Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки
Номер патенту: 22315
Опубліковано: 03.02.1998
Автори: Охремчук Марина Олегівна, Черновол Михайло Іванович, Коровайченко Юрій Миколайович
Формула / Реферат
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, що включає електроконтактне наварювання сталевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наварювання відновлений шар деталі піддають поверхнево-пластичній деформації з одночасним термоциклюванням в температурному діапазоні Ас3 + (30-50)°С – Аr1 + (30-50)°С і кількістю термоциклів 4-5, при цьому поверхнево-пластичну деформацію починають і закінчують при досягненні температури Ас1 + (20-30)°С в межах кожного циклу нагріву та охолодження.
Текст
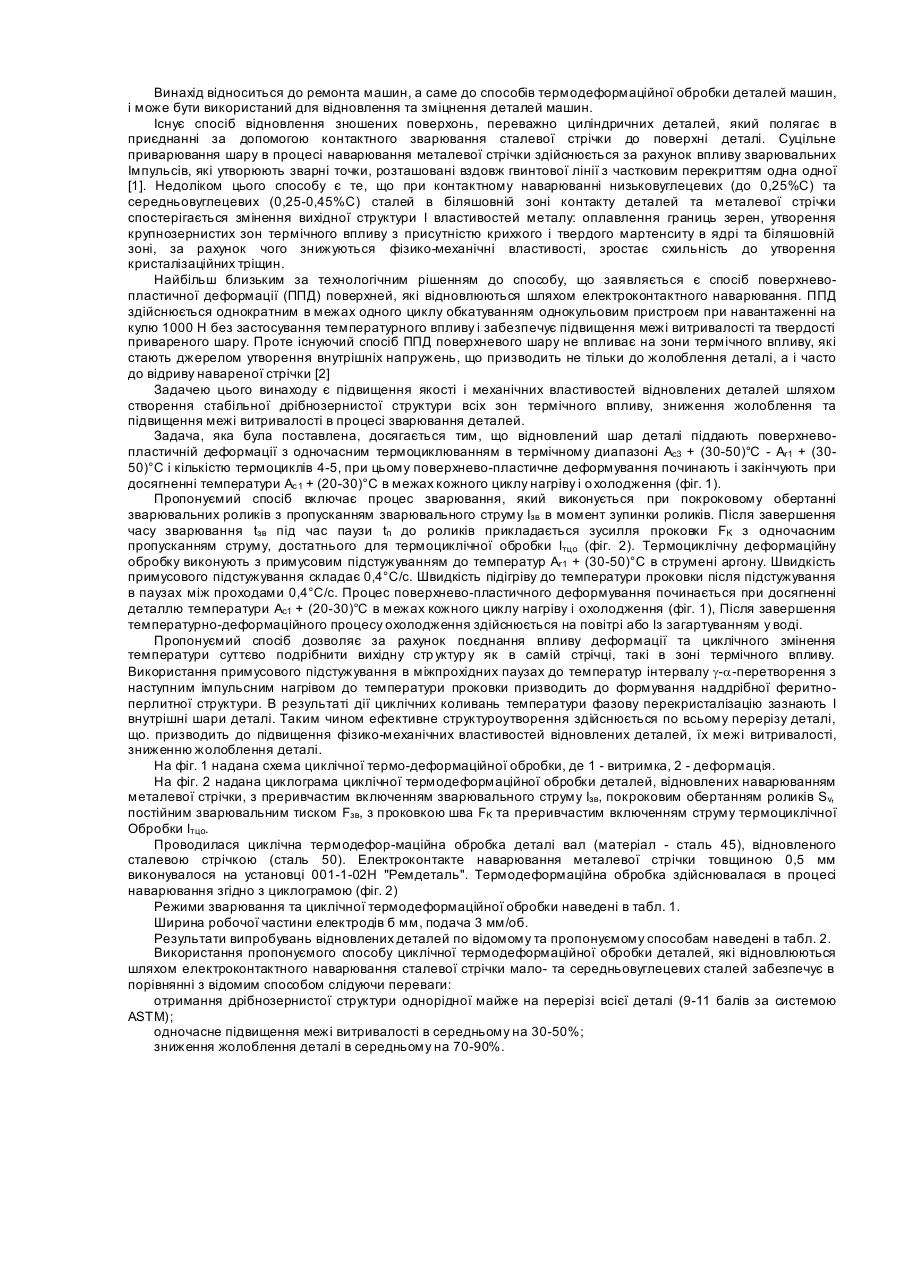
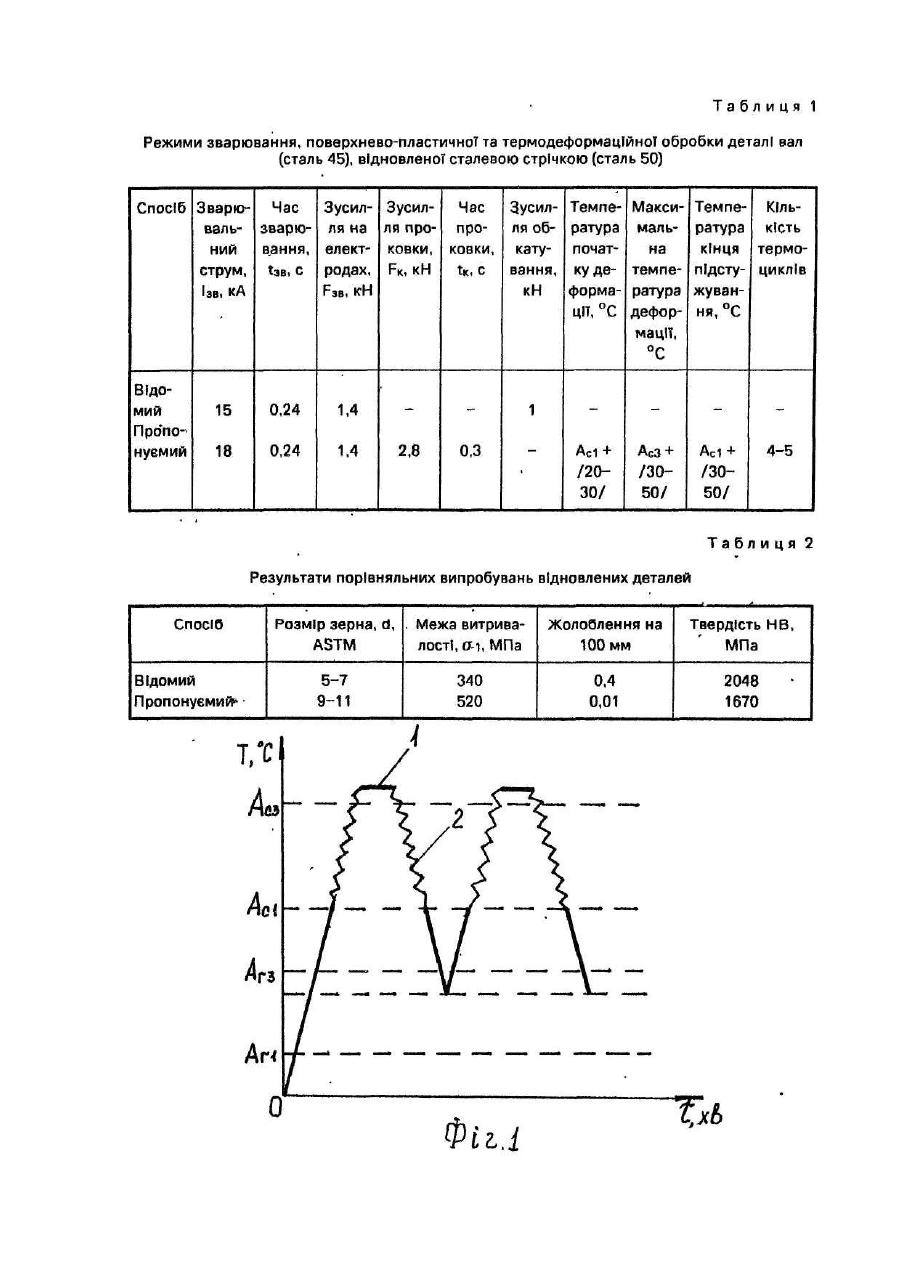
Винахід відноситься до ремонта машин, а саме до способів термодеформаційної обробки деталей машин, і може бути використаний для відновлення та зміцнення деталей машин. Існує спосіб відновлення зношених поверхонь, переважно циліндричних деталей, який полягає в приєднанні за допомогою контактного зварювання сталевої стрічки до поверхні деталі. Суцільне приварювання шару в процесі наварювання металевої стрічки здійснюється за рахунок впливу зварювальних Імпульсів, які утворюють зварні точки, розташовані вздовж гвинтової лінії з