Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Підберезний Микола Петрович, Пікус Марк Ісерович, Несвіт Володимир Васильович, Учитель Лев Михайлович, Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна
Формула / Реферат
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у радіальні кристалізатори, великі радіуси кривизни яких розташовують на одному рівні, при цьому відношення товщини заготовок малих та великих поперечних перерізів становить 0,42 - 0,57.
Текст
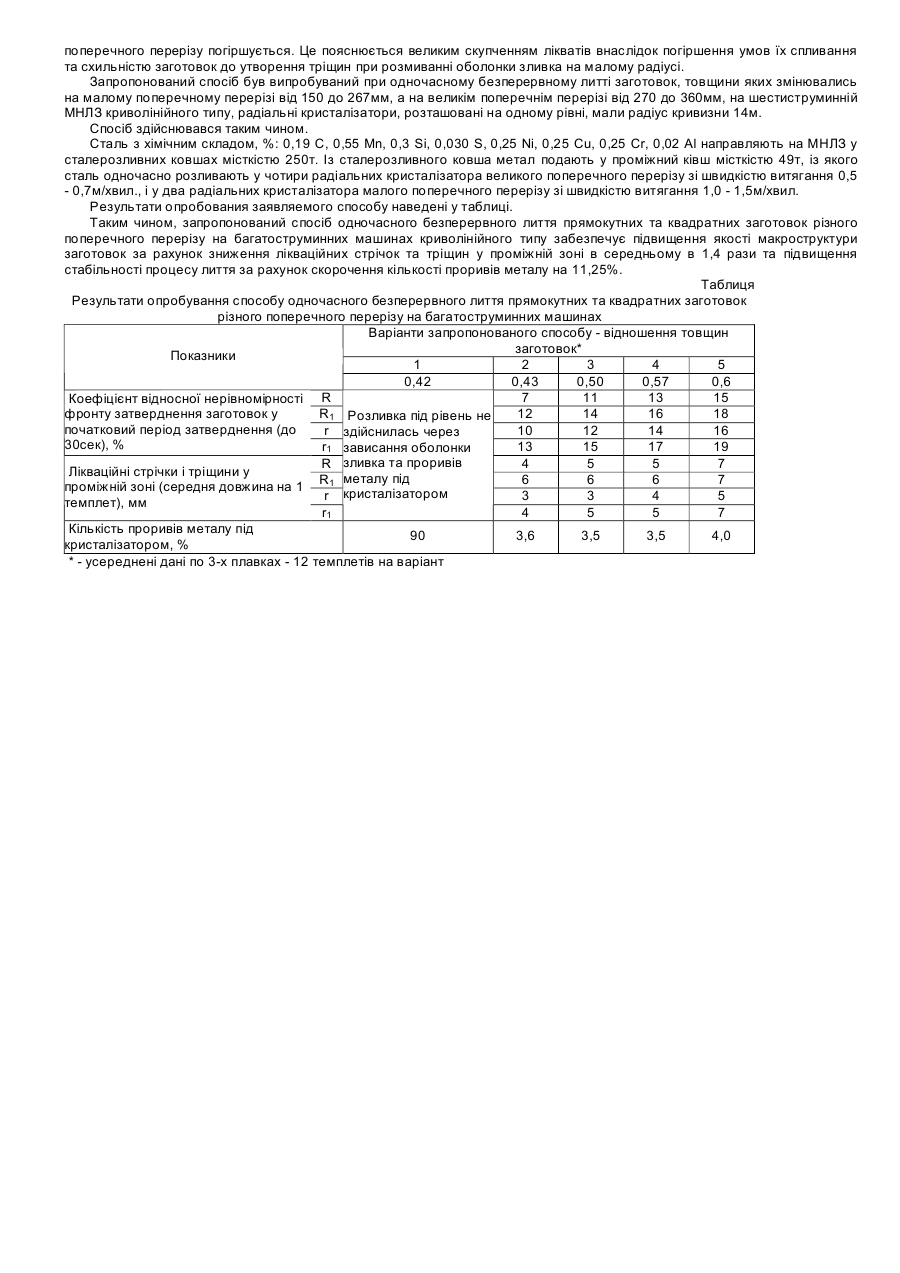
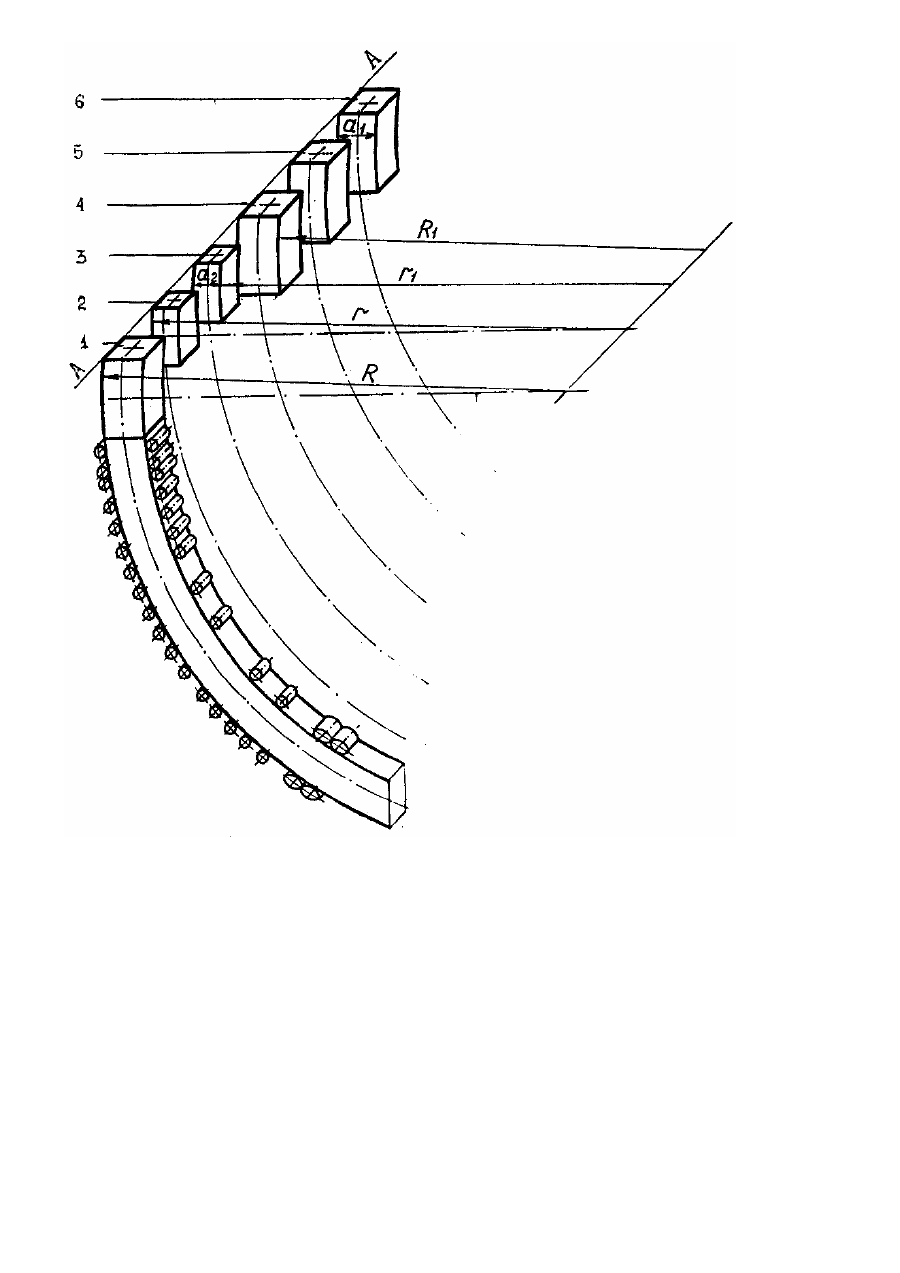
Винахід стосується чорної металургії, точніше безперервного лиття заготовок квадратного та прямокутного поперечного перерізу на машинах криволінійного типу. Відомий спосіб безперервного лиття плоских злитків на установках криволінійного типу включає подавання рідкого металу у криволінійні кристалізатори під рівень, подавання шлакоутворюючої суміші, формування зливків, їх вигин, випрямляння, обтискування та витягнення із кристалізаторів зі змінними швидкостями. (А. С. СРСР № 1623046, кл. В22Д 11/00, 1989). Запропонований спосіб дозволяє полегшити умови спливання лікватів та газів із рідкої фази заготовки, зменшити ліквацію хімічних елементів. Проте, внаслідок деформації заготовок (вигин під кристалізатором, випрямляння та обтискування) виникають зовнішні та внутрішні тріщини, а також прориви металу. Це зумовлює низьку якість заготовок і зниження стабільності процесу лиття. Найбільш близьким по технічній суті і досягаємому ефекту до заявленого винаходу є спосіб одночасного безперервного лиття прямокутних заготовок різного поперечного перерізу на багатоструминних установках криволінійного типу (Безперервна розливка сталі, М, Металургія, 1970, с. 126 - 133). Відомий спосіб включає подавання рідкого металу у радіальні кристалізатори, технологічна вісь яких розташована по радіусу кривизни заготовок, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями. Недоліком відомого способу є низька якість внутрішньої будови безперервнолитих заготовок через відносно високу кількість лікватів та нерівномірний характер їх розподілу по перерізу заготовок. Цe пояснюється тим, то в процесі безперервного лиття на криволінійних машинах з радіальними кристалізаторами асиметрично спливають ліквати, що призводить до одностороннього їх скупчування на малому радіусі кривизни, з'явленню лікваційних тріщин при деформації заготовки, Нерівномірному розподілу фізико-механічних властивостей у готовому виробі. Крім того, внаслідок розмиваючої дії струменю металу в районі малого радіуса кривизни, оболонка заготовки у кристалізаторі має нерівномірну товщину по периметру, що сприяє появленню нерівномірного відведення тепла, виникнення великих перепадів температур і високий термічних напруг у кристалізуючійся оболонці, і, як наслідок, сприяє