Спосіб термовакуумної обробки електровакуумних приладів
Номер патенту: 45183
Опубліковано: 15.03.2002
Автори: Гачкевич Олександр Романович, Будз Степан Федорович, Сосновий Юліан Романович, Терлецький Ростислав Федорович
Формула / Реферат
Спосіб термовакуумної обробки електровакуумних приладів, який полягає в тому, що проводять термообробку скляної герметизуючої оболонки електромагнітним випромінюванням, нагрівання склооболонки і внутрішніх елементів до температур їх дегазації з одночасною дегазацією електровакуумного приладу, який відрізняється тим, що нагрівання склооболонки та елементів, які знаходяться всередині електровакуумного приладу, до температур дегазації здійснюють електромагнітним випромінюванням, спектр якого знаходиться в області часткової прозорості склооболонки.
Текст
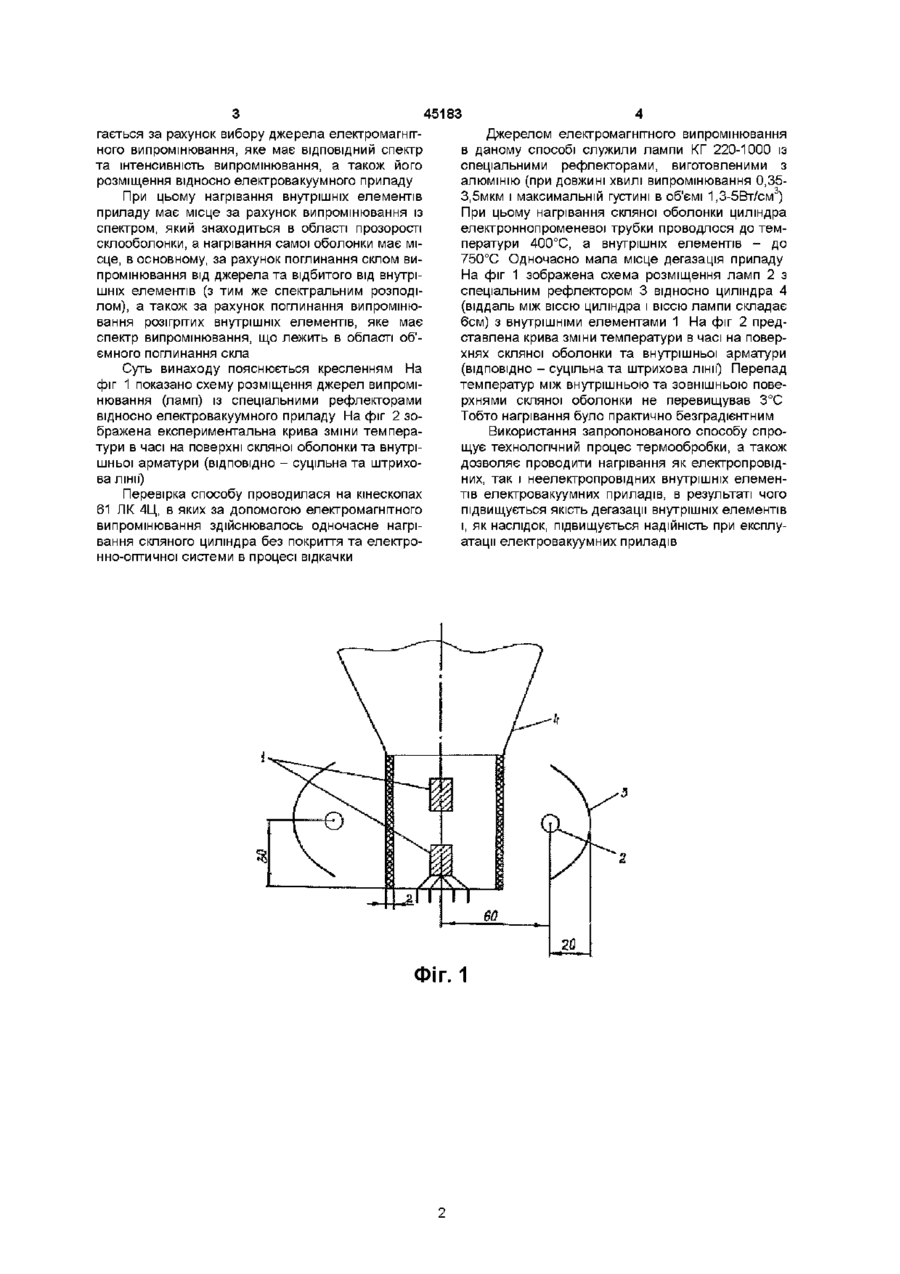
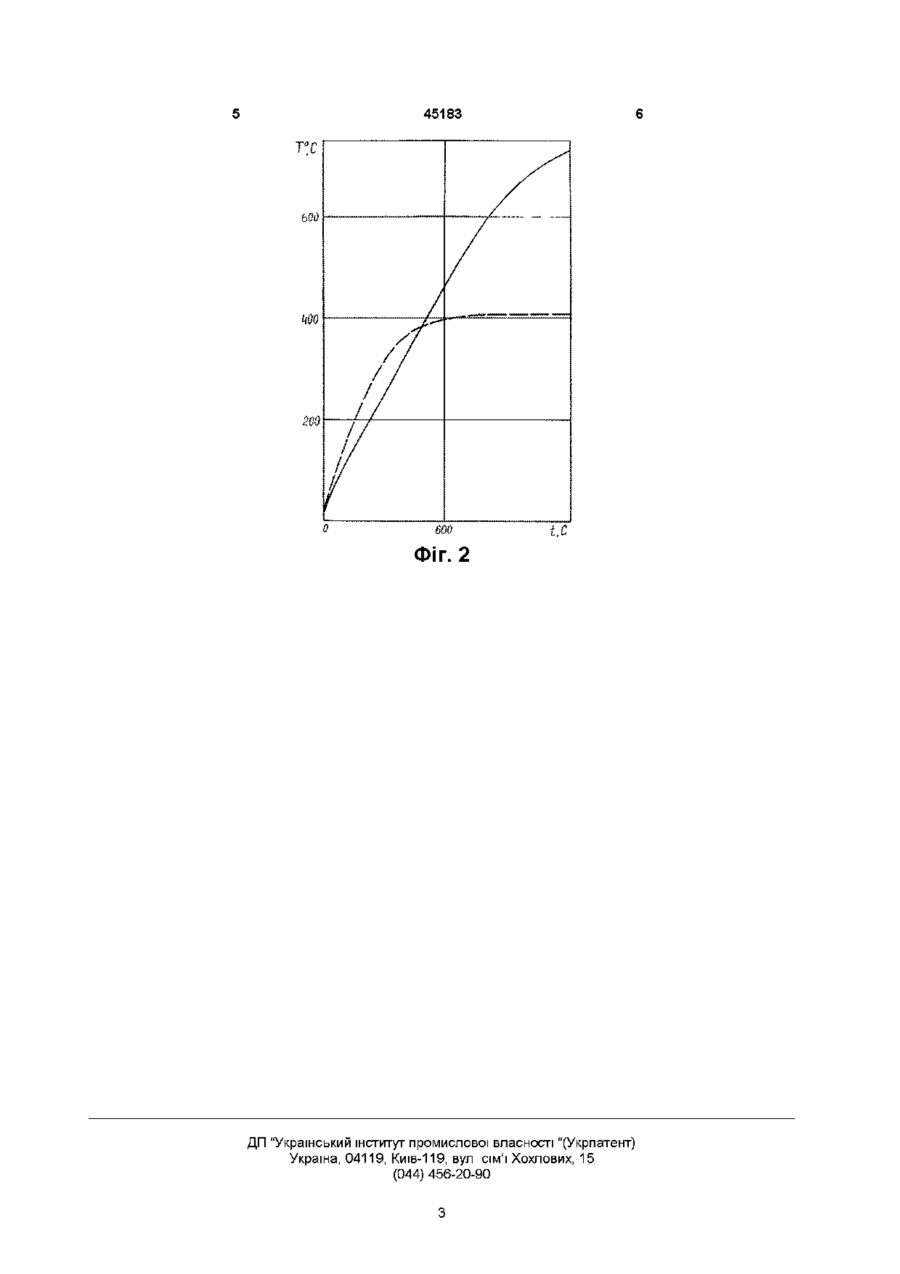
Спосіб термовакуумної обробки електровакуу мних приладів, який полягає втому, що проводять термообробку скляної герметизуючої оболонки електромагнггним випромінюванням, нагрівання склооболонки і внутрішніх елементів до температур їх дегазації з одночасною дегазацією електровакуумного приладу, який відрізняється тим, що нагрівання склооболонки та елементів, які знаходяться всередині електровакуумного приладу, до температур дегазації здійснюють електромагнггним випромінюванням, спектр якого знаходиться в області часткової прозорості склооболонки Винахід відноситься до області виробництва електровакуумних приладів, а саме до термовакуумної обробки електровакуумних приладів із скляною оболонкою і може бути використаний для виробництва кінескопів Однією З ГОЛОВНИХ проблем в процесі термовакуумної обробки електровакуумних приладів є відкачка з об'єму приладу газів, як вільних, так і розчинених в його внутрішніх елементах Відомий спосіб термовакуумної обробки електровакуумних приладів, який полягає в тому, що термообробку скляної оболонки та внутрішніх елементів проводять за допомогою конвективного нагріву в нагріваючій печі (Н В