Спосіб безперервного лиття злитків на установках вертикального та криволінійного типу
Номер патенту: 18643
Опубліковано: 25.12.1997
Автори: Лобачьов Владислав Тимофійович, Марощик Веслав, Зражевський Олександр Данилович, Шиш Юрій Іванович, Ірмлер Богдан, Доседел Мирослав, Рубін Леонід Вікторович, Пікус Марк Ісерович, Слиж Йозеф, Багрій Олександр Іванович, Рашка Владислав, Бродський Сергій Сергійович, Учитель Лев Михайлович

Формула / Реферат
1. Способ непрерывного литья слитков на установках вертикального и криволинейного типа, включающий подачу жидкого металла струей из промежуточного ковша в кристаллизатор через погружную огнеупорную трубу, пульсационное перемешивание металла в кристаллизаторе периодическим наполнением и вытеснением металла газом из огнеупорной трубы, формирование слитка и его вытягивание из кристаллизатора, отличающийся тем, что вытеснение металла из огнеупорной трубы производят струей с начальным гидравлическим диаметром, определяемым по зависимости
со скоростью струи в пределах
при а при скорость определяют из выражения:
где - расстояние по оси слитка от мениска металла до зоны соприкосновения газосодержащего вихря с оболочкой слитка, определяемое по соотношению
- расстояние по оси слитка от мениска металла до места проникновения газосодержащего вихря в жидкую фазу, определяемое из выражения
- гидравлический диаметр струи металла, вытекающей из промежуточного ковша, м;
- толщина слитка, м;
- глубина погружения огнеупорной трубы в металл, м;
- коэффициент затвердевания металла, м/мин0,5;
- скорость разливки металла, м/мин;
- радиус кривизны оси слитка, м;
- площадь поперечного сечения струи металла, вытекающей из промежуточного ковша и вытесняемой из огнеупорной трубы соответственно, м2;
- площадь поперечного сечения слитка, м2;
- периметр поперечного сечения слитка, м.
2. Способ по п.1, отличающийся тем, что на криволинейных установках струю металла, вытесняемую из огнеупорной трубы, направляют в сторону искривления слитка под углом к вертикали, равном где - эмпирический коэффициент.
Текст
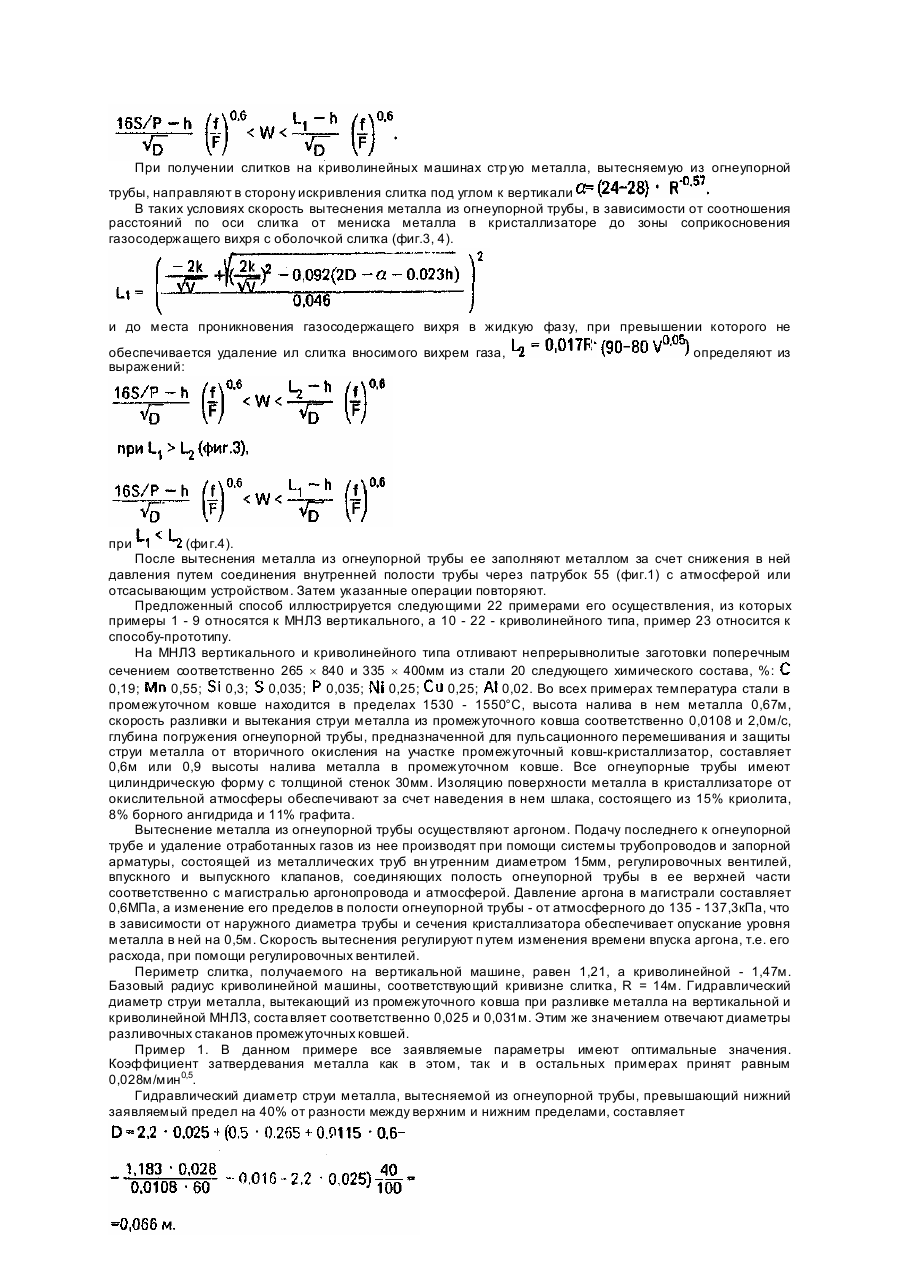
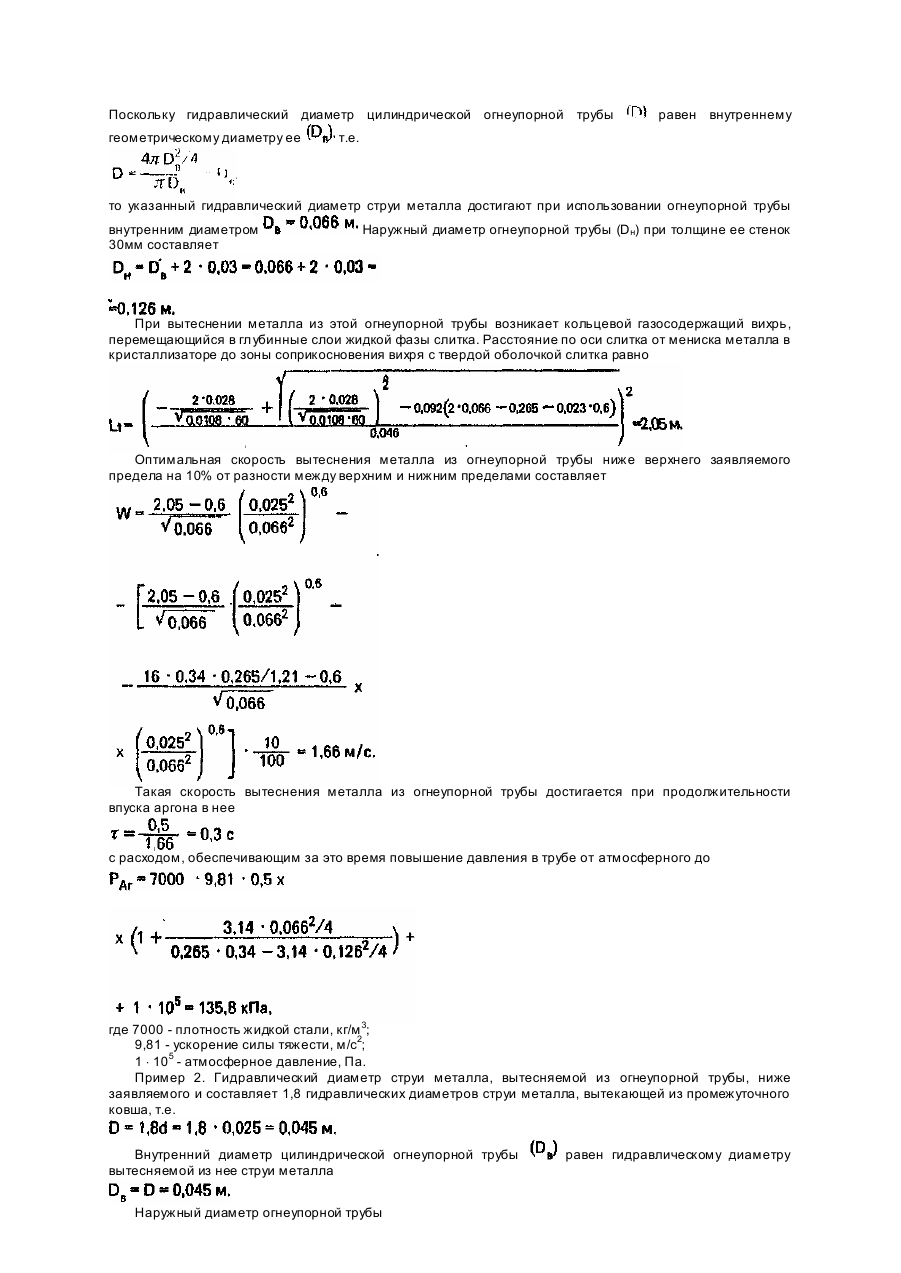
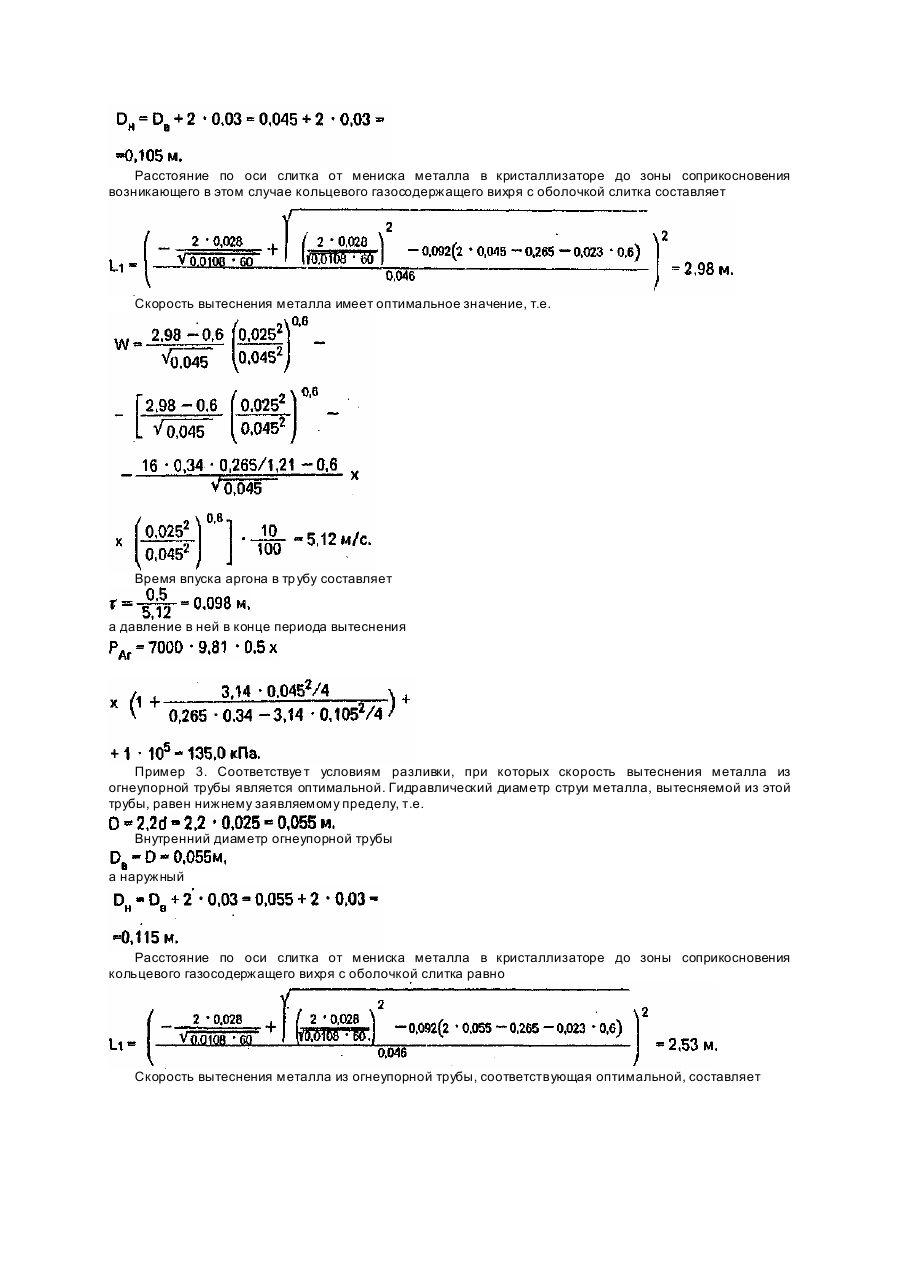
Изобретение относится к металлургии, в частности к литью металлов непрерывным способом и может быть использовано при отливке слитков на криволинейных и вертикальных машинах. Известен способ непрерывной разливки металлов, предусматривающий периодическое заполнение дополнительно введенной в кристаллизатор керамической трубы металлом и вытеснение его в объем кристаллизатора путем изменения давления инертного газа в трубе пропорционально движению кристаллизатора (А.с. СССР №1306635, кл. B22D11/00, 1987). Недостаток данного способа - отсутствие условий для эффективного перемешивания металла, поскольку вытеснение его из трубы и ее заполнение металлом происходят с относительно низкой скоростью, определяемой частотой и характером движения кристаллизатора. Наряду с этим использование для воздействия на металл дополнительной огнеупорной трубы, расположенной не по оси слитка, повышает, с одной стороны, расход огнеупорных материалов, а с другой - структурную и химическую неоднородность непрерывнолитых заготовок. Наиболее близким решением к предложенному по технической сущности и достигаемому результату является способ непрерывного литья слитков, включающий подачу металла струей из промежуточного ковша в кристаллизатор через погружную огнеупорную тр убу и пульсационное перемешивание жидкой фазы слитка периодическим наполнением и вытеснением металла из огнеупорной трубы газом со скоростью скорости вытекания металла из промежуточного ковша, а длительность заполнения составляет где - диаметр струи металла, вытекающего из промежуточного ковша, м; - диаметр струи металла, вытесняемого из огнеупорной трубы, м; - колебание уровня металла в кристаллизаторе в процессе пульсации, м; - скорость литья, м/мин, формирование слитка и его вытягивание из кристаллизатора (А.с. СССР №1301552, кл. B22D11/00, 1987). В известном способе непрерывного литья слитков при указанных скоростях вытеснения металла из огнеупорной трубы образуются газосодержащие вихри кольцевой формы, которые, опускаясь вниз, контактируют с оболочкой затвердевающегося слитка в кристаллизаторе и зоне вторичного охлаждения. В процессе этого происходит размывание кристаллизующейся оболочки газосодержащими вихрями и насыщение металла вносимым ими газом, что приводит к прорывам корочки слитка под кристаллизатором, вызывает образование дефектов макроструктуры: трещин, пятнистой ликвации, химической и физической неоднородности. Как показали лабораторные исследования и опытные разливки, образование газосодержащего вихря в процессе вытеснения металла из огнеупорной трубы связано с тем, что истекающая из промежуточного ковша струя металла, поступая в указанную трубу, инжектирует из нее газ, который увлекается струей а жидкий металл, находящийся в погруженной в него части трубы, и распределяется в металле в виде отдельных пузырей. При повышении давления в трубе металл вытесняется из нее, причем на выходе из трубы поток металла приобретает вращательно-поступательное движение в вертикальной плоскости, образуя кольцевой вихрь тороидальной формы, опускающийся в жидкую фазу слитка. Причина возникновения такого вихря обусловлена образованием возле стенок трубы при движении в ней металла пограничного слоя, который на краю трубы отрывается, в результате чего создается тонкий слой металла со значительной завихренностью. Затем происходит сворачивание этого слоя, которое и приводит к образованию вихря (Лаврентьев М.