Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Формула / Реферат
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади поперечного сечения, на входы которого поступает информация о количествах разлитых плавок, о температуре металла в промковше и в месте резки и о скорости разливки стали, а выход подключен ко входу вычислительной машины.
Текст
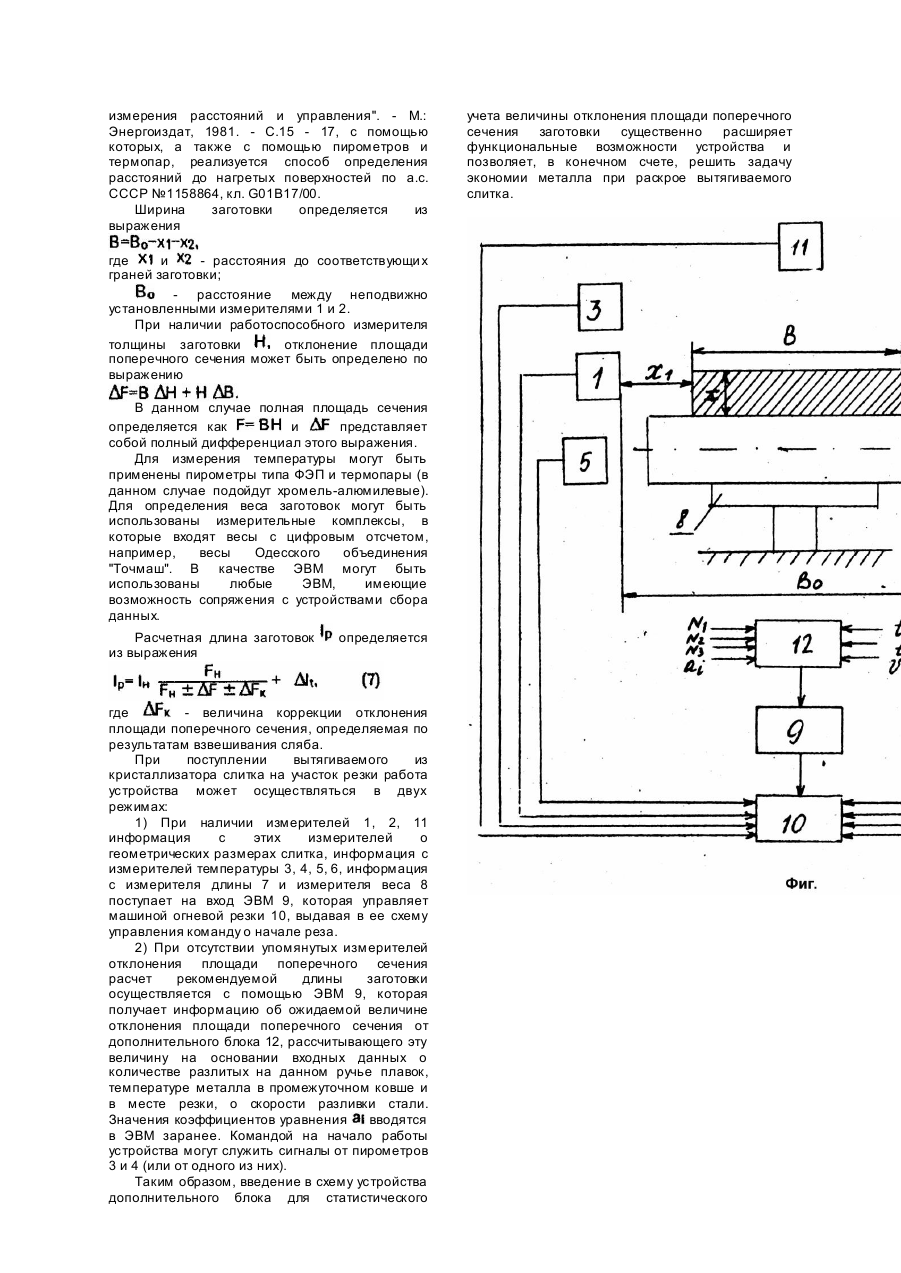
Настоящее изобретение относится к области измерительной техники и может быть использовано для оптимизации процесса получения заготовок на машинах непрерывного литья заготовок, а также на обжимных станах. В настоящее время при порезке литых слитков на заготовки на МНЛЗ длину заготовок определяют согласно фабрикационным коэффициентам в зависимости от марки стали и размеров листового проката, который должен быть изготовлен из этих заготовок. Затем с помощью измерителей длины отмеряют необходимую длину слитка, вытянутого из кристаллизатора и производят рез (Фотиев М.М. Электропривод и электрооборудование металлургических и литейных цехов. - М.: Металлургия, 1983. - С.145 - 150). В процессе резки на МНЛЗ при определении необходимой длины заготовки не учитывают отклонение веса погонного метра литой заготовки от номинального значения, что приводит к отклонению заданного веса заготовки от номинального значения и, в конечном итоге, к появлению потерь при производстве мерного листового проката, связанных с уходом годного металла в обрезь, а также потерь, возникающих при появлении укороченных листов. Уменьшение дисперсии веса заготовок может быть достигнуто путем разработки и внедрения устройства для оптимального пореза литых заготовок на МНЛЗ. Стабилизация веса заготовок может быть обеспечена путем коррекции их длины при порезе на мерные длины слитка, вытягиваемого на машине непрерывной разливки стали, причем коррекция длины осуществляется в зависимости от фактической площади поперечного сечения. Известна система рационального пореза прокатанных на заготовочном стане полос металла (Чекмарев А.П., Чернышев А,Н. и Ефимов В.Б., а.с. №265051, Бюл. №10, 1970). Система управляет ножницами, установленными за станом и автоматически управляемыми вычислительной машиной, к входу которой подключен измеритель длины раскраиваемой полосы, в которой с целью уменьшения потерь металла на передельном стане путем дозирования заготовок по весу, ко входам вычислительной машины подключены установленные в технологическом потоке перед ножницами устройства для контроля отклонений от номинальных значений площади поперечного сечения.(или погонного веса) по длине полосы и ее температуры. При этом рекомендуемая длина заготовки определяется по выражению где - номинальная длина заготовки; - поправка на длину заготовки, усадку, а где представляет собой температурную определяется из выражения - номинальная площадь заготовки; - среднее отклонение площади сечения по длине заготовки. Для заготовок прямоугольного сечения расчетную длину заготовок рекомендуют определять из выражения где и - отклонения высоты и ширины заготовки от их номинальных значений и - номинальная длина заготовки; - требуемый вес заготовки, - плотность металла (С.