частковим перекриттям одна одної [1]. Недоліком цього способу є те, що при контактному наварюванні низьковуглецевих (до 0,25%С) та середньовуглецевих (0,25-0,45%С) сталей в біляшовній зоні контакту деталей та металевої стрічки спостерігається змінення вихідної структури І властивостей металу: оплавлення границь зерен, утворення крупнозернистих зон термічного впливу з присутністю крихкого і твердого мартенситу в ядрі та біляшовній зоні, за рахунок чого знижуються фізико-механічні властивості, зростає схильність до утворення кристалізаційних тріщин. Найбільш близьким за технологічним рішенням до способу, що заявляється є спосіб поверхневопластичної деформації (ППД) поверхней, які відновлюються шляхом електроконтактного наварювання. ППД здійснюється однократним в межах одного циклу обкатуванням однокульовим пристроєм при навантаженні на кулю 1000 Н без застосування температурного впливу і забезпечує підвищення межі витривалості та твердості привареного шару. Проте існуючий спосіб ППД поверхневого шару не впливає на зони термічного впливу, які стають джерелом утворення внутрішніх напружень, що призводить не тільки до жолоблення деталі, а і часто до відриву навареної стрічки [2] Задачею цього винаходу є підвищення якості і механічних властивостей відновлених деталей шляхом створення стабільної дрібнозернистої структури