Спосіб автоматичного управління порізом зливка на машинах безперервного лиття заготовок
Номер патенту: 23211
Опубліковано: 19.05.1998
Автори: Мельник Павло Павлович, Підберезний Микола Петрович, Кац Григорій Аронович, Учитель Лев Михайлович, Бродський Сергій Сергійович, Пікус Марк Ісерович, Єрмоленко Ганна Володимирівна, Каплан Володимир Нусійович
Формула / Реферат
Способ автоматического управления порезом слитка на машинах непрерывного литья заготовок, преимущественно в случае вырезания "пояса", включающий порез непрерывного слитка в процессе разливки на мерные длины с помощью машины газовой резки, измерение текущей мерной длины заготовки и выдачу команды на выполнение реза при совпадении заданной и текущей мерных длин с учетом времени срабатывания захватов машины газовой резки, контроль поперечного перемещения газового резака с помощью датчика крайнего положения и подачу команды на окончание реза при достижении газовым резаком своего крайнего положения, измерение продольного перемещения машины газовой резки вместе со слитком в процессе выполнения реза, отличающийся тем, что при выполнении реза определяют время, остающееся до подачи команды на следующий рез, с помощью выражения (1)
где t1 - время, остающееся до подачи команды на следующий рез;
Lзад - заданная длина слитка, которую необходимо отрезать;
Iмрн - текущая мерная длина;
\/разл -скорость разливки;
tзхв - время срабатывания захватов машины газовой резки, и, если рез еще не окончен, то команду на окончание реза подают при выполнении соотношения (2)
где Lмгр - величина продольного перемещения машины газовой резки вместе со слитком в процессе выполнения реза;
Vвозр - скорость возврата машины газовой резки в исходное положение;
t0 - время, необходимое для разжатия захватов машины газовой резки и возврата газового резака в исходное положение.
Текст
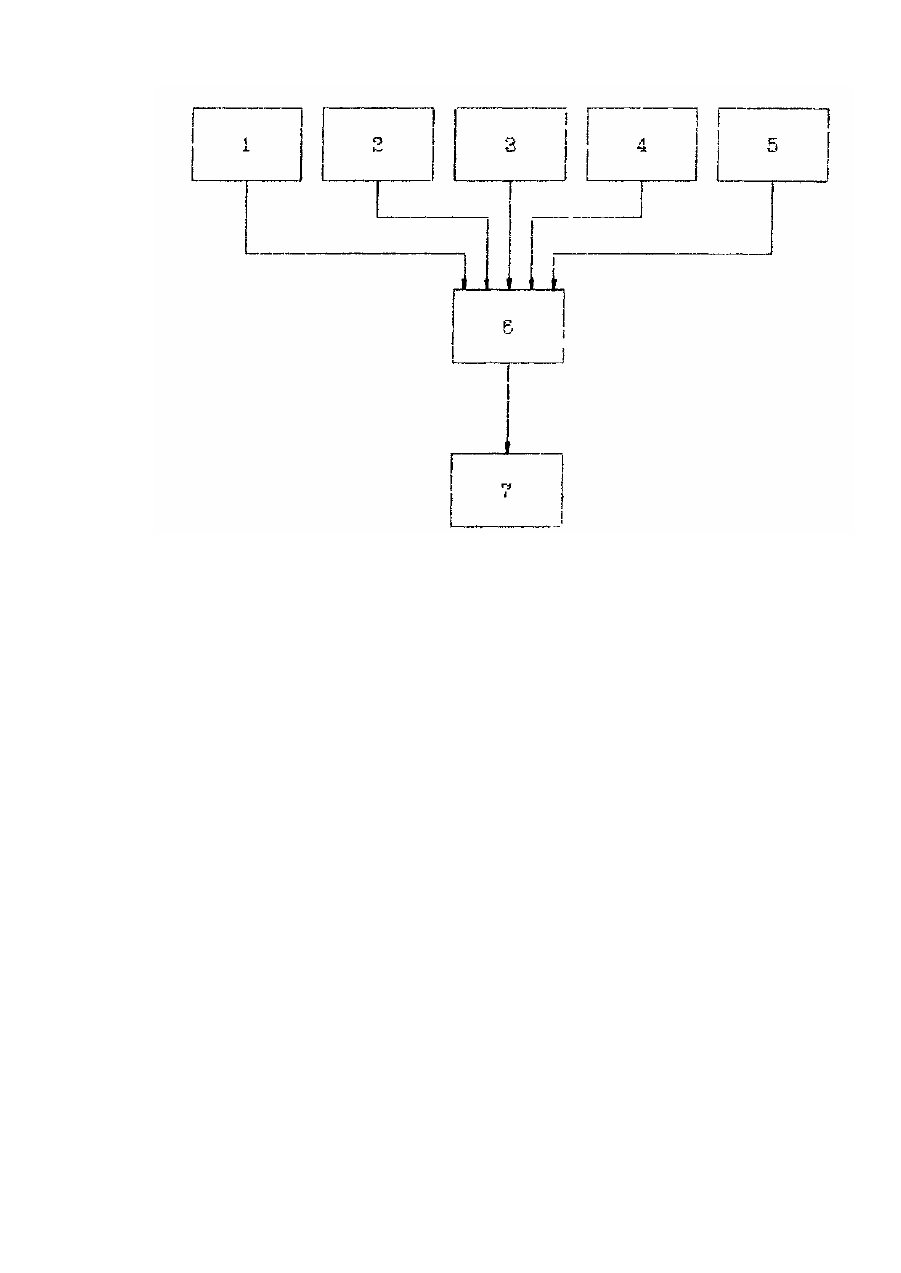
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Известны способы автоматического управления порезом слитка на машинах непрерывного литья заготовок, включающие порез непрерывного слитка в процессе разливки на мерные длины с помощью машины газовой резки, измерение текущей мерной длины заготовки и выдачу команды на выполнение реза при совпадении заданной и текущей мерных длин, например [1, 2]. Наиболее близким по технической сущности к предлагаемому является способ автоматического управления порезом слитка на установках непрерывной разливки металла [2], включающий порез непрерывного слитка в процессе разливки на