Т. Плискановский и др. Применение вычислительной техники на металлургическом заводе. - М.: Металлургия, 1973. - С.188 - 194). Поскольку на обжимном стане заготовки перед последним пропуском всегда кантуются, то принято, что отклонения и равны отклонениям зазора между валками в последнем (высота) и предпоследнем (ширина) пропусках от величин, соответствующих номинальным значениям. В приведенном выше аналоге (А.с. 265051) не указаны конкретные устройства для контроля отклонений площади поперечного сечения заготовок, указывается только, что такие устройства имеются. Определение отклонений высоты и ширины заготовки в зависимости от зазоров между валками в последнем и предпоследнем пропусках не может быть использовано на машинах непрерывного литья заготовок в связи с отсутствием обжимной клети. В связи с отсутствием обратной связи по весу заготовки невозможно в известном решении при осуществлении раскроя учитывать фактически полученный вес заготовок. Такая связь необходима, чтобы иметь возможность устранять погрешность при определении расчетной длины заготовок, обусловленную погрешностями контрольноизмерительных, решающих и исполнительных устройств. Наиболее близким по технической сущности и достигаемому эффекту к заявляемому устройству, является принцип, реализованный в системе рационального пореза прокатанных на заготовочном стане полос металла по а.с. СССР №413726, кл. B23G15/06. В данной системе, принятой за прототип, перед порезкой полосы на серию заготовок заданного веса с помощью измерительных устройств определяют отклонения площади поперечного сечения и температуру полосы от номинальных значений. Затем по данным измерений вычисляют поправку на длину отрезаемых заготовок и с учетомэтой поправки определяют необходимую длину заготовки и осуществляют рез. После реза заготовки взвешивают, по результатам взвешивания и по значению длины заготовки определяют среднюю величину веса погонного метра полосы и по величине веса погонного метра, пользуясь тарировочной функцией, рассчитывают величину коррекции площади поперечного сечения проката. Полученную величину коррекции суммируют с величиной отклонения площади поперечного сечения, определяемого при помощи устройств для измерения толщины и ширины и в дальнейшем учитывают при определении необходимой длины отрезаемых заготовок. Если известную систему применить для оптимального реза литых заготовок на МНЛЗ, то в этом случае точность раскроя будет снижена. Это объясняется, во-первых, тем, что профиль поперечного сечения заготовки отличается от прямоугольного. Например, в соответствии с действующей те хнологической инструкцией по разливке стали на МНЛЗ конвертерного цеха меткомбината "Азовсталь" выпуклость (вогнутость) граней заготовки допускается в пределах 0 - 10мм на грань. При использовании для определения расчетной длины заготовки только отклонений по высоте и ширине (2), без учета возможной криволинейности граней, возможна существенная погрешность. Во-вторых, в настоящее время нет технических средств для измерения высоты слитка (заготовки), вытягиваемого из кристаллизатора МНЛЗ, которые имели бы такую же высокую точность, как средства, применяемые для измерения толщины полосы, применяемые на заготовочных прокатных станах. Так, например, радиоизотопочные и рентгеновские датчики, существующие в настоящее время, не позволяют измерять толщину металла 250 - 300мм, а именно такова толщина литых заготовок. Все