А. и др. Проблемы гидродинамики и их математические модели. - М.: Наука, 1977. - С.345). По мере вытеснения металла из трубы вихрь перемещается вниз с одновременным увеличением наружного диаметра и поперечного сечения. Вращательное движение металла в вихре обеспечивает снижение в нем статического давления. Это приводит к тому, что п узыри газа, вытесняемые вместе с потоком металла из огнеупорной трубы, вовлекаются в вихрь, образуя вокруг центра его вращения замкнутое газовое кольцо тороидальной формы. К моменту изменения направления движения жидкого металла в трубе вращательно-поступательное перемещение приобретает практически весь вытесняемый из нее поток металла. При этом на выходе из трубы скорость поступательного движения вихря равна скорости вытеснения металла. По мере опускания в жидкой фазе скорость движения газосодержащего вихря снижается. По достижении определенной глубины газовое) кольцо под действием выталкивающих сия и вязкости металла разрушается на отдельные пузыри, которые всплывают в жидкой фазе слитка на поверхность металла в кристаллизаторе. При этом перемешивание жидкого металла в слитке происходит не только за счет перемещающи хся вниз кольцевых газосодержащих вихрей, но и всплывающими после их разрушения пузырями газа. Однако разрушение вихря происходит и в результате соприкосновения с твердой оболочкой слитка, в первую очередь с растущими к его центру кристаллами, что приводит к их ломке. При этом скорость движения вихря снижается, но он все же продолжает перемещаться вниз. Полное разрушение вихря происходит после соприкосновения его с твердой оболочкой слитка. Если центр вихря совпадает с осью непрерывнолитого слитка, то контакт вихря с оболочкой наступает на глубине, где наружный размер вихря равен поперечному размеру жидкой лунки слитка. При отклонении траектории движения вихря от оси слитка столкновения вихря с оболочкой происходит на меньшей глубине, т.е. когда размер вихря меньше поперечного размера лунки. Таким образом, максимальное расстояние в жидкой фазе слитка вихрь проходит, если он не соприкасается с его оболочкой, а минимальное - при не совпадении центра вихря с осью слитка. С уменьшением поперечного размера вихря при прочих равных условиях глубина его проникновения в жидкую фазу слитка возрастает. При контакте кольцевого газосодержащего ви хря с оболочкой слитка в пределах кристаллизатора, где оболочка слитка тонкая и имеет низкую прочность, происходит ее размыв, вызывающий образование трещин и прорывы металла. Это имеет место, например, при разливке стали ШХ15 на машинах вертикального типа в соответствии с параметрами, приведенными в примере осуществления прототипа: сечение слитка 265 ´ 340мм, внутренний диаметр стакана в промежуточном ковше 25мм, скорость разливки 0,0108м/с, внутренний диаметр огнеупорной трубы 100мм, глубина ее погружения в металл 0,6м, скорость вытекания струи из стакана промковша 2,0м/с. Установлено,что в указанных условиях ви хрь ударяется об оболочку слитка на расстоянии 0,77м от мениска металла в кристаллизаторе. Если кольцевой газосодержащий вихрь соприкасается с оболочкой слитка в зоне вторичного охлаждения, то часть пузырей газа, всплывающих в металле после погружения вихря, запутывается между растущими кристаллами дендритной формы. Во время застывания слитка в эти п узыри диффундируют и накапливаются там содержащиеся в металле вредные газы, неметаллические включения, ликвирующие элементы, что вызывает появление таких дефектов макроструктуры слитка как пятнистая ликвация, точечная неоднородность и др. Указанные условия создаются, если в соответствии с примером, приведенным в прототипе, получают слитки сечением 335 ´ 400мм, отливая их через стакан внутренним диаметром 31мм. Установлено, что в таком случае газосодержащий вихрь соприкасается с оболочкой слитка на расстоянии 2,09м от мениска металла в кристаллизаторе, т.е. в зоне вторичного охлаждения. Окончательное разрушение вихря происходит на расстоянии 3,2м от данного уровня. При этом уменьшается толщина зоны столбчатых кристаллов за счет соответствующего увеличения размера зоны равноосных кристаллов. Однако часть газа остается в слитке, что приводит к указанным выше дефектам макроструктуры. Использование прототипа при разливке на криволинейных машинах практически невозможно, поскольку он не обеспечивает получение положительного результата. В таких условиях траектория движения газосодержащего вихря, перемещающегося прямолинейно, не совпадает с продольной осью слитка, искривленной под определенным радиусом. В результате имеет место подмыв затвердевающей оболочки слитка по большому радиусу. Если с помощью различных приемов даже и обеспечить совпадение осей слитка и вихря с целью устранения указанного недостатка, то вопрос удаления из слитка вносимого вихрем газа остается не решенным. На криволинейных машинах вследствие изогнутости затвердевающего слитка вероятность задержки вертикально всплывающих пузырей газа, образующихся после разрушения вихря, намного выше, чем в слитках, отливаемых на вертикальных машинах, что обусловливает появление дефектов макроструктуры. Таким образом, обеспечить существенное снижение химической и физической неоднородности слитка только путем пульсационного перемешивания металла практически невозможно. В основу изобретения поставлена задача усовершенствования способа непрерывного литья слитков на установках вертикального и криволинейного типа, в котором образующиеся при вытеснении металла из огнеупорной трубы кольцевые газосодержащие вихри имеютпараметры, исключающие их контакт с оболочкой слитка и задержку в слитке вносимого ими газа, благодаря чему обеспечивается проникновение вихрей на