Спосіб зміцнення насосних штанг для свердловинних насосів
Номер патенту: 43750
Опубліковано: 25.08.2009
Автори: Роп'як Любомир Ярославович, Білінський Віталій Михайлович, Стеліга Іван Іванович
Формула / Реферат
Спосіб зміцнення насосних штанг для свердловинних насосів, що включає формування залишкових напруг стиску на поверхні насосної штанги і нанесення захисного покриття, який відрізняється тим, що на поверхні насосної штанги локально формують залишкові напруження стиску на двох зонах зміцнення, які розміщені від краю торцевих поверхонь двох піделеваторних буртів до середини тіла насосної штанги, довжину зон зміцнення визначають із співвідношення: ℓ = (20 ... 25)·d,
де d - діаметр тіла насосної штанги, мм, при довжині тіла насосної штанги L1 > 50·d, після чого на ці зони наносять захисне покриття.
Текст
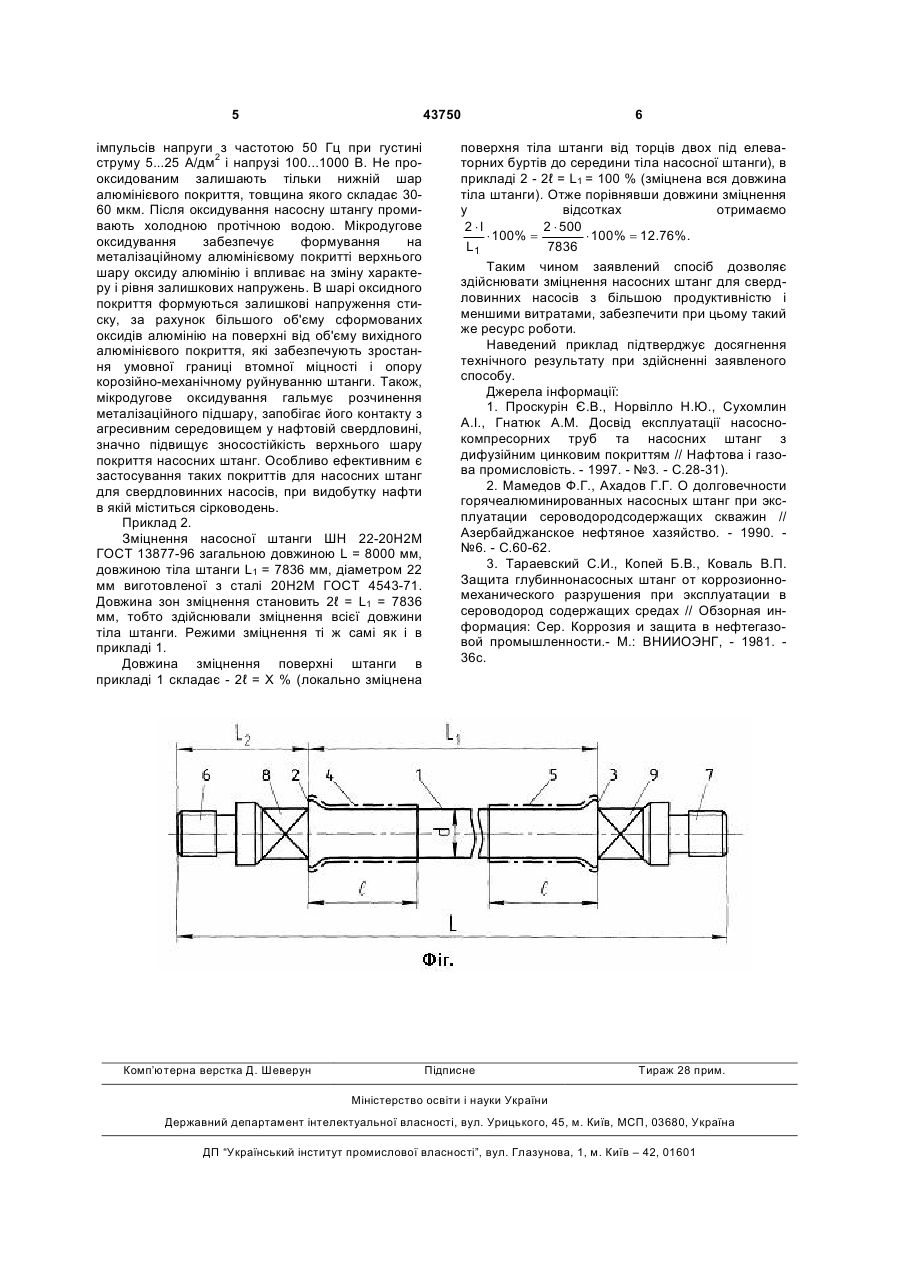
Спосіб зміцнення насосних штанг для свердловинних насосів, що включає формування зали 3 для свердловинних насосів від корозійномеханічного руйнування, при одночасному зменшенні витрати на зміцнення і за рахунок цього підвищити продуктивність процесу зміцнення насосних штанг. Поставлена задача вирішується тим, що на поверхні насосної штанги локально формують залишкові напруження стиску на двох зонах зміцнення, які розміщені від краю торцевих поверхонь двох піделеваторних буртів до середини тіла насосної штанги, довжину зон зміцнення визначають із співвідношення: ℓ = (20 ...25).d, де d - діаметр тіла насосної штанги, мм, при довжині тіла насосної штанги L1 > 50.d, після чого на ці зони наносять захисне покриття. Порівняльний аналіз з найближчим аналогом показує, що заявляємий спосіб зміцнення насосних штанг для свердловинних насосів відрізняється наявністю двох зон зміцнення оптимальної довжини, які розміщені від торців двох піделеваторних буртів до середини тіла насосної штанги. Саме така довжина зон зміцнення від торців двох піделеваторних буртів до середини тіла насосної штанги забезпечує виконання задачі корисної моделі - захист штанг для свердловинних насосів від корозійно-механічного руйнування, при одночасному зменшенні витрат на зміцнення та підвищенні продуктивності процесу зміцнення насосних штанг. Суть корисної моделі пояснюється кресленням, на якому зображений загальний вигляд зміцненої насосної штанги (фіг.1.) Насосна штанга для свердловинних насосів містить: 1 - тіло насосної штанги, 2, 3 - торцеві поверхні піделеваторних буртів штанги, 4, 5 - зони зміцнення, 6,7 - різьбові ніпелі, 8, 9 - "квадрати". Заявлений спосіб реалізується таким чином. Спосіб зміцнення насосних штанг для свердловинних насосів здійснюється шляхом локального формування залишкових напруг стиску на поверхні насосної штанги і нанесення захисного покриття. Довжина зони зміцнення визначається із співвідношення ℓ = (20 ... 