утворенню зовнішніх і внутрішніх тріщин та проривів. Вказані недоліки призводять до низької якості заготівок і зниженню стабільності процесу лиття. В основу винаходу покладена задача удосконалення способу одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, в якому заготовки відливають у радіальні кристалізатори, великі радіуси кривизни яких розташовують на одному рівні при визначеному відношенні товщин заготовок великих та малих поперечних перерізів. Цим забезпечується більш рівномірне формування оболонки заготовок малих поперечних перерізів, зменшення одностороннього скупчування лікватів у районі малого радіуса кривизни, що викликає зниження кількості зовнішніх та внутрішніх тріщин і проривів металу, за рахунок цього підвищується якість та стабільність процесу лиття. Рішення поставленої задачі досягають тим, що в способі одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, згідно з винаходом заготовки відливають у радіальні кристалізатори, великі радіуси кривизни яких розташовують на одному рівні при цьому відношення товщин заготовок малих та великих поперечних перерізів становить 0,43 - 0,57. Винахід пояснюється кресленням, де зображена схема устаткування для реалізації заявляемого способу, загальний вид, де: 1, 4, 5, 6 - радіальні кристалізатори великих поперечних перерізів; 2, 3 - радіальні кристалізатори малих поперечних перерізів; A-A - рівень розташування великих радіусів кривизни кристалізаторів 1 - 6; R - великий радіус кривизни кристалізаторів великих поперечних перерізів; R1 - малий радіус кривизни кристалізаторів великих поперечних перерізів; r - великий радіус кривизни кристалізаторів малих поперечних перерізів; r1 - малий радіус кривизни кристалізаторів малих поперечних перерізів; а1 - товщина заготовок великих поперечних перерізів; а2 - товщина заготовок малих поперечних перерізів. Суть запропонованого способу одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типа розглядається далі. Коли струмінь рідкого металу попадає на оболонку, яка кристалізується на великих радіусах кривизни радіальних кристалізаторів, то нерівномірно розмивається висхідними потоками металу оболонка заготовки, розмішена на малих радіусах кривизни. Однак, при установлюванні оптимальних співвідношень товщин заготовок, відливаємих у радіальні кристалізатори малих і великих поперечних перерізів зменшується вплив висхідних циркуляційних потоків металу, що знижує розмивання оболонки заготовок на малім радіусі кривизни. Це, в свою чергу, спричиняє утворення більш рівномірного фронту затвердіння по периметру заготовок, зниженню температурних градієнтів, зменшенню кількості тріщин та проривів. Крім того, внаслідок зменшення впливу висхідних циркуляційних потоків металу ліквати більш рівномірно розподіляються по перетину та висоті окремих заготовок, що