большую глубин у и тем самым хорошее перемешивание кристаллизующегося металла, не размывается оболочка слитка, он не насыщается газом и за счет этого повышается его химическая и физическая однородность, уменьшается вероятность прорывов жидкого металла через оболочку слитка ниже кристаллизатора и образования трещин. Поставленная задача решается тем, что в способе непрерывного литья слитков на установках вертикального и криволинейного типа, содержащем подачу жидкого металла струей из промежуточного ковша в кристаллизатор через погружную огнеупорную трубу, пульсационное перемешивание металла в кристаллизаторе периодическим наполнением и вытеснением металла газом из огнеупорной трубы, формирование слитка и его вытягивание из кристаллизатора, предусмотрены следующие приемы. Металл вытесняют из огнеупорной трубы с образованием струи начальным гидравлическим диаметром Вытеснение металла из огнеупорной трубы осуществляют со скоростью м/с), обеспечивающей возникновение в жидкой фазе слитка кольцевых газосодержащих вихрей, причем при опускании в жидкой фазе слитка кольцевые газосодержащие вихри не контактируют с оболочкой слитка. При этом кольцевые газосодержащие вихри проникают в жидкую фазу слитка на глубину, исключающую задержку в слитке вносимого ими газа. При разливке металла на вертикальных машинах скорость вытеснения металла из трубы выбирают в пределах При разливке металла на криволинейных машинах стр ую металла, вытесняемую из огнеупорной трубы, направляют в сторону искривления слитка под углом град.) к вертикали а скорость вытеснения металла из огнеупорной трубы в зависимости от соотношения расстояний по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения газосодержащего вихря с оболочкой слитка и до места проникновения газосодержащего вихря в жидкую фазу, при превышении которого не обеспечивается удаление из слитка вносимого вихрем газа, определяют из выражений при при где - гидравлический диаметр струи металла, вытекающей из промежуточного ковша, м; - толщина непрерывнолитого слитка, м; - глубина погружения огнеупорной трубы в металл, м; - коэффициент затвердевания металла, м/мин0,5; - скорость разливки металла, м/мин; - радиус кривизны оси слитка, м; - площадь поперечного сечения струи металла соответственно, вытекающей из промежуточного ковша и вытесняемой из огнеупорной трубы, м 2; - площадь поперечного сечения слитка, м 2; - периметр поперечного сечения слитка, м. Установлено, что если гидравлический диаметр струи металла, вытесняемой из огнеупорной трубы, то возникающие газосодержащие вихри контактируют с оболочкой слитка в пределах кристаллизатора, а это сопровождается ее размыванием и может привести к прорыву металла ниже кристаллизатора. Когда гидравлический диаметр струи металла резко увеличивается газосодержание металла в огнеупорной трубе, что связано с аналогичным повышением инжектирующего действия стр уи металла, возрастающего с уменьшением отношения поперечных сечений струй металла, вытекающей из промежуточного ковша и вытесняемой из огнеупорной трубы. В таких условиях металл теряет сплошность, вследствие чего пространство между внутренними стенками огнеупорной трубы и струей металла, истекающей из промковша, заполняется пеной, при вытеснении которой в жидкую фазу слитка вихри не образуются. В заявляемом диапазоне изменение гидравлического диаметра струи металла, вытесняемой из огнеупорной трубы, его уменьшение при прочих равных условиях вызывает увеличение газосодержания металла в трубе без потери сплошности. Однако при этом масса металла, вытесняемого из огнеупорной трубы, уменьшается, а объем газа в ви хре увеличивается, что требует повышения скорости вытеснения металла из трубы для получения газосодержащих вихрей, достигающи х заданной' глубины в жидкой фазе слитка. Оптимальный предел по гидравлическому диаметру стр уи металла, вытесняемой из огнеупорной трубы, достигается тогда, когда указанный диаметр выше его нижнего заявляемого предела на 20 - 60% от разности между верхним и нижним пределами, т.е. При более низких значениях гидравлического диаметра струи металла на выходе из огнеупорной трубы качество непрерывнолитого слитка заметно не улучшается, но в то же время существенно возрастают затраты по осуществлению предлагаемого технического решения в основном за счет необходимости обеспечения высоких скоростей вытеснения металла из трубы. Превышение оптимального значения гидравлического диаметра струи металла сопровождается снижением расстояния от мениска металла в кристаллизаторе до точки соприкосновения газосодержащего вихря с оболочкой слитка, т.е. уменьшением его проникновения в жидкую фазу слитка, а это вызывает увеличение протяженности зоны столбчатых кристаллов и повышенную ликвацию в слитке. Установлено, что для условий разливки металла на вертикальных машинах скорость вытеснения металла из огнеупорной трубы, обеспечивающая возникновение кольцевых газосодержащих ви хрей, перемешивающих жидкую фазу слитка в зоне вторичного охлаждения без насыщения металла газом, составляет. При вытеснении металла из огнеупорной трубы со скоростью ниже заявляемой путь движения кольцевого газосодержащего вихря не превышает глубину распространения струи металла при обычной разливке, что не обеспечивает достижение поставленной цели. Вытеснение металла из огнеупорной трубы со скоростью выше заявляемой сопровождается насыщением слитка газом, вносимым вихрем, поскольку в таком случае путь движения вихря с учетом глубины погружения огнеупорной трубы в металл в кристаллизаторе превышает расстояние от мениска металла до точки контактирования газосодержащего вихря с оболочкой слитка. Наиболее