другие существующие в настоящее время средства, пригодные для контроля размеров заготовок, будут давать существенные относительные погрешности. Например, устройство, имеющее абсолютную погрешность 1мм, при контроле максимального отклонения ширины (около 40мм) обеспечивает относительную погрешность 2,5%, и при контроле максимального отклонения толщины 10мм, эта погрешность достигает 10%. Кроме того, работа любых измерителей, устанавливаемых сверху, над раскаленным слитком, затруднена из-за сильного теплового излучения. В основу изобретения поставлена задача разработать устройство, реализующее получение заготовок стабилизированной массы на МНЛЗ в условия х частичного или полного отсутствия измерителей отклонения площади поперечного сечения заготовки, в котором за счет введения нового элемента повысится точность раскроя заготовки. Для решения поставленной задачи в устройство для получения заготовок стабилизированной массы на МНЛЗ, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки, дополнительно введен блок статического учета отклонения площади поперечного сечения, на входы которого поступает информация о количестве разлитых плавок, о температуре металла в промковше и в месте резки и о скорости разливки стали, а выход подключен ко входу вычислительной машины. Как показывает практический опыт и специальные исследования, геометрические характеристики поперечного сечения сляба являются величинами случайными, зависящими от геометрических размеров кристаллизатора, точности установки всех роликовых секций, температуры стали и скорости ее разливки, а также от количества разлитого металла и от условий его о хлаждения. В общем виде можно записать где - расчетное значение отклонения площади поперечного сечения слитка от номинального; - температура стали в промежуточном ковше; количество плавок кристаллизатора и четырех роликовых секций зоны вторичного охлаждения (в отдельности для каждой зоны) радиального участка; - температура слитка перед машиной газовой резки; - скорость разливки. Выражение (3) предлагается реализовать в виде конкретного уравнения регрессии где - коэффициенты, определяемые по методу наименьших квадратов в результате обработки выборок экспериментальных данных. Метод наименьших квадратов изложен практически во всех пособиях по теории вероятностей (например: B.C. Вентцель. Теория вероятностей. - М.: Физматгиз, 1962. - С.342 или В.С. Пугачев. Теория вероятностной и математической статистики. - М.: Наука, 1979. С.343 - 380). Различное количество плавок, разливаемых за время работы соответствующего оборудования, обусловлено регламентом замены основных технологических узлов: кристаллизатора - 65 - 70 плавок; нулевая секция - 150 - 200 плавок; семироликовая секция - 600 - 800 плавок. Принципиальное отличие предлагаемого устройства от прототипа заключается в том, что управление резкой заготовок может осуществляться с уче том износа оборудования и нестабильности условий разливки путем получения и использования выражения, определяющего зависимость изменения отклонения площади поперечного сечения слитка от количества плавок и фактических параметров разливки стали (температуры стали и скорости ее разливки). Необходимо отметить, что данный блок вводится как дополнительный, без отмены какихлибо функций, выполняемых