знижує лікваційні тріщини та підвищує фізико-хімічні властивості металу. Таким чином, впровадження у виробництво запропонованого способу забезпечує підвищення якості заготовок і стабільність процесу лиття. На підставі лабораторних досліджень і дослідних розливок металу із проміжного ковша у радіальні кристалізатори різних поперечних перерізів на багатоструминних машинах криволінійного типу лікваційні стрічки, розмішені на малому радіусі кривизни, а також тріщини та прориви металу залежать від рівня розташування радіальних кристалізаторів та визначеного відношення товщин заготовок малих і великих поперечних перерізів. При відношенні товщин заготовок менше 0,43 відливка їх у радіальні кристалізатори з малим поперечним перерізом товщиною менше 150мм утруднена через погіршення умов підводу металу під рівень глибокого проникнення у рідку фазу злитка включень лікватів, які не встигають сплисти на поверхню при великій швидкості розливки, незадовільної роботи шлакоутворюючої суміші внаслідок невеликої відстані між зовнішньою поверхнею заглибного станина та мідними стінками радіального кристалізатора. Це призводить до зависання оболонки заготовки, яка формується у кристалізаторі, проривам металу, а також підвищенню кількості включень лікватів. Відливка заготовок з великим поперечним перерізом також утруднена внаслідок необхідності виконання додаткової утримуючої системи у зоні вторинного охолодження і небезпечності прориву металу під кристалізатором. При співвідношенні товщин заготовок більше 0,57 якість відливаємих заготовок у радіальні кристалізатори малого поперечного перерізу погіршується. Це пояснюється великим скупченням лікватів внаслідок погіршення умов їх спливання та схильністю заготовок до утворення тріщин при розмиванні оболонки зливка на малому радіусі. Запропонований спосіб був випробуваний при одночасному безперервному литті заготовок, товщини яких змінювались на малому поперечному перерізі від 150 до 267мм, а на великім поперечнім перерізі від 270 до 360мм, на шестиструминній МНЛЗ криволінійного типу, радіальні кристалізатори, розташовані на одному рівні, мали радіус кривизни 14м. Спосіб здійснювався таким чином. Сталь з хімічним складом, %: 0,19 С, 0,55 Mn, 0,3 Si, 0,030 S, 0,25 Ni, 0,25 Cu, 0,25 Cr, 0,02 Al направляють на МНЛЗ у сталерозливних ковшах місткістю 250т. Із сталерозливного ковша метал подають у проміжний ківш місткістю 49т, із якого сталь одночасно розливають у чотири радіальних кристалізатора великого поперечного перерізу зі швидкістю витягання 0,5 - 0,7м/хвил., і у два радіальних кристалізатора малого поперечного перерізу зі швидкістю витягання 1,0 - 1,5м/хвил. Результати опробования заявляемого способу наведені у таблиці. Таким чином, запропонований спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу забезпечує