25).d, де d - діаметр тіла насосної штанги, мм, при довжині тіла насосної штанги L1 > 50.d. На першому етапі поверхня насосної штанги зачищається дробоструминною обробкою. З метою запобігання попадання дробу на різьбові частини головки насосної штанги (ніпелі) 6, 7 та "квадрати" 8, 9 накручують спеціальні ковпачки, які дотикаються до торцевих поверхонь піделеваторних буртів 2, 3 (на кресленні не показано). На середину тіла насосної штанги 1, яка не підлягає зміцненню, встановлюють захисний екран (на кресленні не показано). Дробоструминна обробка підвищує міцність поверхневих шарів металу, що сприяє гальмуванню як електрохімічного процесу, так і процесу наводнення, а також покращує міцність зчеплення захисного покриття з основою тіла штанги. Після чого наноситься захисне покриття, яким може бути металізаційне, полімерне і т.д., на всю довжину ℓ зміцнюваних зон 4, 5 при неперервному обертанні штанги. В результаті зміцнення залишкові напруження в покритті переходять з розтягуючих в 43750 4 стискаючі, викликаючи чим ріст умовної границі втомної міцності і опору корозійно-механічному руйнуванню, при одночасному зменшенні витрат на зміцнення та підвищенні продуктивності процесу зміцнення насосних штанг. Суть корисної моделі пояснюється конкретним прикладом. Приклад 1. Зміцнення насосної штанги ШН 22-20Н2М ГОСТ 13877-96 загальною довжиною L = 8000 мм, довжиною тіла штанги L1 = 7836 мм, діаметром 22 мм виготовленої з сталі 20Н2М ГОСТ 4543-71 здійснюється наступним чином. Довжина зони зміцнення визначалась із співвідношення ℓ = (20 ... 25).d = (20 ... 25)-22 = 440 ... 550 мм. В нашому випадку було прийнято 500мм. В дробоструминній камері здійснювали формування залишкових напружень стиску на вказаних довжинах зон зміцнення при неперервному обертанні штанги. Дріб чавунний колотий розміром фракцій 0,8-1,5 мм - 40 - 50 %, гладкий діаметром 1-3 мм - 60 -50 %, під тиском стиснутого повітря 0,5...0,6 МПа подається із дробоструминного апарату через сопло на оброблювані зони поверхні штанги. Відстань від дробоструминного сопла до оброблюваної штанги знаходилась в межах 150 ...200мм, а відхилення сопла від вертикалі повинно складати 18...20°. Дробоструминна обробка триває до тих пір, поки поверхня штанги, яка підготовляється до металізації не отримає матовий відтінок з явно вираженою шорсткістю. З метою запобігання попадання дробу на різьбові частини головки насосної штанги (ніпелі) 6, 7 та "квадрати" 8, 9 накручують спеціальні ковпачки із діелектричного матеріалу, які дотикаються до торцевих поверхонь піделеваторних буртів 2, 3 (на кресленні не показано). На середину тіла насосноїштанги 1, яка не підлягає зміцненню, встановлюють захисний екран із діелектричного матеріалу (на кресленні не показано). Після дробоструминної обробки вмикають в роботу електричний металізатор. В металізаційній камері за допомогою електричного металізатора ЭМ - 14 при напрузі 40 В і струмі 123 ... 300 А із алюмінієвого дроту діаметром 2мм наносять металізаційне алюмінієве покриття товщиною 150... 500 мкм на всю довжину і зміцнюваних зон 4, 5 при неперервному обертанні штанги. Дробоструминна обробка підвищує міцність поверхневих шарів металу, що сприяє гальмуванню як електрохімічного процесу, так і процесу наводнення, а також покращує міцність зчеплення металізаційного алюмінієвого покриття з основою тіла штанги. Після цього насосну штангу під'єднують за допомогою струмопідводу (на кресленні не показано) до полюса джерела живлення, занурюють у гальванічну водоохолоджувану ванну