прототипом. Это связано с тем, что возможно создание устройств, контролирующих о тклонение площади поперечного сечения слитка путем измерения его высоты и ширины, либо одного из этих параметров, либо профиля в целом. Длина отрезаемых заготовок при работе прототипа находится в соответствии с выражением где и - номинальные значения длины и площади поперечного сечения заготовки; - среднее отклонение площади сечения по длине заготовки, определяемое инструментальным путем; - величина коррекции площади, полученная по результатам взвешивания заготовок; - температурная поправка на длину отрезаемых заготовок. Для создаваемого устройства предлагается уточненный алгоритм раскроя. Так как вес определяемой заготовки должен оставаться постоянным, то очевидно равенство где - плотность металла, кГ/м 3. Отсюда следует, что расчетная длина заготовки определится из выражения Если раскрой осуществляется на горячих слитках, то необходимо учесть температурную усадку и расчетная длина заготовки определится из выражения где и - номинальные длина и площадь поперечного сечения заготовки; - отклонение площади поперечного сечения, определяемая инструментально или по выражению (4); - температурная поправка. Величина может быть определена из выражения где - температурный коэффициент линейного расширения металла; - температура слитка перед порезом на заготовки; - температура окружающей среды. Рассмотрим эффективность работы предлагаемого устройства на конкретном примере получения заготовки высотой 300мм, шириной 1650мм и длиной 2000мм (300 ´ 1650 ´ 2000). Расчетный вес заготовки при составит 7771,5кГ. Если допустить, что геометрические размеры по высоте и ширине заготовки достигли максимально допустимых величин, т.е. стали равны соответственно 010мм и 1660мм, то вес заготовки при той же длине 2000мм достигнет величины 8080кГ, т.е. превысит расчетный более чем на 300кГ (расчет ведется для температуры окружающей среды, т.е. Такое положение возникнет, если не вводить коррекцию по длине в связи с отклонением площади поперечного сечения заготовки от заданного значения, т.е. в выражении (6) Если воспользоваться выражением (4) для определения величины то для рассматриваемой заготовки коэффициенты по результатам обработки экспериментальных данных получились равными следующим значениям: Для плавок, и из выражения (4) имеем Из выражения (6) имеем для металла, имеющего температуру окружающей среды ( т.е. расчетная длина оказывается короче номинальной на 54мм, что позволит избежать неоправданных потерь металла (свыше 300кГ на каждой заготовке). Ввод в уравнение (6) значения отклонения площади поперечного сечения заготовок, скорректированного по результатам их взвешивания, осуществляется таким же способом, как и в прототипе, т.е. по результатам раскроя и взвешивания определяется вес погонного метра заготовки, по весу погонного метра рассчитывается величина коррекции площади поперечного сечения заготовки, с помощью заранее определенных и введенных в память ЭВМ тарировочных характеристик. Таким образом, предлагается устройство для получения заготовок стабилизированной массы на машинах непрерывного литья заготовок, ко входу которого подключены измерители отклонения площади поперечного сечения, измерители температуры и веса заготовок, а также