підвищення якості макроструктури заготовок за рахунок зниження лікваційних стрічок та тріщин у проміжній зоні в середньому в 1,4 рази та підвищення стабільності процесу лиття за рахунок скорочення кількості проривів металу на 11,25%. Таблиця Результати опробування способу одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах Варіанти запропонованого способу - відношення товщин заготовок* Показники 1 2 3 4 5 0,42 0,43 0,50 0,57 0,6 7 11 13 15 Коефіцієнт відносної нерівномірності R фронту затверднення заготовок у R1 Розливка під рівень не 12 14 16 18 початковий період затверднення (до r здійснилась через 10 12 14 16 30сек), % r1 зависання оболонки 13 15 17 19 R зливка та проривів 4 5 5 7 Лікваційні стрічки і тріщини у R1 металу під 6 6 6 7 проміжній зоні (середня довжина на 1 r кристалізатором 3 3 4 5 темплет), мм r1 4 5 5 7 Кількість проривів металу під 90 3,6 3,5 3,5 4,0 кристалізатором, % * - усереднені дані по 3-х плавках - 12 темплетів на варіант
ДивитисяДодаткова інформація
Автори англійськоюPidbereznyi Mykola Petrovych, Brodskyi Serhii Serhiiovych, Uchytel Lev Mykhailovych, Pikus Mark Iserovych, Yermolenko Hanna Volodymyrivna, Nesvit Volodymyr Vasyliovych
Автори російськоюПодберезный Николай Петрович, Бродский Сергей Сергеевич, Учитель Лев Михайлович, Пикус Марк Исерович, Ермоленко Анна Владимировна, Нэсвит Владимир Васильевич
МПК / Мітки
МПК: B22D 11/00
Мітки: поперечного, спосіб, перерізу, різного, багатоструминних, криволінійного, заготовок, типу, лиття, прямокутних, квадратних, машинах, безперервного, одночасного
Код посилання
<a href="https://ua.patents.su/3-44754-sposib-odnochasnogo-bezperervnogo-littya-pryamokutnikh-ta-kvadratnikh-zagotovok-riznogo-poperechnogo-pererizu-na-bagatostruminnikh-mashinakh-krivolinijjnogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу</a>
Пристрій для вторинного охолодження на машинах безперервного лиття заготовок
Номер патенту: 690
Опубліковано: 15.11.2000
Автори: Єрмоленко Ганна Володимирівна, Букрєєв Олександр Тимофійович, Гресс Олександр Володимирович, Шаповал Юрій Миколайович, Жидков Анатолій Петрович, Кобазев Олександр Олександрович, Бродський Сергій Сергійович, Пікус Марк Ісерович, Учитель Лев Михайлович, Сітало Олександр Олексійович
МПК: B22D 11/124
Мітки: охолодження, безперервного, вторинного, лиття, заготовок, машинах, пристрій
Формула / Реферат:
1. Пристрій для вторинного охолодження на машинах безперервного лиття заготовок, який містить у собі циліндричний порожнистий корпус з дифузорними отворами і системою підведення рідкого охолодника та жорстко закріплений всередині корпуса циліндричний патрубок з отворами, розміщений паралельно осі корпуса та ексцентричного йому, отвори патрубка співвісні дифузорним отворам корпуса, який відрізняється тим, що корпус та патрубок виконані у...