з електролітом, яка виготовляється із нержавіючої сталі типу Х18Н10Т за ГОСТ 5949-75. Оксидування двох зон 4, 5 алюмінієвого металізаційного покриття довжиною ℓ = 500 мм проводять в лужному водному електроліті, який містить 3 г/л гідрооксиду калію і 2 г/л алюмінату натрію (технічно чистих) при подачі від джерела живлення почергово позитивних і від'ємних 5 43750 імпульсів напруги з частотою 50 Гц при густині струму 5...25 А/дм2 і напрузі 100...1000 В. Не прооксидованим залишають тільки нижній шар алюмінієвого покриття, товщина якого складає 3060 мкм. Після оксидування насосну штангу промивають холодною протічною водою. Мікродугове оксидування забезпечує формування на металізаційному алюмінієвому покритті верхнього шару оксиду алюмінію і впливає на зміну характеру і рівня залишкових напружень. В шарі оксидного покриття формуються залишкові напруження стиску, за рахунок більшого об'єму сформованих оксидів алюмінію на поверхні від об'єму вихідного алюмінієвого покриття, які забезпечують зростання умовної границі втомної міцності і опору корозійно-механічному руйнуванню штанги. Також, мікродугове оксидування гальмує розчинення металізаційного підшару, запобігає його контакту з агресивним середовищем у нафтовій свердловині, значно підвищує зносостійкість верхнього шару покриття насосних штанг. Особливо ефективним є застосування таких покриттів для насосних штанг для свердловинних насосів, при видобутку нафти в якій міститься сірководень. Приклад 2. Зміцнення насосної штанги ШН 22-20Н2М ГОСТ 13877-96 загальною довжиною L = 8000 мм, довжиною тіла штанги L1 = 7836 мм, діаметром 22 мм виготовленої з сталі 20Н2М ГОСТ 4543-71. Довжина зон зміцнення становить 2ℓ = L1 = 7836 мм, тобто здійснювали зміцнення всієї довжини тіла штанги. Режими зміцнення ті ж самі як і в прикладі 1. Довжина зміцнення поверхні штанги в прикладі 1 складає - 2ℓ = Х % (локально зміцнена Комп’ютерна верстка Д. Шеверун 6 поверхня тіла штанги від торців двох під елеваторних буртів до середини тіла насосної штанги), в прикладі 2 - 2ℓ = L1 = 100 % (зміцнена вся довжина тіла штанги). Отже порівнявши довжини зміцнення у відсотках отримаємо 2×l 2 × 500 = = 12.76%. × 100% × 100% L1 7836 Таким чином заявлений спосіб дозволяє здійснювати зміцнення насосних штанг для свердловинних насосів з більшою продуктивністю і меншими витратами, забезпечити при цьому такий же ресурс роботи. Наведений приклад підтверджує досягнення технічного результату при здійсненні заявленого способу. Джерела інформації: 1. Проскурін Є.В., Норвілло Н.Ю., Сухомлин A.I., Гнатюк A.M. Досвід експлуатації насоснокомпресорних труб та насосних штанг з дифузійним цинковим покриттям // Нафтова і газова промисловість. - 1997. - №3. - С.28-31). 2. Мамедов Ф.Г., Ахадов Г.Г. О долговечности горячеалюминированных насосных штанг при эксплуатации сероводородсодержащих скважин // Азербайджанское нефтяное хазяйство. - 1990. №6. - С.60-62. 3. Тараевский С.И., Копей Б.В., Коваль В.П. Защита глубиннонасосных штанг от коррозионномеханического разрушения при эксплуатации в сероводород содержащих средах // Обзорная информация: Сер. Коррозия и защита в нефтегазовой промышленности.- М.: ВНИИОЭНГ, - 1981. 36с. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening pump rods for well pumps
