Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Осіпов Володимир Прокопович, Узієнко Борис Олександрович, Казачков Євгеній Олександрович, Майко Ольга Іванівна, Найдек Володимир Леонтійович, Дубровін Едуард Юрійович, Перелома Віталій Олександрович
Формула / Реферат
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.
Текст
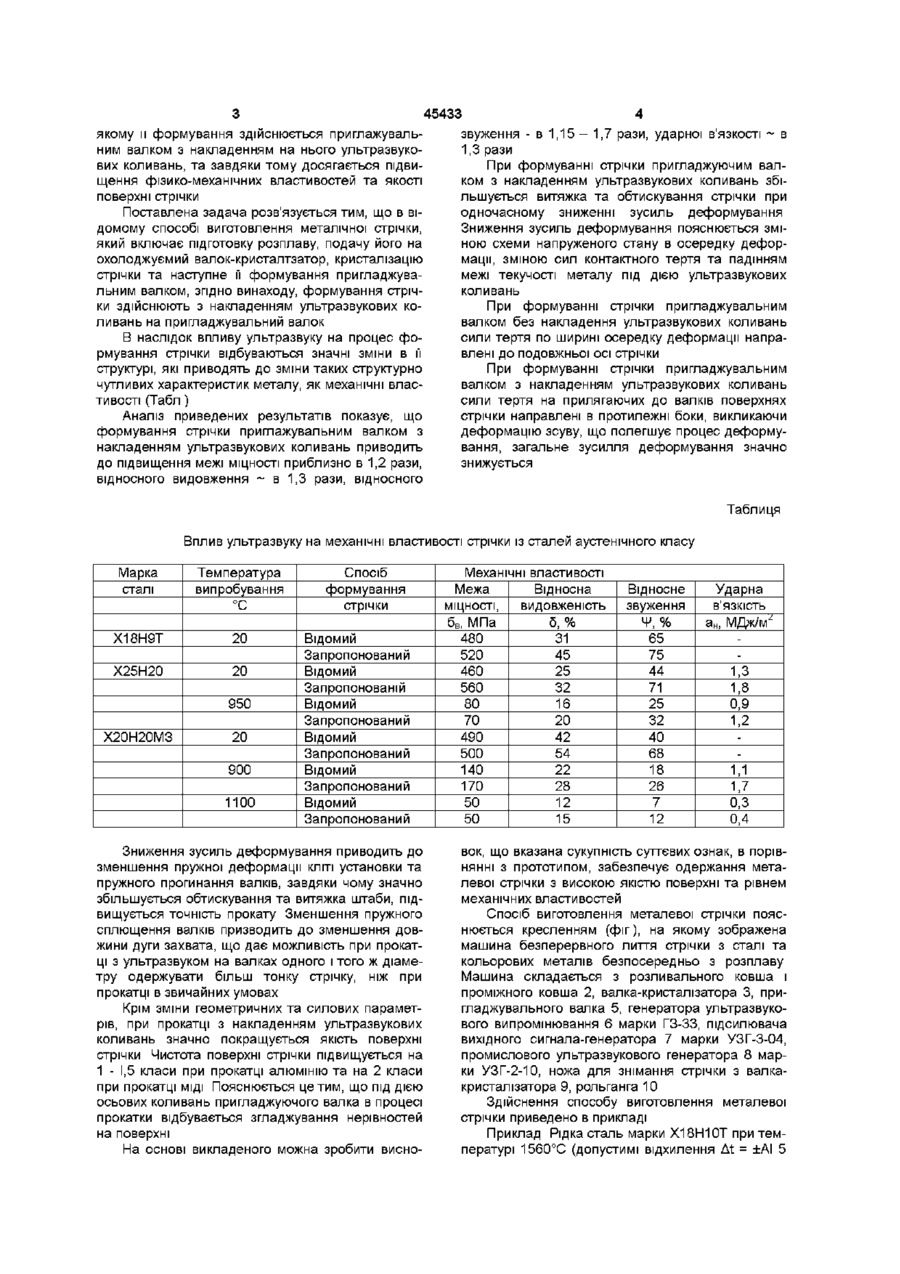
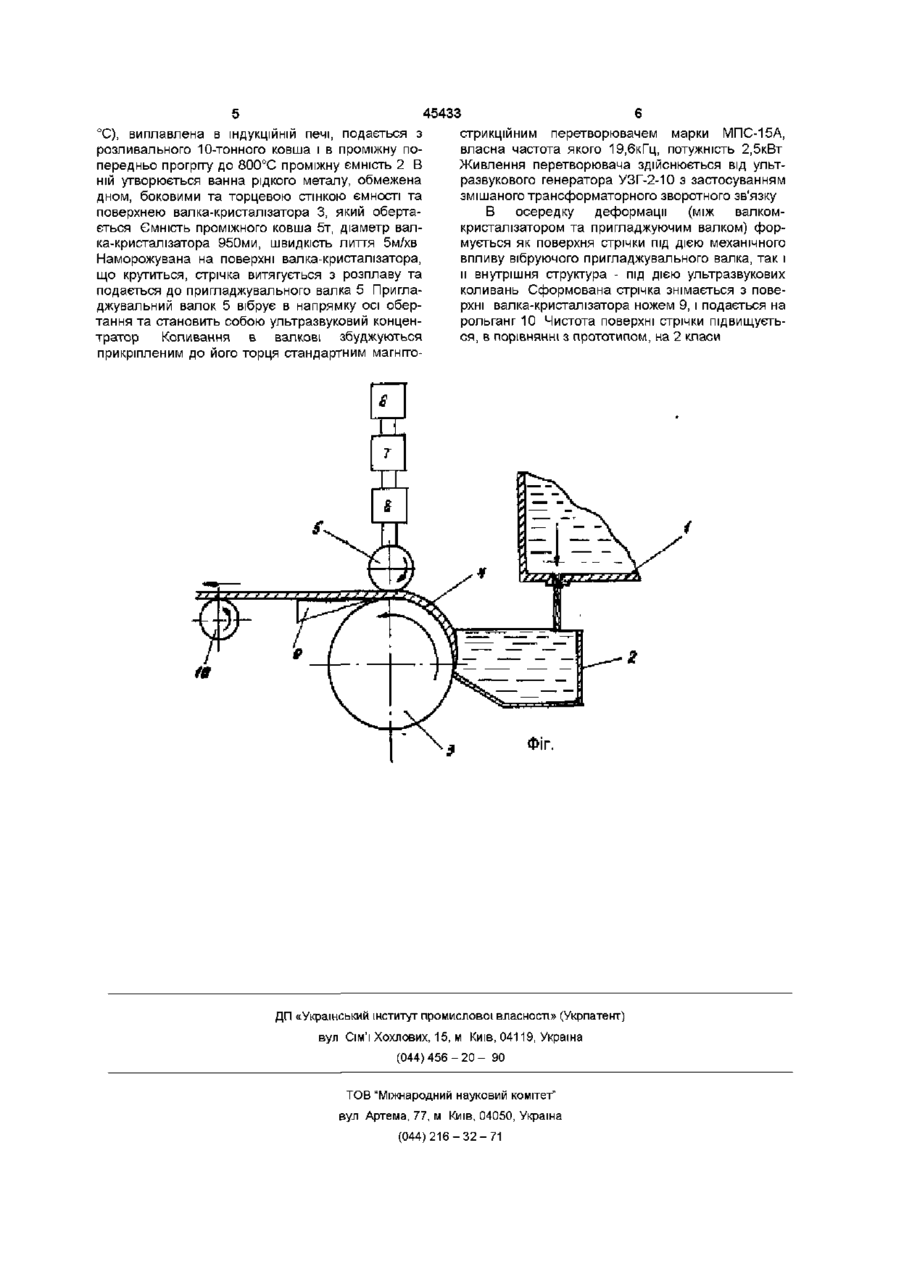
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань талізується на валкові, боці стрічки та розвиненої дендритної структури в вищих зонах перерізу стрічки Причиною цого є РІЗНИЦЯ умов кристалізації верхньої та нижньої сторін стрічки Ці ж причини призводять до формування незадовільної якості поверхні зовнішньої верхньої сторони литої стрічки Найбільш близьким до того, що заявляється, технічним рішенням є спосіб виготовлення стрічки, що включає підготовку розплаву, подачу його на охолоджуваний валок-кристалізатор, кристалізація стрічки майже на всю товщину і наступне пригладжування ще не затверділої и частини верхнім валком (Баландин ГФ Литье намораживанием М ГОСНТИ, 1962, 264 с ) Перешкодою в досягненні бажаного технічного результату є відсутність надійного методу формування однорідної структури по перерізу литої стрічки і достатньо високої якості її зовнішньої (верхньої) поверхні Пригладжування ще не затверділої частини верхнім валком не забезпечує формування однорідної по товщині структури литої стрічки та високої якості її зовнішньої поверхні тому, що не досягається подрібнення дендритної структури в осьовій зоні стрічки та пластична деформація її зовнішньої (відносно кристалізатора) сторони В основу винаходу поставлена задача створення способу виготовлення металевої стрічки, в О со го ю якому її формування здійснюється приглажувальним валком з накладенням на нього ультразвукових коливань, та завдяки тому досягається підвищення фізико-механічних властивостей та якості поверхні стрічки Поставлена задача розв'язується тим, що в відомому способі виготовлення металічної стрічки, який включає підготовку розплаву, подачу його на охолоджуємий валок-кристалтзатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, згідно