заданные мерные длины с помощью перемещающихся синхронно со слитком и поперек него газовых резаков, измерение поперечного пути, который необходимо пройти газовому резаку до полного отделения мерной длины слитка от его основной части, измерение остающегося продольного пути, который может пройти платформа с газовыми резаками до осевого концевого упора и снижение скорости разливки при возникшем непрорезе непрерывного слитка. Однако указанный способ не обеспечивает надрезание и вырезание так называемых "поясов", образующи хся при прерываниях поступления металла из промежуточного ковша в кристаллизатор, вызывающих нарушения качества непрерывного слитка, так как не учитывает возможную необходимость прекращения процесса реза до полного разрезания слитка. Такая необходимость возникаете случае, когда время вытягивания участка слитка, вырезаемого вместе с "поясом", меньше, чем время, необходимое для полного цикла реза. В основу предполагаемого изобретения поставлена задача усовершенствовать способ автоматического управления порезом слитка на установках непрерывной разливки металла путем определения в процессе выполнения реза времени, оставшегося до подачи, при необходимости, команды на окончание реза до полного перерезания слитка, что обеспечит возможность вырезания и надрезания "поясов" в процессе непрерывной разливки, что приведет к повышению качества непрерывнолитых заготовок и увеличению производительности машин непрерывного литья заготовок. Решение поставленной задачи достигается тем, что согласно способу автоматического управления порезом слитка на машинах непрерывного литья заготовок, включающему порез непрерывного слитка в процессе разливки на мерные длины с помощью машины газовой резки, измерение текущей мерной длины заготовки и выдачу команды на выполнение реза при совпадении заданной и текущей мерных длин с учетом времени срабатывания захватов машины газовой резки, контроль поперечного перемещения газового резака с помощью датчика крайнего положения и подачу команды на окончание реза при достижении газовым резаком своего крайнего положения, измерение продольного перемещения машины газовой резки вместе со слитком в процессе выполнения реза, при выполнении реза определяют время, остающееся до подачи команды на следующий рез, с помощью выражения где t1 - время, остающееся до подачи команды на следующий рез; Lзад - заданная длина слитка, которую необходимо отрезать; Iмрн - текущая мерная длина; vразл - скорость разливки; tзхв - время срабатывания захватов