Автори англійськоюSteliha Ivan Ivanovych, Ropiak Liubomyr Yaroslavovych, Bilinskyi Vitalii Mykhailovych
Назва патенту російськоюСпособ упрочнения насосных штанг для скважинных насосов
Автори російськоюСтелига Иван Иванович, Ропяк Любомир Ярославович, Билинский Виталий Михайлович
МПК / Мітки
МПК: E21B 17/00
Мітки: штанг, свердловинних, насосів, зміцнення, спосіб, насосних
Код посилання
<a href="https://ua.patents.su/3-43750-sposib-zmicnennya-nasosnikh-shtang-dlya-sverdlovinnikh-nasosiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення насосних штанг для свердловинних насосів</a>
Спосіб зміцнення насосних штанг
Номер патенту: 37921
Опубліковано: 10.12.2008
Автори: Копей Володимир Богданович, Онищук Станіслав Юрійович, Онищук Ольга Олександрівна, Копей Богдан Володимирович
МПК: E21B 17/04
Мітки: насосних, зміцнення, спосіб, штанг
Формула / Реферат:
Спосіб зміцнення насосних штанг, при якому намотують із зусиллям композиційний матеріал на зміцнювану поверхню в два і більше шарів під кутом до осі поверхні, кожен попередній шар композиційного матеріалу склеюють із наступним, який відрізняється тим, що як композиційний матеріал використовують корозійностійку склотканинну стрічку, яку намотують по всій довжині тіла штанги.
Пристрій для зміцнення насосних штанг полімерною стрічкою
Номер патенту: 43301
Опубліковано: 10.08.2009
Автори: Копей Володимир Богданович, Копей Богдан Володимирович, Онищук Станіслав Юрійович, Онищук Ольга Олександрівна
МПК: E21B 17/00
Мітки: штанг, насосних, пристрій, стрічкою, полімерною, зміцнення
Формула / Реферат:
Пристрій для зміцнення насосних штанг полімерною стрічкою, який складається з корпусу, на якому закріплені шпуля і напрямні ролики для зміцнюючого матеріалу, та механізму для обертання труби, що зміцнюється, який відрізняється тим, що додатково обладнаний системою подачі зв'язувача на намотувану стрічку та патроном для закріплення насосної штанги, шпуля зі стрічкою додатково споряджена гальмом для створення натягу стрічки.
Протектор для насосних штанг

Номер патенту: 50092
Опубліковано: 15.10.2002
Автори: Петрина Юрій Дмитрович, Копей Володимир Богданович, Копей Богдан Володимирович
МПК: E21B 17/10
Мітки: протектор, штанг, насосних
Формула / Реферат:
Протектор для насосних штанг, що змонтований на тілі насосної штанги, який відрізняється тим, що між тілом насосної штанги і внутрішньою поверхнею насосно-компресорної труби установлені чотири ролики, закріплені в опорах з можливістю їх переміщення вздовж осі насосної штанги.
Муфта-центратор колони насосних штанг
Номер патенту: 27246
Опубліковано: 25.10.2007
Автори: Тимошенко В'ячеслав Михайлович, Кухар Олександр Миколайович, Гриценко Володимир Михайлович
МПК: F04B 47/02
Мітки: колони, муфта-центратор, штанг, насосних
Формула / Реферат:
Муфта-центратор колони насосних штанг, що складається із з'єднувальної муфти, корпусу центратора, яка відрізняється тим, що між корпусом центратора та муфтою додатково встановлений підшипник кочення, а на поверхні центратора введені підпружинені ребра з обмежувачами ходу.