винаходу, формування стрічки здійснюють з накладенням ультразвукових коливань на пригладжувальний валок В наслідок впливу ультразвуку на процес формування стрічки відбуваються значні зміни в її структурі, які приводять до зміни таких структурно чутливих характеристик металу, як механічні властивості (Табл) Аналіз приведених результатів показує, що формування стрічки приглажувальним валком з накладенням ультразвукових коливань приводить до підвищення межі МІЦНОСТІ приблизно в 1,2 рази, відносного видовження ~ в 1,3 рази, відносного 45433 звуження - в 1,15 - 1,7 рази, ударної в'язкості ~ в 1,3 рази При формуванні стрічки пригладжуючим валком з накладенням ультразвукових коливань збільшується витяжка та обтискування стрічки при одночасному зниженні зусиль деформування Зниження зусиль деформування пояснюється зміною схеми напруженого стану в осередку деформації, зміною сил контактного тертя та падінням межі текучості металу під дією ультразвукових коливань При формуванні стрічки пригладжувальним валком без накладення ультразвукових коливань сили тертя по ширині осередку деформації направлені до подовжньої осі стрічки При формуванні стрічки пригладжувальним валком з накладенням ультразвукових коливань сили тертя на прилягаючих до валків поверхнях стрічки направлені в протилежні боки, викликаючи деформацію зсуву, що полегшує процес деформування, загальне зусилля деформування значно знижується Таблиця Вплив ультразвуку на механічні властивості стрічки із сталей аустенічного класу Марка сталі Температура випробування °С Х18Н9Т 20 Х25Н20 20 950 Х20Н20МЗ 20 900 1100 Спосіб формування стрічки Відомий Запропонований Відомий Запропонованій Відомий Запропонований Відомий Запропонований Відомий Запропонований Відомий Запропонований Зниження зусиль деформування приводить до зменшення пружної деформації КЛІТІ установки та пружного прогинання валків, завдяки чому значно збільшується обтискування та витяжка штаби, підвищується точність прокату Зменшення пружного сплющення валків призводить до зменшення довжини дуги захвата, що дає можливість при прокатці з ультразвуком на валках одного і того ж