интенсивное перемешивание застывающего металла в зоне вторичного охлаждения и стабильное его качество обеспечиваются при оптимальной скорости вытеснения металла, которая меньше верхнего заявляемого предела на 5 - 15% от разности между верхними и нижним ее пределами Вытеснение металла из огнеупорной трубы со скоростью ниже оптимальной, хотя и обеспечивает усреднение состава металла при его кристаллизации, но не позволяет добиться значительного сокращения протяженности зоны- столбчатых кристаллов, как это происходит при оптимальных скоростях. Вытеснение металла из огнеупорной трубы со скоростью выше оптимальной характеризуется нестабильностью качества металла за счет не всегда полного вытеснения из слитка газа, вносимого вихрем. При разливке на криволинейных машинах вытеснение струи металла из огнеупорной трубы в сторону искривления слитка под углом к вертикали обеспечивает максимальный путь движения вихря в жидкой фазе слитка и исключает односторонний подмыв его твердой оболочки. При наклоне оси струи к вертикали под углом ниже заявляемого кольцевые вихри разбиваются об оболочку слитка большего радиуса, а выше - меньшего радиуса, вызывая в обоих случая х односторонний ее размыв. Кроме того, как в том, так и в другом случае значительно сокращается путь движения кольцевого вихря, что снижает интенсивность перемешивания. Оптимальный угол наклона оси струи к вертикали определяется получением металла наиболее высокого качества, которое достигается при обеспечивающим совпадение оси движения вихря с продольной осью слитка. Это позволяет проделать вихрю наибольший путь и, соответственно, в максимальной степени использовать его энергию для перемешивания жидкой фазы криволинейного слитка. Однако беспредельно увеличивать путь движения вихря в этих слитках, как и в вертикальных, нельзя, поскольку вносимый вихрем газ может, начиная с какого-то предельного расстояния от мениска металла до места проникновения вихря в жидкую фазу сли тка, остаться в нем, вызывая дефекты его макроструктуры. Установлено, что максимальное расстояние от мениска металла в кристаллизаторе до места проникновения газосодержащего вихря в жидкую фазу слитка, при котором не обеспечивается удаление из него вносимого вихрем газа, составляет На этом или большем расстоянии содержащийся в вихре газ, всплывая вверх в виде пузырей, соприкасается с оболочкой слитка меньшего радиуса и, соответственно, с кристаллами дендритной формы, оси которых за счет искривления слитка располагаются по отношению к вертикали не под тупым, как в вертикальных слитках, а под прямым или даже острым углом, что вызывает попадание пузырей в межкристаллические области, откуда они не в состоянии самопроизвольно всплыть на поверхность металла в кристаллизаторе. В зависимости от радиуса криволинейной машины, параметров слитка и условий разливки может быть меньше равняться или быть больше его. В любом случае, если путь движения вихря в жидкой фазе слитка в сумме с глубиной погружения огнеупорной трубы превысит при или при то пузыри газа останутся в сли тке, что вызовет снижение его качества. Важным технологическим параметром, определяющим путь движения кольцевого вихря в жидкой фазе слитка, является скорость вытеснения металла из огнеупорной трубы, которая для условий разливки на криволинейных машинах выбирается в зависимости от соотношения то ограничением на пути движения вихря является эмпирическому выражению: Если и скорость вытеснения находят по следующему а если то ограничением на пути движения вихря является расстояние скорость вытеснения металла из огнеупорной трубы определяют из неравенства: В этом случае которое используют также и для условий разливки на вертикальных машинах. При вытеснении металла из огнеупорной трубы со скоростью т.е. ниже нижнего заявляемого предела, путь движения вихря не превышает глубину распространения струи металла в слитке, истекающей из промежуточного ковша, что не обеспечивает перемешивание металла в зоне вторичного охлаждения. Вытеснение металла из огнеупорной трубы со скоростью при которой кольцевые газосодержащие вихри проникают на расстояние, равное или большее откуда пузыри газа после разрушения вихря не могут полностью всплыть на поверхность металла в кристаллизаторе, приводит к насыщению слитка газом, причем в основном в области, прилегающей к оболочке меньшего радиуса. Оптимальная скорость вытеснения металла из огнеупорной трубы при заявляемого предела на 5 - 15% от разности между верхним и нижним пределами, т.е. ниже верхнего При этих значениях скоростей вытеснение металла из огнеупорной трубы обеспечивается наиболее высокое и стабильное качество непрерывнолитой стали. Вытеснение металла из огнеупорной трубы со скоростями ниже оптимальных сопровождается ухудшением качества металла за счет недостаточного перемешивания жидкой фазы слитка при его кристаллизации. В условиях превышения оптимальных значений скоростей возрастает нестабильность качества металла за счет не всегда полного выделения из слитка вносимого вихрем газа. Причина насыщения криволинейных слитков вносимых вихрем газом при идентична рассмотренной для условий разливки вертикальных слитков. Поэтому обоснования заявляемых пределов и оптимальной скорости вытеснения металла из огнеупорной трубы для криволинейных слитков в этом случае совпадают с изложенными выше для вертикальных слитков. На фиг.1 показана схема устройства для осуществления заявляемого способа непрерывного литья слитков на установках вертикального и криволинейного типа и движения газосодержащего вихря в жидкой фазе слитка; на фиг.2 - схема всплывания пузырей газа в жидкой фазе слитка; на фиг.3 - схема