони під зміцненої зони, Гпа покриттям, ТіС TiN мкм зо 24,5 10 15 36 25 10 15 37,5 26 100 33 37,5 26 120 33 37,5 26 120 33 37,5 26 140 28 37,5 26 120 32 36 26 90 29 35,5 26 155 25 Запропонований спосіб комбінованого нанесення покриттів на основі титану, вуглецю та азоту не складний з технологічної точки зору, вибухобезпечний, не вимагає багатовартового обладнання та висококваліфікованого обслуговуючого персоналу. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCombined method for application of diffused coatings
Автори англійськоюBobina Maryna Mykolaivna, Maiboroda Viktor Stanislavovych, Bobin Andrii Borysovych, Solovar Oleksii Mykolaiovych, Obernienko Oleksii Mykolaiovych
Назва патенту російськоюКомбинированный способ нанесения диффузионных покрытий
Автори російськоюБобина Марина Николаевна, Майборода Виктор Станиславович, Бобин Андрей Борисович, Соловар Алексей Николаевич, Оберниенко Алексей Николаевич
МПК / Мітки
МПК: C23C 12/00
Мітки: покриттів, комбінований, спосіб, дифузійних, нанесення
Код посилання
<a href="https://ua.patents.su/3-43732-kombinovanijj-sposib-nanesennya-difuzijjnikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Комбінований спосіб нанесення дифузійних покриттів</a>
Спосіб нанесення дифузійних покриттів
Номер патенту: 26865
Опубліковано: 10.10.2007
Автори: Хижняк Віктор Гаврилович, Шахрайчук Марія Миколаївна, Бобіна Марина Миколаївна, Бобін Андрій Борисович
МПК: C23C 12/00
Мітки: покриттів, дифузійних, спосіб, нанесення
Формула / Реферат:
Спосіб нанесення дифузійних покриттів, що включає завантаження в герметичну реакційну камеру карбюризатора та порошку титану, вакуумування до тиску 10-1 мм рт. ст., нагрівання до температури насичення, наступне вакуумування до тиску 10-1 мм рт. ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що за 0,3-0,5 години до закінчення процесу насичення додатково вводять...
Спосіб нанесення дифузійних покриттів
Номер патенту: 50165
Опубліковано: 15.10.2002
Автори: Погребова Інна Сергіївна, Янцевич Кароліна Віталіївна, Лоскутова Тетяна Володимирівна, Лоскутов Володимир Федорович, Бобіна Марина Миколаївна
МПК: C23C 12/00
Мітки: спосіб, покриттів, дифузійних, нанесення
Формула / Реферат:
Спосіб нанесення дифузійних покриттів на основі перехідних металів та деяких металоїдів, що включає завантаження виробів в герметичну реакційну камеру з насичувальною сумішшю, вакуумування до тиску 10-1 мм.рт.ст., нагрівання до необхідної температури насичення, наступне вакуумування до тиску 10-1 мм.рт.ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що оброблювані...
Спосіб нанесення дифузійних покриттів
Номер патенту: 30379
Опубліковано: 25.02.2008
Автори: Бобін Андрій Борисович, Соловар Олексій Миколайович, Аршук Марина Віталіївна, Лоскутова Тетяна Володимирівна, Хижняк Віктор Гаврилович, Бобіна Марина Миколаївна
МПК: C23C 12/00
Мітки: нанесення, дифузійних, покриттів, спосіб
Формула / Реферат:
Спосіб нанесення дифузійних покриттів на основі титану, що включає завантаження в герметичну реакційну камеру карбюризатора порошку титану, вакуумування до тиску 10-1 мм.рт.ст., нагрівання до температури насичення, подальше вакуумування до тиску 10-1 мм.рт.ст., введення чотирихлористого вуглецю, ізотермічне витримування при температурі насичення 950-1100 С та подальше охолодження, який відрізняється тим, що по закінченні ізотермічного...
Спосіб нанесення дифузійних покриттів на матеріали
Номер патенту: 62738
Опубліковано: 15.12.2003
Автори: Лоскутова Тетяна Володимирівна, Бобіна Марина Миколаївна, Костоглод Людмила Борисівна, Лоскутов Володимир Федорович, Корень Ігор Васильович
МПК: C23C 12/00
Мітки: матеріали, спосіб, дифузійних, покриттів, нанесення
Формула / Реферат:
Спосіб нанесення покриттів на основі будь-яких металів чи металоїдів, що включає завантаження в герметичну реакційну камеру виробів, що оброблюються, розміщених в стакані, виготовленому з інертного жаростійкого матеріалу з графітовим дном, та завантаження насичуючої суміші в ємність, що прикріплена до кришки камери, вакуумування до тиску 10-1мм рт.ст., нагрів до температури насичення, наступне вакуумування до тиску 10-1мм рт.ст., введення...
Спосіб нанесення карбонітридних дифузійних покриттів на поверхню сталей та твердих сплавів
Номер патенту: 30506
Опубліковано: 25.02.2008
Автори: Хижняк Віктор Гаврилович, Шахрайчук Марія Миколаївна, Курило Надія Анатоліївна, Чуриков Максим Володимирович, Лещенко Сергій Михайлович
МПК: C23C 12/00
Мітки: карбонітридних, спосіб, дифузійних, поверхню, твердих, сталей, сплавів, покриттів, нанесення
Формула / Реферат:
Спосіб нанесення дифузійних покриттів, який включає завантаження до камери зразків, карбюризатора та порошку титану, герметизування реакційної камери, вакуумування, нагрів до температури насичення 1000-1050 °С, повторне вакуумування, введення чотирихлористого вуглецю 4-5 мл/м2, ізотермічну витримку при температурі насичення протягом 2-4 годин, який відрізняється тим, що перед процесом титанування зразки підлягають азотуванню в середовищі...
Попередній патент: Пристрій для вимірювання параметрів змінних магнітних полів
Наступний патент: Спосіб відтворення змінного магнітного поля
Випадковий патент: Дерев'яний або інший діелектричний ємнісний сенсорний інтерфейс і гучномовець, який його містить