діаметру одержувати більш тонку стрічку, ніж при прокатці в звичайних умовах Крім зміни геометричних та силових параметрів, при прокатці з накладенням ультразвукових коливань значно покращується якість поверхні стрічки Чистота поверхні стрічки підвищується на 1 - 1,5 класи при прокатці алюмінію та на 2 класи при прокатці МІДІ Пояснюється це тим, що під дією осьових коливань пригладжуючого валка в процесі прокатки відбувається згладжування нерівностей на поверхні На основі викладеного можна зробити висно Механічні властивості Межа Відносна МІЦНОСТІ, видовженість 5, % бв, МПа 480 31 520 45 460 25 560 32 80 16 70 20 490 42 500 54 140 22 170 28 50 12 50 15 Відносне звуження 4J, % 65 75 44 71 25 32 40 68 18 26 7 12 Ударна в'язкість ан, МДж/м^ 1,3 1,8 0,9 1,2 1,1 1,7 0,3 0,4 вок, що вказана сукупність суттєвих ознак, в порівнянні з прототипом, забезпечує одержання металевої стрічки з високою якістю поверхні та рівнем механічних властивостей Спосіб виготовлення металевої стрічки пояснюється кресленням (фіг), на якому зображена машина безперервного лиття стрічки з сталі та кольорових металів безпосередньо з розплаву Машина складається з розливального ковша і проміжного ковша 2, валка-кристалізатора 3, пригладжувального валка 5, генератора ультразвукового випромінювання 6 марки ГЗ-33, підсилювача вихідного сигнала-генератора 7 марки УЗГ-3-04, промислового ультразвукового генератора 8 марки УЗГ-2-10, ножа для знімання стрічки з валкакристалізатора 9, рольганга 10 Здійснення способу виготовлення металевої стрічки приведено в прикладі Приклад Рідка сталь марки Х18Н10Т при температурі 1560°С (допустимі відхилення At = ±AI 5 °С), виплавлена в індукційній печі, подається з розливального 10-тонного ковша і в проміжну попередньо прогріту до 800°С проміжну ємність 2 В ній утворюється ванна рідкого металу, обмежена дном, боковими та торцевою стінкою ємності та поверхнею валка-кристалізатора 3, який обертається Ємність проміжного ковша 5т, діаметр валка-кристалізатора 950ми, швидкість лиття 5м/хв Наморожувана на поверхні валка-кристалізатора, що крутиться, стрічка витягується з розплаву та подається до пригладжувального