Черепний "Основы очистки, обезгаживания и откачки в вакуумной технике" "Советское радио", М , - 1967,- С 315) Однак даний спосіб термообробки електровакуумних приладів не забезпечує достатнього прогрівання внутрішніх деталей електровакуумних приладів в зв'язку з низькою теплопровідністю вакууму та відсутністю достатнього теплового контакту між оболонкою приладу та внутрішніми деталями Крім того, для металічних внутрішніх елементів електровакуумних приладів потрібна більш висока температура для дегазації, ніж для скляної оболонки приладів перед конвективним нагріванням (а с СССР №767361, кл Н 01 J 9/38, 1980) При цьому термообробку внутрішніх елементів електровакуумного приладу проводять струмами високої частоти за допомогою індукторів, розміщених на рухомій позиції конвеєрної лінії відкачки Використання індукторів із системою живлення від нерухомого високочастотного генератора приводить до ускладнення конструкції рухомої позиції конвеєрної лінії відкачки, і, як наслідок, до зниження надійності її роботи Крім того, для рівномірного нагрівання деталей складної форми значно ускладнюється конструкція самого індуктора Індукційним нагріванням цим способом не забезпечується прогрівання розміщених в середині приладу неелектропровідних деталей (скляних, керамічних і т п) до температур, необхідних для їх дегазації, внаслідок чого знижується надійність роботи електровакуумного приладу В основу винаходу поставлено задачу покращання якості термообробки внутрішніх елементів електровакуумних приладів і спрощення технологічного процесу термовакуумної обробки Поставлена задача вирішується тим, що нагрівання склооболонки та елементів, які знаходяться всередині електровакуумного приладу до температур, необхідних для дегазації проводять за допомогою електромагнггного випромінювання із спектром, який знаходиться в області часткової прозорості склооболонки Температура, необхідна для дегазації внутрішніх елементів електровакуумного приладу дося Найбільш близьким до винаходу за технічною суттю є спосіб