машины газовой резки, и, если рез еще не окончен, то команду на окончание реза подают при выполнении соотношения: где Lмгр - величина продольного перемещения машины газовой резки вместе со слитком в процессе выполнения реза; • νΒο3βρ - скорость возврата машины газовой резки в исходное положение; t0 - время, необходимое для разжатия захватов машины газовой резки, и возврата газового резака в исходное положение. Преимущество предлагаемого способа покажем на следующем числовом примере. Пусть скорость разливки составляет 0,8 м/мин, длина участка слитка, вырезаемого вместе с "поясом", составляет 600 мм, время срабатывания захватов машины газовой резки составляет 6с, скорость возврата машины газовой резки в исходное положение составляет 12 м/мин, а время, необходимое для разжатия захватов машины газовой резки и возврата газового резака в исходное положение, составляет 10с. Пусть при этом полный цикл реза длится 2 мин. В принятых обозначениях имеем: Lзад=600 мм (0,6 м) vразл=0,8 м/мин (0,0133 м/с) vвозвр=12 м/мин (0,2 м/с) tзхв = 6 С, t0=- 10с. Так как время вытягивания участка слитка длиной 600 мм при скорости разливки 0,8 м/мин составляет 45 с, а полный цикл реза - 2 мин, то очевидно, что полностью перерезать слиток перед началом "пояса" в процессе разливки невозможно. В соответствии с предлагаемым способом с момента сцепления машины газовой резки со слитком начинают определять время, остающееся до подачи команды на следующий рез, с помощью выражения (1) В наших условиях получаем где г- время с начала реза. С помощью выражения (2) определим время, через которое должна быть подана команда на окончание реза Решая полученное уравнение относительно г, получаем, что команда на окончание реза должна быть подана через 27,2 с от момента сцепления машины газовой резки со слитком для предыдущего реза. Если в этом случае добиваться полного перерезания слитка и снижать скорость разливки или даже останавливать разливку, как это предлагалось в прототипе, то это приведет к уменьшению производительности машины непрерывного литья заготовок, а остановка разливки может привести к образованию нового "пояса" и уменьшению выхода годного. Реализовать предлагаемый способ можно с помощью устройства, блок-схема которого представлена на чертеже. Устройство содержит блок 1 ввода исходных данных, блок 2 измерения скорости разливки, блок 3 измерения пути слитка, блок 4 контроля положения захватов машины газовой резки, блок 5 контроля крайнего положения газового резака, блок 6 выполнения