валка 5 Пригладжувальний валок 5 вібрує в напрямку осі обертання та становить собою ультразвуковий концентратор Коливання в валкові збуджуються прикріпленим до його торця стандартним магніто 45433 стрикційним перетворювачем марки МПС-15А, власна частота якого 19,6кГц, потужність 2,5кВт Живлення перетворювача здійснюється від ультразвукового генератора УЗГ-2-10 з застосуванням змішаного трансформаторного зворотного зв'язку В осередку деформації (між валкомкристалізатором та пригладжуючим валком) формується як поверхня стрічки під дією механічного впливу вібруючого пригладжувального валка, так і и внутрішня структура - під дією ультразвукових коливань Сформована стрічка знімається з поверхні валка-кристалізатора ножем 9, і подається на рольганг 10 Чистота поверхні стрічки підвищується, в порівнянні з прототипом, на 2 класи fff ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюNaidek Volodymyr Leontiiovych, Osipov Volodymyr Prokopovych, Uziienko Borys Oleksandrovych, Pereloma Vitalii Oleksandrovych, Dubrovin Eduard Yuriiovych, Maiko Olha Ivanivna
Автори російськоюНайдек Владимир Леонтьевич, Осипов Владимир Прокофьевич, Узиенко Борис Александрович, Перелома Виталий Александрович, Дубровин Эдуард Юрьевич, Майко Ольга Ивановна
МПК / Мітки
МПК: B22D 11/06, B22D 11/11
Мітки: стрічки, виготовлення, металевої, спосіб
Код посилання
<a href="https://ua.patents.su/3-45433-sposib-vigotovlennya-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевої стрічки</a>
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки
Номер патенту: 22315
Опубліковано: 03.02.1998
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Охремчук Марина Олегівна
МПК: B23K 9/04
Мітки: стрічки, відновлених, деталей, циклічної, металевої, обробки, наварюванням, термодеформаційної, спосіб
Формула / Реферат:
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, що включає електроконтактне наварювання сталевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наварювання відновлений шар деталі піддають поверхнево-пластичній деформації з одночасним термоциклюванням в температурному діапазоні Ас3 + (30-50)°С – Аr1 + (30-50)°С і кількістю...