проникновения газосодержащего вихря в жидкую фаз у слитка при на фиг.4 - то же при Устройство (фиг.1) состоит из кристаллизатора 1 с жидкой металлической фазой 2, в которую погружена огнеупорная труба 3, герметично соединенная с промежуточным ковшом 4, и патрубка 5 для подачи газа в огнеупорную трубу 3 и выпуска его из трубы. При вытеснении металла газом из огнеупорной трубы 3 в жидкой фазе 2 слитка, имеющего оболочку 6, образуются кольцевые газосодержащие вихри 7. В результате разрушения газосодержащего вихря в жидкой фазе слитка возникают пузыри 1 (фиг.2). Способ осуществляют следующим образом. Металл истекает из промежуточного ковша 4 (фиг.1) через огнеупорную тр убу 3 в кристаллизатор 1. В огнеупорной трубе 3 за счет подачи в нее газа по патрубку 5 повышают давление, под действием которого металл вытесняют из трубы в жидкую фазу 2 слитка с образованием струи начальным гидравлическим диаметром Вытеснение металла из огнеупорной трубы осуществляют со скоростью, обеспечивающей возникновение в жидкой фазе слитка кольцевых газосодержащих ви хрей 7, движущихся вниз и не соприкасающихся с оболочкой слитка 6. За каждый период вытеснения металла из трубы образуется один вихрь. Достигнув определенной глубины, газосодержащие вихри разрушаются с образованием газовых пузырей 1 (фиг.2), всплывающи х на поверхность металла в кристаллизаторе. При разливке металла на машинах вертикального типа ось вытесняемой из огнеупорной трубы струи металла совпадает с продольной осью слитка, т.е. угол а скорость вытеснения металла из этой трубы выбирают в пределах При получении слитков на криволинейных машинах стр ую металла, вытесняемую из огнеупорной трубы, направляют в сторону искривления слитка под углом к вертикали В таких условиях скорость вытеснения металла из огнеупорной трубы, в зависимости от соотношения расстояний по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения газосодержащего вихря с оболочкой слитка (фиг.3, 4). и до места проникновения газосодержащего вихря в жидкую фазу, при превышении которого не обеспечивается удаление ил слитка вносимого вихрем газа, выражений: при определяют из (фи г.4). После вытеснения металла из огнеупорной трубы ее заполняют металлом за счет снижения в ней давления путем соединения внутренней полости трубы через патрубок 55 (фиг.1) с атмосферой или отсасывающим устройством. Затем указанные операции повторяют. Предложенный способ иллюстрируется следующими 22 примерами его осуществления, из которых примеры 1 - 9 относятся к МНЛЗ вертикального, а 10 - 22 - криволинейного типа, пример 23 относится к способу-прототипу. На МНЛЗ вертикального и криволинейного типа отливают непрерывнолитые заготовки поперечным сечением соответственно 265 ´ 840 и 335 ´ 400мм из стали 20 следующего химического состава, %: 0,19; 0,55; 0,3; 0,035; 0,035; 0,25; 0,25; 0,02. Во всех примерах температура стали в промежуточном ковше находится в пределах 1530 - 1550°C, высота налива в нем металла 0,67м, скорость разливки и вытекания струи металла из промежуточного ковша соответственно 0,0108 и 2,0м/с, глубина погружения огнеупорной трубы, предназначенной для пульсационного перемешивания и защиты струи металла от вторичного окисления на участке промежуточный ковш-кристаллизатор, составляет 0,6м или 0,9 высоты налива металла в промежуточном ковше. Все огнеупорные трубы имеют цилиндрическую форму с толщиной стенок 30мм. Изоляцию поверхности металла в кристаллизаторе от окислительной атмосферы обеспечивают за счет наведения в нем шлака, состоящего из 15% криолита, 8% борного ангидрида и 11% графита. Вытеснение металла из огнеупорной трубы осуществляют аргоном. Подачу последнего к огнеупорной трубе и удаление отработанных газов из нее производят при помощи системы трубопроводов и запорной арматуры, состоящей из металлических труб вн утренним диаметром 15мм, регулировочных вентилей, впускного и выпускного клапанов, соединяющих полость огнеупорной трубы в ее верхней части соответственно с магистралью аргонопровода и атмосферой. Давление аргона в магистрали составляет 0,6МПа, а изменение его пределов в полости огнеупорной трубы - от атмосферного до 135 - 137,3кПа, что в зависимости от наружного диаметра трубы и сечения кристаллизатора обеспечивает опускание уровня металла в ней на 0,5м. Скорость вытеснения регулируют п утем изменения времени впуска аргона, т.е. его расхода, при помощи регулировочных вентилей. Периметр слитка, получаемого на вертикальной машине, равен 1,21, а криволинейной - 1,47м. Базовый радиус криволинейной машины, соответствующий кривизне слитка, R = 14м. Гидравлический диаметр струи металла, вытекающий из промежуточного ковша при разливке металла на вертикальной и криволинейной МНЛЗ, соста вляет соответственно 0,025 и 0,031м. Этим же значением отвечают диаметры разливочных стаканов промежуточных ковшей. Пример 1. В данном примере все заявляемые параметры имеют оптимальные значения. Коэффициент затвердевания металла как в этом, так и в остальных примерах принят равным 0,028м/мин 0,5. Гидравлический диаметр струи металла, вытесняемой из огнеупорной трубы, превышающий нижний заявляемый предел на 40% от разности между верхним и нижним пределами, составляет Поскольку гидравлический диаметр цилиндрической огнеупорной трубы геометрическому диаметру ее равен внутреннему т.