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: маси, лиття, безперервного, пристрій, одержання, стабільної, заготовок, машинах
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Спосіб автоматичного управління порізом зливка на машинах безперервного лиття заготовок
Номер патенту: 23211
Опубліковано: 19.05.1998
Автори: Учитель Лев Михайлович, Каплан Володимир Нусійович, Підберезний Микола Петрович, Кац Григорій Аронович, Бродський Сергій Сергійович, Пікус Марк Ісерович, Мельник Павло Павлович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/16
Мітки: автоматичного, зливка, машинах, спосіб, лиття, управління, порізом, безперервного, заготовок
Формула / Реферат:
Способ автоматического управления порезом слитка на машинах непрерывного литья заготовок, преимущественно в случае вырезания "пояса", включающий порез непрерывного слитка в процессе разливки на мерные длины с помощью машины газовой резки, измерение текущей мерной длины заготовки и выдачу команды на выполнение реза при совпадении заданной и текущей мерных длин с учетом времени срабатывания захватов машины газовой резки, контроль...
Спосіб безперервного лиття злитків на установках вертикального та криволінійного типу
Номер патенту: 18643
Опубліковано: 25.12.1997
Автори: Шиш Юрій Іванович, Пікус Марк Ісерович, Ірмлер Богдан, Доседел Мирослав, Марощик Веслав, Бродський Сергій Сергійович, Багрій Олександр Іванович, Рубін Леонід Вікторович, Слиж Йозеф, Лобачьов Владислав Тимофійович, Учитель Лев Михайлович, Рашка Владислав, Зражевський Олександр Данилович
МПК: B22D 11/10
Мітки: криволінійного, злитків, вертикального, спосіб, типу, безперервного, установках, лиття
Формула / Реферат:
1. Способ непрерывного литья слитков на установках вертикального и криволинейного типа, включающий подачу жидкого металла струей из промежуточного ковша в кристаллизатор через погружную огнеупорную трубу, пульсационное перемешивание металла в кристаллизаторе периодическим наполнением и вытеснением металла газом из огнеупорной трубы, формирование слитка и его вытягивание из кристаллизатора, отличающийся тем, что вытеснение металла из...
Проміжний ківш машини безперервного лиття заготовок
Номер патенту: 45005
Опубліковано: 15.03.2002
Автори: Зборщик Олександр Михайлович, Єронько Сергій Петрович, Лифенко Микола Трохимович, Руденко Ростислав Володимирович
МПК: B22D 11/10
Мітки: заготовок, машини, ківш, проміжний, лиття, безперервного
Формула / Реферат:
1. Проміжний ківш машини безперервного лиття заготовок, що включає металевий кожух, футерований усередині вогнетривкими матеріалами і розподілений перегородками з вогнетривкого матеріалу на зону прийому розплаву і зони випуску його у кристалізатори, стопорні пристрої з заглибними стаканами для випуску розплаву з ковша у кристалізатори, пристрої для інжекції модифікаторів у розплав інертним газом і теплоізоляційні кришки, який відрізняється...
Попередній патент: Безголчатий шприц, виріб для терапевтичного застосування, спосіб терапевтичного лікування
Наступний патент: Шестеренна гідромашина
Випадковий патент: Спосіб оцінки захисної функції антиоксиданту