Спосіб та пристрій для відливання металевої стрічки
Номер патенту: 43352
Опубліковано: 17.12.2001
Автори: Рессон Жерар, ВЕНДЕВІЛЛЬ Люк, Деляссю П'єр, ДАМАСС Жан-Мішель
МПК: B22D 11/06, B22D 11/16
Мітки: спосіб, відливання, пристрій, металевої, стрічки
Формула / Реферат:
1. Способ отливки металлической ленты, по которому осуществляют затвердевание указанной ленты путем подвода жидкого металла между двумя валками противоположного вращения с горизонтальными осями, охлаждаемыми изнутри циркуляцией охлаждающей жидкости, образующими между собой отливочное пространство, и создание инертной атмосферы отливочного пространства путем вдувания заданного количества газа или смеси газа через кожух, установленный над...
Пристрій для обробки металевої стрічки
Номер патенту: 12942
Опубліковано: 28.02.1997
Автори: Сидоров Віктор Дмитрієвич, Брішніков Борис Іванович, Філіпп'єв Анатолій Михайлович, Мазець Євген Петрович
МПК: B21D 53/02, B21D 13/00, B21D 28/36
Мітки: металевої, стрічки, пристрій, обробки
Формула / Реферат:
(57) 1 Устройство для обработки металлической ленты, преимущественно для теплообменных аппаратов, включающее средствообразования отверстий, выполненное каждое с режущей кромкой и углублением дляразмещения отхода, и содержащее пару валков, один из которых выполнен с эластичным покрытием, а другой выполнен жестким и оснащен средствами формовки гофр на ленте в виде кольцевых выступов и пуансонами для отбортовки образованных отверстий,...
Спосіб з’єднання кінців металевої обв’язувальної стрічки
Номер патенту: 16500
Опубліковано: 29.08.1997
Автори: Зборовський Микола Степанович, Мардан Юрій Митрофанович, Леонов Юрій Григорович, Гончар Олексій Олексійович
МПК: B65B 13/18
Мітки: стрічки, металевої, кінців, обв'язувальної, спосіб, з'єднання
Формула / Реферат:
Способ соединения концов металлической обвязочной ленты, при котором концы ленты накладывают друг на друга внахлестку, обжимают скрепой путем загиба ее щек вокруг нахлестнутых концов ленты, надрезают и отгибают участки, расположенные между надрезами, совместно с охватывающими их элементами скрепы в штампе, отличающийся тем, что, с целью улучшения условий труда оператора при ручном приводе штампа и расширения технологических возможностей за...
Спосіб виготовлення металевої тари
Номер патенту: 37876
Опубліковано: 15.05.2001
Автори: Ткаченко Микола Володимирович, Гречановський Олександр Олександрович
Мітки: тари, виготовлення, спосіб, металевої
Текст:
...експериментів було розроблено два методи нанесення антикорозійного матеріалу, вказані в п.п. 3, 4 формули винаходу, які дозволяють найкращим чином закріпити етикетку і одночасно підвищить адгезійну взаємодію її з металевою по верхнею тари без взаємного руйнування взаємодіючих матеріалів і позбавлення металевої поверхні тари від корозії. Приклад конкретної реалізації способу виготовлення металевої тари. Виготовлялась металева тара для...
Попередній патент: Гнучкий листовий фрикційний матеріал “трібоніт”
Наступний патент: Спосіб одержання комбікормів з фуражного зерна
Випадковий патент: Спосіб переробки залізомарганцевих конкрецій