е. то указанный гидравлический диаметр струи металла достигают при использовании огнеупорной трубы внутренним диаметром 30мм составляет Наружный диаметр огнеупорной трубы (Dн) при толщине ее стенок При вытеснении металла из этой огнеупорной трубы возникает кольцевой газосодержащий вихрь, перемещающийся в глубинные слои жидкой фазы слитка. Расстояние по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения вихря с твердой оболочкой слитка равно Оптимальная скорость вытеснения металла из огнеупорной трубы ниже верхнего заявляемого предела на 10% от разности между верхним и нижним пределами составляет Такая скорость вытеснения металла из огнеупорной трубы достигается при продолжительности впуска аргона в нее с расходом, обеспечивающим за это время повышение давления в трубе от атмосферного до где 7000 - плотность жидкой стали, кг/м 3; 9,81 - ускорение силы тяжести, м/с2; 1 × 105 - атмосферное давление, Па. Пример 2. Гидравлический диаметр струи металла, вытесняемой из огнеупорной трубы, ниже заявляемого и составляет 1,8 гидравлических диаметров струи металла, вытекающей из промежуточного ковша, т.е. Внутренний диаметр цилиндрической огнеупорной трубы вытесняемой из нее струи металла Наружный диаметр огнеупорной трубы равен гидравлическому диаметру Расстояние по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения возникающего в этом случае кольцевого газосодержащего вихря с оболочкой слитка составляет Скорость вытеснения металла имеет оптимальное значение, т.е. Время впуска аргона в тр убу составляет а давление в ней в конце периода вытеснения Пример 3. Соответствуе т условиям разливки, при которых скорость вытеснения металла из огнеупорной трубы является оптимальной. Гидравлический диаметр струи металла, вытесняемой из этой трубы, равен нижнему заявляемому пределу, т.е. Внутренний диаметр огнеупорной трубы а наружный Расстояние по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения кольцевого газосодержащего вихря с оболочкой слитка равно Скорость вытеснения металла из огнеупорной трубы, соответствующая оптимальной, составляет Время впуска аргона в огнеупорную тр убу Давление аргона в ней в конце периода вытеснения Пример 4. Скорость вытеснения металла из огнеупорной трубы соответствует оптимальной, а гидравлический диаметр струи металла, вытесняемой из трубы, отвечает верхнему заявляемому пределу, т.е. Внутренний диаметр огнеупорной трубы равен а наружный Расстояние по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения кольцевого газосодержащего вихря с оболочкой слитка равно Скорость вытеснения металла из огнеупорной трубы Эта скорость вытеснения металла обеспечивается за время впуска аргона в трубу Давление аргона в трубе в конце периода вытеснения из нее металла равно Пример 5. Скорость вытеснения металла из огнеупорной трубы оптимальная. Гидравлический диаметр струи металла превышает заявляемый предел и составляет Этой величине соответствует внутренний диаметр огнеупорной трубы Наружный диаметр огнеупорной трубы Расстояние по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения кольцевого газосодержащего вихря с оболочкой слитка Скорость вытеснения металла из огнеупорной трубы Продолжительность впуска аргона в огнеупорную тр убу Давление аргона в ней в конце периода вытеснения составляет Пример 6. Скорость вытеснения металла из огнеупорной трубы ниже заявляемой и составляет 0,62 м/с. Время вытеснения металла из огнеупорной трубы, т.е. продолжительность впуска в трубу аргона, Гидравлический диаметр струи металла, вытесняемой из трубы, т.е. отвечает оптимальному. Все остальные параметры способа, необходимые для его воспроизведения, соответствуют изложенным в примере 1. Пример 7. Скорость вытеснения металла из огнеупорной трубы отвечает нижнему заявляемому пределу Время впуска аргона в огнеупорную тр убу составляет Остальные параметры способа соответствуют рассмотренным в примере 1. Пример 8. Скорость вытеснения металла из огнеупорной трубы отвечает верхнему заявляемому пределу Продолжительность впуска аргона в огнеупорную тр убу Остальные параметры этого примера такие же, как и в примере 1. Пример 9. Скорость вытеснения металла из огнеупорной трубы превышает заявляемую и равняется 1,90м/с. Время впуска аргона в трубу составляет Остальные параметры отвечают приведенным в примере 1. Пример 10. В этом примере разливки металла на криволинейной МНЛЗ все заявляемые параметры способа соответствуют оптимальным их значениям. Гидравлический диаметр струи металла, вытесняемой из огнеупорной трубы, превышает нижний заявляемый предел На 40% от разности между верхним и нижним пределами, т.е. Внутренний диаметр огнеупорной трубы, поскольку гидравлическому диаметру вытесняемой из нее струи металла огнеупорной трубы Давление она цилиндрическая, соответствуе т Наружный диаметр аргона в трубе в конце периода вытеснения составляет Угол наклона оси струи и соответственно огнеупорной трубы к вертикали или 5°47'. Расстояние по оси слитка от мениска металла до точки соприкосновения газосодержащего вихря с оболочкой слитка Расстояние от мениска металла в кристаллизаторе до места проникновения газосодержащего вихря в жидкую фазу, при превышении которого не обеспечивается удаление из слитка вносимого вихрем газа, Это расстояние остается постоянным и для других примеров разливки металла на криволинейной МНЛЗ, так как оно зависит только от базового радиуса машины и скорости разливки, которые для всех экспериментов одинаковые. Поскольку выражения то скорость вытеснения металла из огнеупорной трубы определяется из Оптимальное значение скорости вытеснения металла, которая ниже верхнего заявляемого предела на 10% от разности между верхним и нижним ее пределами, составляет Время впуска аргона в огнеупорную тр убу Пример 11. Гидравлический диаметр струи металла, вытесняемой из огнеупорной трубы, ниже заявляемого и составляет 0,057м. Скорость вытеснения металла из этой трубы и угол наклона оси струи к вертикали соответствуют оптимальным. Внутренний диаметр огнеупорной трубы, поскольку она цилиндрическая, равен гидравлическому диаметру вытесняемой из нее струи металла, т.