дополнительный блок для вычисления отклонения площади поперечного сечения на основе статистической обработки параметров технологического процесса. Причем устройство может работать, получая информацию об отклонении площади поперечного сечения заготовок от номинального значения либо от специальных измерителей, устанавливаемых в месте реза, либо от дополнительного блока, когда использование измерителей затруднено. Сущность изобретения и возможность его реализации подтверждается чертежом (фиг.), где представлена структурная схема устройства. Схема включает акустические измерители 1 и 2, с помощью которых определяется ширина заготовки, пирометры 3 и 4 для определения температуры заготовки, термопары 5 и 6 для определения температуры среды в месте установки акустических измерителей, измеритель длины заготовок 7, весы 8, ЭВМ 9, измеритель высоты заготовки 11. С ЭВМ информация о рекомендуемой длине сляба поступает либо в схему управления машиной огневой резки 10, либо в виде рекомендаций оператору этой машины. В состав устройства входит также блок 12, с помощью которого осуществляется сбор данных о количестве плавок, скорости разливки стали, температуре в промежуточном ковше и в месте резки, коэффициентах . Данные могут вводиться автоматически или вручную. Блок 12 может представлять собой микропроцессорное устройство сбора данных (УСД), например, типа ЕЗОЗ или представлять программный блок в памяти ЭВМ, обрабатывающий соответствующую информацию. В качестве акустических измерителей расстояний можно использовать акустические дальномеры, описанные в книге А.А. Горбатова, Г.Е. Руда шевского "Ак устические методы измерения расстояний и управления". - М.: Энергоиздат, 1981. - С.15 - 17, с помощью которых, а также с помощью пирометров и термопар, реализуется способ определения расстояний до нагретых поверхностей по а.с. СССР №1158864, кл. G01B17/00. Ширина заготовки определяется из выражения где и - расстояния до соответствующи х граней заготовки; - расстояние между неподвижно установленными измерителями 1 и 2. При наличии работоспособного измерителя толщины заготовки отклонение площади поперечного сечения может быть определено по выражению В данном случае полная площадь сечения определяется как и представляет собой полный дифференциал этого выражения. Для измерения температуры могут быть применены пирометры типа ФЭП и термопары (в данном случае подойдут хромель-алюмилевые). Для определения веса заготовок могут быть использованы измерительные комплексы, в которые входят весы с цифровым отсчетом, например, весы Одесского объединения "Точмаш". В качестве ЭВМ могут быть использованы любые ЭВМ, имеющие возможность сопряжения с устройствами сбора данных. Расчетная длина заготовок из выражения определяется где - величина коррекции отклонения площади поперечного сечения, определяемая по результатам взвешивания сляба. При поступлении вытягиваемого из кристаллизатора слитка на участок резки работа устройства может осуществляться в двух режимах: 1) При наличии измерителей 1, 2, 11 информация с этих измерителей о геометрических размерах слитка, информация с измерителей температуры 3, 4, 5, 6, информация с измерителя длины 7 и измерителя веса 8 поступает на вход ЭВМ 9, которая управляет машиной огневой резки 10, выдавая в ее схему управления