термовакуумної обробки електровакуумних приладів, який полягає в конвективному нагріванні приладу з одночасною дегазацією, а також в додатковому нагріванні приладу до температури 170±5°С електромагнггним випромінюванням CO 00 Ю 45183 гається за рахунок вибору джерела електромагнггДжерелом електромагнггного випромінювання ного випромінювання, яке має ВІДПОВІДНИЙ спектр в даному способі служили лампи КГ 220-1000 із та інтенсивність випромінювання, а також його спеціальними рефлекторами, виготовленими з розміщення відносно електровакуумного приладу алюмінію (при довжині хвилі випромінювання 0,353,5мкм і максимальній густині в об'ємі 1,3-5Вт/см3) При цьому нагрівання внутрішніх елементів При цьому нагрівання скляної оболонки циліндра приладу має місце за рахунок випромінювання із електроннопроменевої трубки проводлося до темспектром, який знаходиться в області прозорості ператури 400°С, а внутрішніх елементів - до склооболонки, а нагрівання самої оболонки має мі750°С Одночасно мала місце дегазація приладу сце, в основному, за рахунок поглинання склом виНа фіг 1 зображена схема розміщення ламп 2 з промінювання від джерела та відбитого від внутріспеціальним рефлектором 3 відносно циліндра 4 шніх елементів (з тим же спектральним розподі(віддаль між віссю циліндра і віссю лампи складає лом), а також за рахунок поглинання випроміню6см) з внутрішніми елементами 1 На фіг 2 предвання розігрітих внутрішніх елементів, яке має ставлена крива зміни температури в часі на поверспектр випромінювання, що лежить в області об'хнях скляної оболонки та внутрішньої арматури ємного поглинання скла (ВІДПОВІДНО - суцільна та штрихова лінії) Перепад Суть винаходу пояснюється кресленням На температур між внутрішньою та зовнішньою повефіг 1 показано схему розміщення джерел випромірхнями скляної оболонки не перевищував 3°С нювання (ламп) із спеціальними рефлекторами Тобто нагрівання було практично без градієнти им відносно електровакуумного приладу На фіг 2 зображена експериментальна крива зміни темпераВикористання