е. Наружный диаметр огнеупорной трубы Давление аргона в трубе в конце периода вытеснения Угол наклона оси струи металла к вертикали, как и в примере 10, составляет 5°47'. Расстояние по оси слитка от мениска металла до зоны соприкосновения газосодержащего вихря с оболочкой слитка Поскольку то скорость вытеснения металла из огнеупорной трубы выбирают из выражения Оптимальная скорость вытеснения металла, которая ниже верхнего заявляемого предела на 10% от разности между верхним и нижним ее пределами, составляет Время вытеснения металла из трубы или продолжительность впуска аргона в нее Пример 12. Скорость вытеснения металла из огнеупорной трубы и угол наклона оси вытесняемой из нее струи металла к вертикали соответствуют оптимальным, а гидравлический диаметр этой струи на выходе из огнеупорной трубы отвечает нижнему заявляемому пределу, т.е. Этому же значению соответствует и вн утренний диаметр огнеупорной трубы Наружный диаметр этой трубы Давление аргона в трубе в конце периода вытеснения Угол наклона оси струи к вертикали, как и в примере 10, составляет 5°47'. Расстояние по оси слитка от мениска металла до зоны соприкосновения газосодержащего вихря с оболочкой слитка Так как выражения больше то скорость вытеснения металла из огнеупорной трубы выбирают из Оптимальная скорость вытеснения металла из огнеупорной трубы ниже верхнего заявляемого предела на 10% разности между верхним и нижним пределами составляет Время впуска аргона в огнеупорную тр убу Пример 13. Скорость вытеснения металла из огнеупорной трубы и угол наклона оси вытесняемой из нее струи металла к вертикали отвечают оптимальным, а гидравлический диаметр этой струи на выходе из трубы соответствует верхнему заявляемому пределу, т.е. Внутренний диаметр огнеупорной трубы отвечает Наружный диаметр трубы Давление аргона в трубе в конце периода вытеснения гидравлическому ее диаметру, т.е. Угол наклона оси струи к вертикали, как и в примере 10, составляет 5°47'. Расстояние по оси слитка от мениска металла до зоны соприкосновения газосодержащего вихря с оболочкой слитка Поскольку то скорость вытеснения металла из огнеупорной трубы определяют из следующего выражения: Оптимальная скорость вытеснения металла из огнеупорной трубы составляет Время впуска аргона в тр убу Пример 14. Скорость вытеснения металла из огнеупорной трубы и угол наклона оси вытесняемой из нее струи металла к вертикали оптимальные. Гидравлический диаметр этой струи на выходе из огнеупорной трубы превышает верхний заявляемый предел и составляет Внутренний диаметр огнеупорной трубы соответствует гидравлическому ее диаметру, т.е. Наружный диаметр трубы Давление аргона в трубе в конце периода вытеснения Угол наклона оси струи к вертикали, как и в примере 10, составляет 5°47'. Расстояние по оси слитка от мениска металла до зоны соприкосновения газосодержащего вихри с оболочкой слитка Поскольку то скорость вытеснения металла из огнеупорной трубы определяют из выражения Оптимальная скорость вытеснения металла из огнеупорной трубы составляет Время впуска аргона в тр убу Пример 15. Скорость вытеснения металла из огнеупорной трубы ниже заявляемой и составляет 0,78м/с. Время впуска аргона в трубу Все остальные параметры, позволяющие воспроизвести заявляемый способ, соответствуют указанным в примере 10. Пример 16. Скорость вытеснения металла из огнеупорной трубы соответствует нижнему заявляемому пределу, т.е. Продолжительность впуска аргона в трубу Остальные параметры способа идентичны, рассмотренным в примере 10. Пример 17. Все параметры способа, кроме скорости вытеснения металла из огнеупорной трубы и времени впуска аргона в нее, такие же, как и в примере 10. Скорость вытеснения отвечает верхнему заявляемому пределу Время вытеснения металла и, соответственно, впуска аргона в огнеупорную трубу составляет Пример 18. Скорость вытеснения металла из огнеупорной трубы превышает верхний заявляемый предел и составляет 1,5м/с. Продолжительность впуска аргона в трубу Остальные параметры, обеспечивающие воспроизведение заявляемого способа, отвечает изложенным в примере 10. Пример 19. Угол наклона струи металла, вытесняемой из огнеупорной трубы, к вертикали ниже заявляемого предела на 57% и составляет Остальные параметры способа соответствуют приведенным в примере 10. Пример 20. Угол наклона струи металла, вытесняемой из огнеупорной трубы, к вертикали отвечает нижнему заявляемому пределу, т.е. Все остальные параметры способа соответствуют указанным в примере 10. Пример 21. Угол наклона струи металла к вертикали отвечает верхнему заявляемому пределу Остальные параметры такие же, как и в примере 10. Пример 22. Угол наклона струи металла к вертикали превышает заявляемый на 28% и составляет Все другие параметры способа соответствуют рассмотренным в примере 10. Пример 23. Отвечает условиям разливки способа-прототипа на вертикальной МНЛЗ при отливке слитка сечением 265 ´ 340мм со скоростью 0,0108м/с. Гидравлический диаметр струи металла, вытекающей из промежуточного ковша и вытесняемой из погружной трубы составляет соответственно 0,025 и 0,1м. Глубина погружения огнеупорной трубы в металл равна 0,6м, а скорость вытекания из промежуточного ковша - 2,0м/с. Скорость вытеснения металла из погружной трубы составляет металла при вытекании его из промежуточного ковша и равна в среднем скорости движения струи Расстояние по оси слитка от мениска металла в кристаллизаторе до зоны соприкосновения вихря с твердой оболочкой слитка Химическую неоднородность непрерывнолитых слитков