команду о начале реза. 2) При отсутствии упомянутых измерителей отклонения площади поперечного сечения расчет рекомендуемой длины заготовки осуществляется с помощью ЭВМ 9, которая получает информацию об ожидаемой величине отклонения площади поперечного сечения от дополнительного блока 12, рассчитывающего эту величину на основании входных данных о количестве разлитых на данном ручье плавок, температуре металла в промежуточном ковше и в месте резки, о скорости разливки стали. Значения коэффициентов уравнения вводятся в ЭВМ заранее. Командой на начало работы устройства могут служить сигналы от пирометров 3 и 4 (или от одного из них). Таким образом, введение в схему устройства дополнительного блока для статистического учета величины отклонения площади поперечного сечения заготовки существенно расширяет функциональные возможности устройства и позволяет, в конечном счете, решить задачу экономии металла при раскрое вытягиваемого слитка.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing billets ofstable mass on machines of continuous casting billets
Автори англійськоюZaitsev Vadim Serhiiovych
Назва патенту російськоюУстройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок
Автори російськоюЗайцев Вадим Сергеевич
МПК / Мітки
МПК: B22D 11/126
Мітки: пристрій, одержання, стабільної, маси, заготовок, лиття, безперервного, машинах
Код посилання
<a href="https://ua.patents.su/4-17491-pristrijj-dlya-oderzhannya-zagotovok-stabilno-masi-na-mashinakh-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок</a>
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Козаченко Станіслав Митрофанович, Бєлякова Лілія Іванівна, Корягін Олексій Федорович, Богданов Аркадій Іванович
МПК: B22D 11/10
Мітки: лиття, пристрій, безперервного, заготовок, горизонтального
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, металів, горизонтального, безперервного, лиття, заготовок, кольорових, пристрій, сплавів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Стефанов Анатолій Сергійович, Мартинов Валерій Васильович, Беседіна Елеонора Борисівна, Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна, Якунін Іван Олексійович
МПК: B22D 11/04
Мітки: лиття, заготовок, безперервного, горизонтального, кристалізатор
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Каплан Володимир Нусійович, Фалькович Валерій Михайлович, Кац Григорій Аронович, Шмельцер Іван Іванович, Худанов Володимир Констянтинович, Кошелев Олександр Євдокимович, Крамарь Віктор Григорович
МПК: B22D 11/16
Мітки: безперервного, розкроєм, лиття, спосіб, машини, зливка, заготовок, управління
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Руденко Анатолій Олександрович, Афонін Володимир Олексійович, Глібов Євген Валеріанович, Чернишова Світлана Никодимівна, Белкін Юхим Львович, Якунін Іван Олексійович, Беседіна Елеонора Борисівна, Мартинов Валерій Васильович, Шишков Михайло Михайлович
МПК: B22D 11/04
Мітки: кристалізатор, заготовок, безперервного, лиття, круглих
Формула / Реферат:
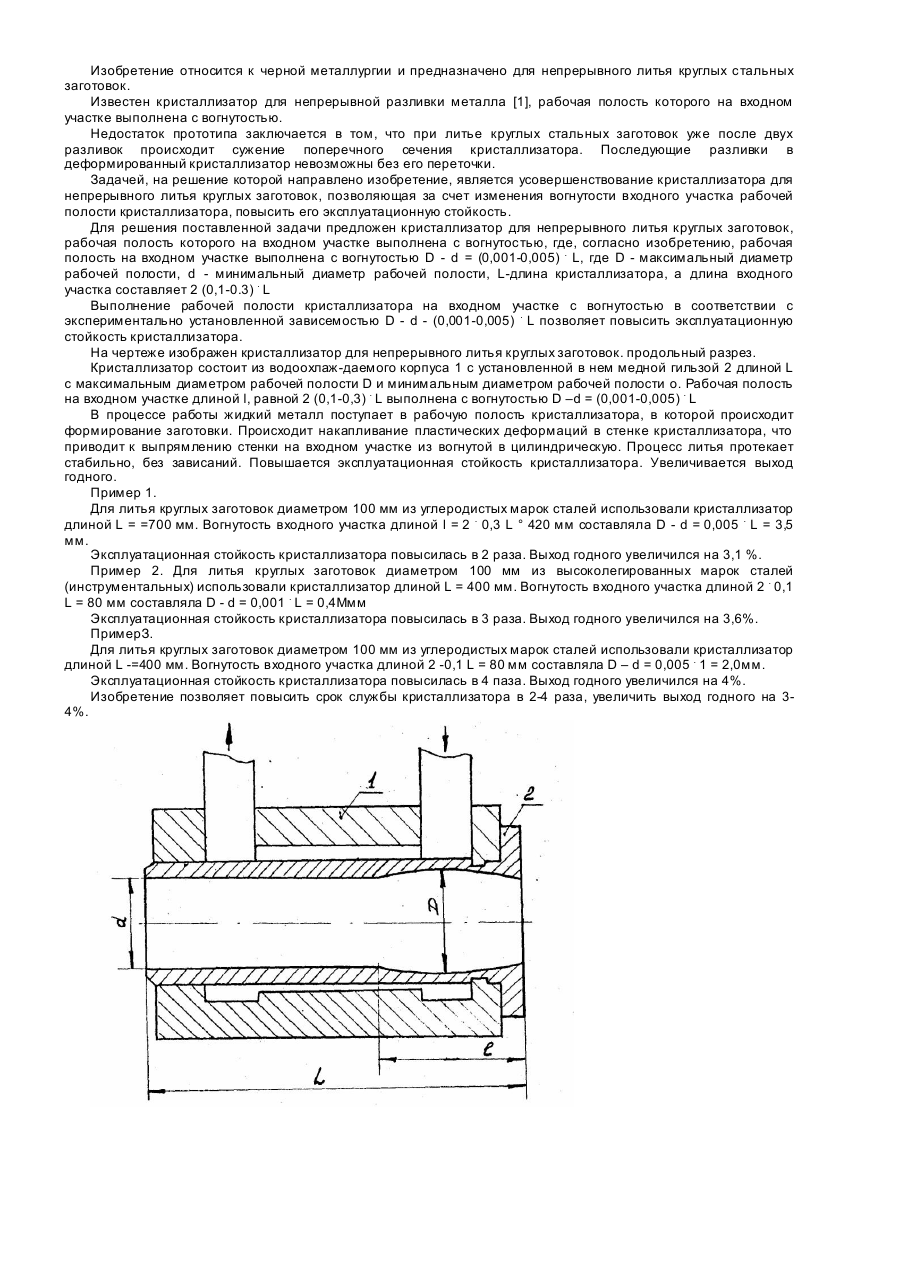
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Попередній патент: Спосіб добування глибоководних розсипних корисних копалин та пристрій для його здійснення
Наступний патент: Спосіб виготовлення штучного хутра
Випадковий патент: Сіль харчова