вычислений и блок 7 выдачи команд. Перед началом разливки в блок 6 выполнения вычислений с помощью блока 1 ввода исходных данных вводятся значения мерной длины заготовки, время срабатывания захватов машины газовой резки, скорость возврата машины газовой резки в исходное положение и время, необходимое для разжатия захватов машины газовой резки и возврата газового резака в исходное положение. В процессе разливки с помощью блока 3 измерения пути слитка определяется текущая мерная длина. Блок 6 выполнения вычислений сравнивает текущую и заданную мерные длины и при их совпадении, с учетом времени срабатывания захватов, с помощью блока 7 выдачи команд выдается команда на выполнение реза. При поступлении от блока 5 контроля крайнего положения газового резака сигнала с помощью блока 7 подается команда на окончание реза. При обнаружении на основании показаний блока 2 измерения скорости разливки "пояса" в блоке 6 выполнения вычислений с помощью данных, поступающи х от блока 3 измерения длины слитка, определяется начало и конец "пояса". При продвижении "пояса" вдоль технологической линии машины непрерывного литья заготовок в блоке 6 выполнения вычислений определяется длина участка слитка, вырезаемого вместе с "поясом". В этом случае вместо заданной длины заготовки используется длина участка слитка, вырезаемого вместе с "поясом". Каждый раз при выполнении реза после поступления от блока 4 контроля положения захватов машины газовой резки сигнала о срабатывании захватов в блоке 6 выполнения вычислений начинается непрерывное определение времени, остающегося до подачи команды на следующий рез в соответствии с выражением (1) и с использованием данных, поступающи х в блок 6 от блока 2 измерения скорости разливки и блока 3 измерения пути слитка. После каждого подсчета времени, остающегося до подачи команды на следующий рез, в блоке б выполняется поверка выполнения соотношения (2). Если в блоке 6 выполнения вычислений определяется, что соотношение (2) выполнилось, то с помощью блока 7 выдачи команд подается команда на окончание реза. Предлагаемый способ автоматического управления порезом слитка на машинах непрерывного литья заготовок позволяет выполнять вырезание и надрезание "поясов" в процессе разливки, в результате чего повышается качество непрерывнолитых заготовок и увеличивается производительность машины непрерывного литъя заготовок.
ДивитисяДодаткова інформація