Безнарізне з’єднання насосних штанг
Номер патенту: 3164
Опубліковано: 15.10.2004
Автор: Ценципер Адольф Ісаакович
МПК: E21B 43/00, F16B 21/00
Мітки: штанг, безнарізне, насосних, з'єднання
Формула / Реферат:
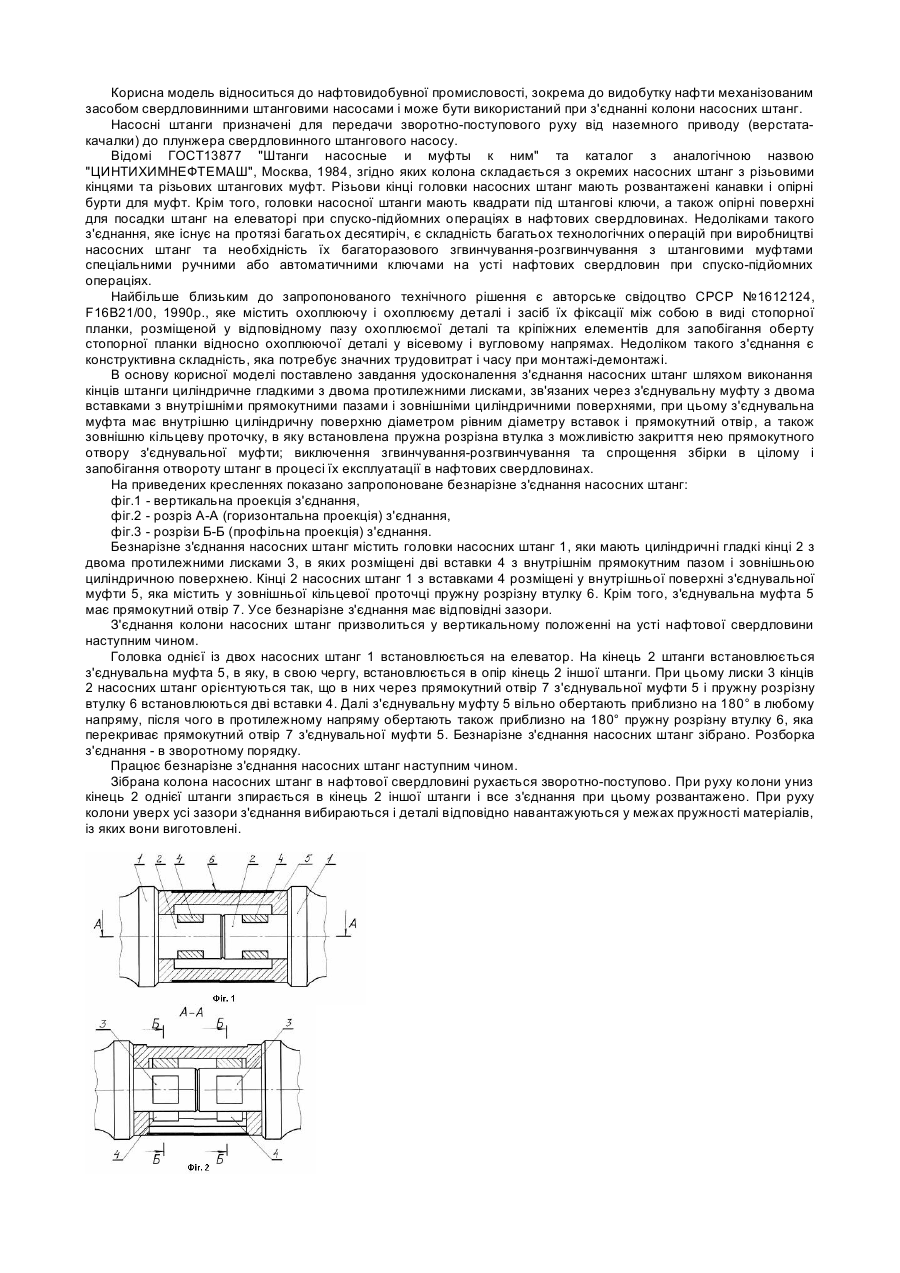
Безнарізне з'єднання насосних штанг, що містить насосні штанги з кінцями, з'єднувальну муфту, яке відрізняється тим, що кінці насосних штанг виконані циліндрично гладкими з двома протилежними лисками і зв'язані через з'єднувальну муфту з двома вставками з внутрішніми прямокутними пазами і зовнішніми циліндричними поверхнями, при цьому з'єднувальна муфта має внутрішню циліндричну поверхню діаметром, що дорівнює діаметру вставок, і прямокутний...
Попередній патент: Двовмісна пляшка
Наступний патент: Спосіб лікування гострого церебрального ішемічного інсульту
Випадковий патент: Спосіб робочого моніторингу рейкових гальм