запропонованого способу спротури в часі на поверхні скляної оболонки та внутріщує технологічний процес термообробки, а також шньої арматури (ВІДПОВІДНО - суцільна та штриходозволяє проводити нагрівання як електропровідва лінії) них, так і неелектропровідних внутрішніх елементів електровакуумних приладів, в результаті чого Перевірка способу проводилася на кінескопах підвищується якість дегазації внутрішніх елементів 61 ЛК 4Ц, в яких за допомогою електромагнггного і, як наслідок, підвищується надійність при експлувипромінювання здійснювалось одночасне нагріатації електровакуумних приладів вання скляного циліндра без покриття та електронно-огтгичної системи в процесі відкачки ФІГ. 1 45183 ГС ьоо / / / / / / 500 / 600 і.С ФІГ. 2 ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Автори англійськоюHachkevych Oleksandr Romanovych, Terletskyi Rostyslav Fedorovych, Sosnovyi Yulian Romanovych
Автори російськоюГачкевич Александр Романович, Терлецкий Ростислав Федорович, Сосновый Юлиан Романович
МПК / Мітки
МПК: H01J 9/38
Мітки: термовакуумної, спосіб, електровакуумних, приладів, обробки
Код посилання
<a href="https://ua.patents.su/3-45183-sposib-termovakuumno-obrobki-elektrovakuumnikh-priladiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термовакуумної обробки електровакуумних приладів</a>
Спосіб контролю герметичності електровакуумних приборів
Номер патенту: 9128
Опубліковано: 30.09.1996
Автори: Мартиненко Анатолій Петрович, Чабань Володимир Якович
МПК: G01M 3/00
Мітки: спосіб, контролю, електровакуумних, приборів, герметичності
Формула / Реферат:
Способ контроля герметичности электровакуумных приборов путем измерения катодного тока при номинальном напряжении накала в диодном режиме, прогрева прибора, повторного измерения катодного тока после прогрева исравне-ния измеренных значений тока, отличающийся тем, что, с целью повышения чувствительности и исключения разрушения прибора, прогрев осуществляют в атмосфере водорода при 100-150° С не менее 2 ч, повторное измерение катодного тока...