Автори англійськоюPidbereznyi Mykola Petrovych, Brodskyi Serhii Serhiiovych, Kaplan Volodymyr Nusiiovych, Kats Hryhorii Aronovych, Uchytel Lev Mykhailovych, Pikus Mark Iserovych, Yermolenko Hanna Volodymyrivna
Автори російськоюПодберезный Николай Петрович, Бродский Сергей Сергеевич, Каплан Владимир Нусиевич, Кац Григорий Аронович, Учитель Лев Михайлович, Пикус Марк Исерович, Ермоленко Анна Владимировна
МПК / Мітки
МПК: B22D 11/16
Мітки: порізом, заготовок, машинах, зливка, лиття, управління, безперервного, спосіб, автоматичного
Код посилання
<a href="https://ua.patents.su/3-23211-sposib-avtomatichnogo-upravlinnya-porizom-zlivka-na-mashinakh-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного управління порізом зливка на машинах безперервного лиття заготовок</a>
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Кац Григорій Аронович, Кошелев Олександр Євдокимович, Крамарь Віктор Григорович, Фалькович Валерій Михайлович, Шмельцер Іван Іванович, Каплан Володимир Нусійович, Худанов Володимир Констянтинович
МПК: B22D 11/16
Мітки: зливка, машини, заготовок, спосіб, безперервного, лиття, розкроєм, управління
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Кац Григорій Аронович, Каплан Володимир Нусійович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: лиття, отримання, однострумковій, кратних, спосіб, заготовок, машини, мірних, безперервного
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: лиття, стабільної, машинах, маси, пристрій, безперервного, одержання, заготовок
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Герасименко Віктор Григорович, Щербачев Василь Валентинович, Зятіна Олександр Сергійович, Белякова Лілія Іванівна, Козаченко Станіслав Митрофанович, Давиденко Петро Данилович, Добровольський Владислав Борисович
МПК: B22D 11/045, B22D 11/00
Мітки: спосіб, безперервного, горизонтального, лиття, заготовок
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Шишков Михайло Михайлович, Афонін Володимир Олексійович, Беседіна Елеонора Борисівна, Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна, Глібов Євген Валеріанович, Якунін Іван Олексійович, Белкін Юхим Львович, Мартинов Валерій Васильович
МПК: B22D 11/04
Мітки: кристалізатор, лиття, круглих, заготовок, безперервного
Формула / Реферат:
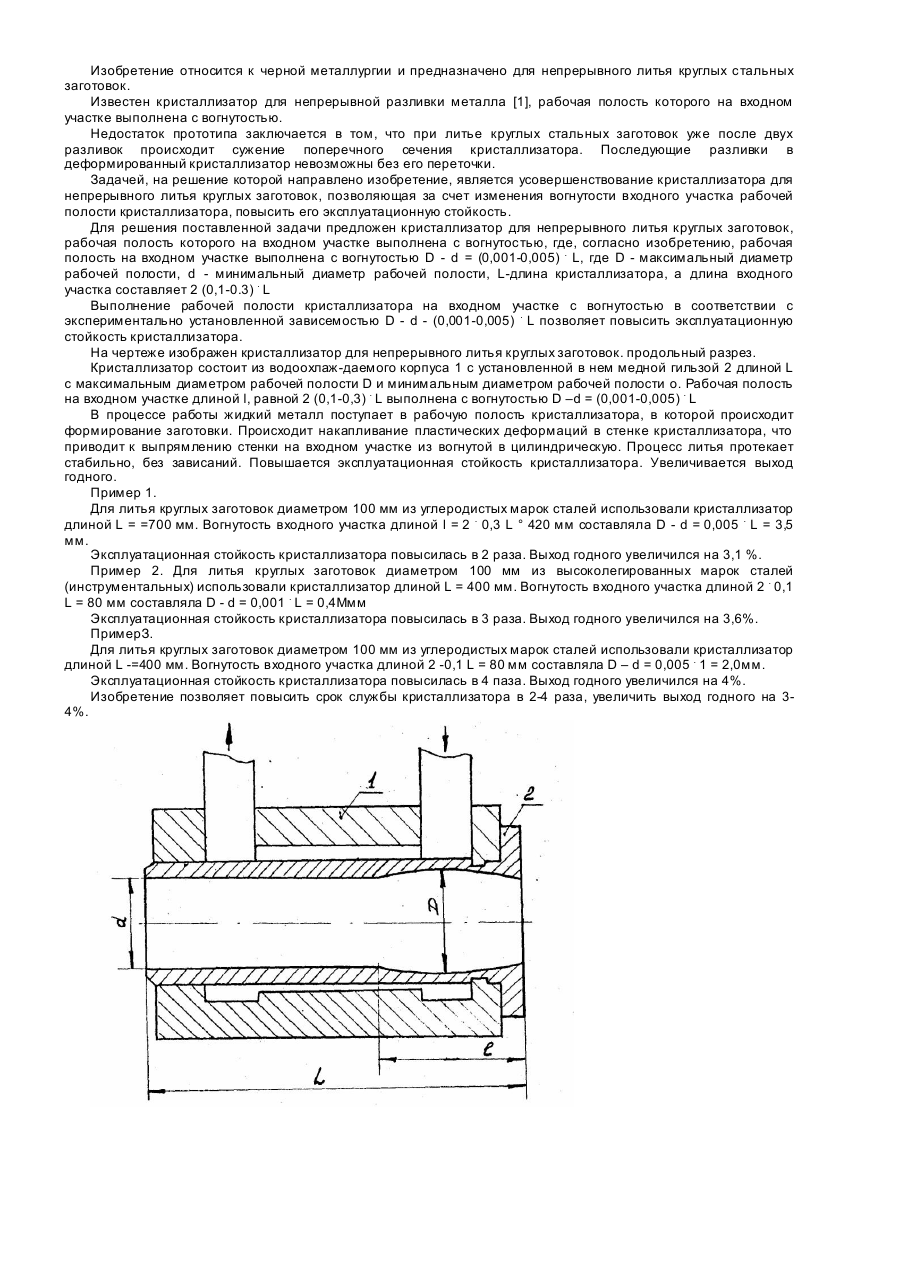
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Попередній патент: Спосіб виробництва заморожених рубаних напівфабрикатів
Наступний патент: Електродетонатор
Випадковий патент: Спосіб оперативного контролю запресовування маси, що самотвердіє, у підмуфтовий простір при ремонті трубопроводів