оценивали по степени осевой ликвации серы, а физическую - по макроструктуре их поперечных темплетов. Результаты этих анализов для всех рассмотренных примеров представлены в таблице. Из представленных в таблице данных видно, что минимальная протяженность зоны столбчатых кристаллов и наименьшая степень осевой ликвации серы достигаются в слитках, отлиты х на вертикальной и криволинейной машинах соответственно по примерам 9 и 18, в которых скорость вытеснения металла из огнеупорной трубы превышала верхний заявляемый предел, а все остальные заявляемые параметры отвечали оптимальным. Однако эти слитки оказались пораженными пятнистой ликвацией, что привело к их отбраковке. Разливка металла по примерам 19 и 22, обеспечивающим угол наклона оси струи металла, вытесняемой из огнеупорной трубы, к вертикали соответственно ниже и выше заявляемого предела, оказалась невозможной в результате прорыва металла через оболочку слитка на выходе из кристаллизатора вследствие ее одностороннего подмыва. Показатели макроструктуры и химической неоднородности слитков, отлитых по примерам 3, 4, 7, 8, 12, 13, 16, 17, 20, 21, каждый из которых реализовал один из параметров разливки на нижнем или верхнем заявляемом пределах при оптимальных значениях остальных, несколько хуже, полученных в условиях разливки по примерам 1, 10, отвечающих оптимальным значениям всех заявляемых параметров соответственно на машинах вертикального и криволинейного типа. Использование предлагаемого способа непрерывного литья слитков по сравнению с прототипом позволяет при одновременном снижении протяженности зоны столбчатых кристаллов и степени осевой ликвации серы избежать прорыв жидкого металла через оболочку слитка ниже кристаллизатора и пятнистую ликвацию в связи с насыщением слитка газом, что обеспечивает снижение брака на 0,13 0,18%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of ingots on vertical and curvilinear type installations
Автори англійськоюShysh Yurii Ivanovych, Rubin Leonid Viktorovych, Lobachov Vladyslav Tymofiiovych, Bahrii Oleksandr Ivanovych, Brodskyi Serhii Serhiiovych, Uchytel Lev Mykhailovych, Zrazhevskyi Oleksandr Danylovych, Pikus Mark Iserovych
Назва патенту російськоюСпособ непрерывного литья слитков на установках вертикального и криволинейного типа
Автори російськоюШиш Юрий Иванович, Рубин Леонид Викторович, Лобачов Владислав Тимофеевич, Багрий Александр Иванович, Бродский Сергей Сергеевич, Учитель Лев Михайлович, Зражевский Александр Данилович, Пикус Марк Исерович
МПК / Мітки
МПК: B22D 11/10
Мітки: вертикального, лиття, типу, криволінійного, спосіб, установках, злитків, безперервного
Код посилання
<a href="https://ua.patents.su/19-18643-sposib-bezperervnogo-littya-zlitkiv-na-ustanovkakh-vertikalnogo-ta-krivolinijjnogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття злитків на установках вертикального та криволінійного типу</a>
Спосіб безперервного лиття зливків на вертикальних і криволінійних установках
Номер патенту: 8249
Опубліковано: 29.03.1996
Автори: Пікус Марк Ісерович, Бельский Олег Іванович, Сельский Ігор Броніславович, Шиш Юрій Іванович, Рубін Леонід Вікторович, Борисов Юрій Миколайович, Бродський Сергій Сергійович, Учитель Лев Михайлович
МПК: B22D 11/00
Мітки: лиття, криволінійних, зливків, спосіб, установках, вертикальних, безперервного
Формула / Реферат:
Способ непрерывного литья слитков на вертикальных и криволинейных установках, включающий подачу жидкого металла струёй из стакана-дозатора промежуточного ковша в кристаллизатор через погружную огнеупорную трубу пульсационное перемешивание металла в кристаллизаторе периодическим наполнением и вытеснением металла газом из огнеупорной трубы, формирование слитка и его вытягивание из кристаллизатора, отличающийся тем, что уровень металла в...
Спосіб безперервного литва злитків із сплавів кольорових металів
Номер патенту: 13746
Опубліковано: 25.04.1997
Автори: Гутов Левко Олександрович,, Горбунов Володимир Анатолійович, Рябінко Анатолій Васильович, Шустеров Віктор Семеновіч,, Тепляков Федір Констянтинович, Попов Юрій Георгійович
МПК: B22D 11/00
Мітки: спосіб, металів, безперервного, кольорових, литва, сплавів, злитків
Формула / Реферат:
Способ непрерывного литья слитков из сплавов цветных металлов, включающий дозированную подачу жидкого металла в водоохлаждаемый кристаллизатор, вытяжку слитка из кристаллизатора и контроль скорости, отличающийся тем, что скорость литья поддерживают в соответствии со следующей зависимостью:где g - соотношение между количеством твердой и жидкой фазы в...
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Ів Гурмель, Мішель П'єррель
МПК: B22D 11/10
Мітки: лиття, пристрій, чавуну, графітом, трубних, кулеподібним, вертикального, безперервного, заготівок
Формула / Реферат:
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Кац Григорій Аронович, Каплан Володимир Нусійович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: лиття, мірних, машини, заготовок, спосіб, кратних, однострумковій, безперервного, отримання
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Шмельцер Іван Іванович, Кац Григорій Аронович, Крамарь Віктор Григорович, Каплан Володимир Нусійович, Кошелев Олександр Євдокимович, Худанов Володимир Констянтинович, Фалькович Валерій Михайлович
МПК: B22D 11/16
Мітки: безперервного, заготовок, розкроєм, машини, спосіб, зливка, управління, лиття
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Попередній патент: Вузол герметизації борна свинцевого акумулятора
Наступний патент: Шиберний пристрій з пневмоциліндровим приводом
Випадковий патент: Спосіб виявлення двовалентного заліза в біопсійному матеріалі