Матеріал для катода електронних приладів

Номер патенту: 28129
Опубліковано: 16.10.2000
Автори: Шутовський Владіслав Володимирович, Култашев Олег Константинович, Осауленко Микола Федорович
МПК: H01J 9/04, H01J 1/13, H01J 19/00
Мітки: матеріал, приладів, електронних, катода
Текст:
...її з поверхні протягом терміну служби катода стабілізуються, і катод стає більш довговічним. Однак ефект досягається при введенні порівняно великої кількості третьої компоненти вольфраму або ренію, що призводить до збільшення крихкості матеріалу, що утрудняє виготовлення з нього катодів. При цьому також знижуються емісійні властивості. При виборі стабілізуючого компонента автори винаходу - прототипу помилково передбачали, що при введенні...
Скло для світлозвукопроводів акустооптичних приладів
Номер патенту: 35178
Опубліковано: 15.03.2001
Автори: Пуга Павло Павлович, Мельниченко Тетяна Миколаївна, Куценко Ярослав Павлович, Коцак Ярославна Ярославівна
МПК: C03C 3/12
Мітки: світлозвукопроводів, приладів, скло, акустооптичних
Формула / Реферат:
Скло для світлозвукопроводів акустооптичних приладів, яке містить а собі свинець і кисень, відрізняється тим, що воно додатково містить СІ (в ат. %): Рb 38-55 О 15-44 СІ 9-47
Катодний вузол прямого розжарення для електронно-променевих приладів
Номер патенту: 28130
Опубліковано: 16.10.2000
Автори: Осауленко Микола Федорович, Шутовський Владіслав Володимирович
МПК: H01J 1/13
Мітки: приладів, розжарення, катодний, вузол, прямого, електронно-променевих
Текст:
...опорами катодної ніжки виконане таким чином, що осі емітера і катодної ніжки співпадають 2 Катодний вузол по п 1, який відрізняється тим, що то вщина прямокутної катодної табле тки скла дає від 1/2 до 1/5 розміру п основи 3 Катодний вузол по п 1, який відрізняється тим, що паралельні ДІЛЬНИЦІ НИ ТО К розжарення пере ви щують п о до вжині їх цен тр альні ча стини , що знаходяться в з'єднанні з тілом емітера 4 Катодний вузо л по п 1 і п 3...
Контактне мастило для ультразвукових вимірювальних приладів
Номер патенту: 34884
Опубліковано: 15.03.2001
Автори: Шебітченко Людмила Никифорівна, Панасюк Олександр Григорович, Степаненко Євгеній Іванович, Гронський Валерій Йосипович, Шадов Анатолій Федорович, Ранський Анатолій Петрович, Селянин Володимир Віталійович
МПК: C10M 105/00, C10M 135/00
Мітки: приладів, вимірювальних, мастило, контактне, ультразвукових
Формула / Реферат:
Контактне мастило для ультразвукових вимірювальних приладів, яке містить органічну основу. наповнювач, та термостабілізатор, яке відрізняється тим. що як органічну основу мастило містить ефіри борної кислоти та аміноспиртів, як наповнювач політетрафторетилен (ПТФЕ) і як термостабілізатор метал-хелати загальної формули ML2 при такому співвідношенні компонентів, ваг. %:
Попередній патент: Лущильно-шліфувальна машина
Наступний патент: Склад для виготовлення внутрішнього електропровідного покриття електронно-променевих трубок
Випадковий патент: Газовий пальниковий пристрій камери згоряння