всіх зон термічного впливу, зниження жолоблення та підвищення межі витривалості в процесі зварювання деталей. Задача, яка була поставлена, досягається тим, що відновлений шар деталі піддають поверхневопластичній деформації з одночасним термоциклюванням в термічному диапазоні Ас3 + (30-50)°С - Аr1 + (3050)°С і кількістю термоциклів 4-5, при цьому поверхнево-пластичне деформування починають і закінчують при досягненні температури Ас 1 + (20-30)°С в межах кожного циклу нагріву і о холодження (фіг. 1). Пропонуємий спосіб включає процес зварювання, який виконується при покроковому обертанні зварювальних роликів з пропусканням зварювального струму Ізв в момент зупинки роликів. Після завершення часу зварювання tзв під час паузи tп до роликів прикладається зусилля проковки FK з одночасним пропусканням струму, достатнього для термоциклічної обробки Ітцо (фіг. 2). Термоциклічну деформаційну обробку виконують з примусовим підстужуванням до температур Аr1 + (30-50)°С в струмені аргону. Швидкість примусового підстужування складає 0,4°С/с. Швидкість підігріву до температури проковки після підстужування в паузах між проходами 0,4°С/с. Процес поверхнево-пластичного деформування починається при досягненні деталлю температури Ас1 + (20-30)°С в межах кожного циклу нагріву і охолодження (фіг. 1), Після завершення температурно-деформаційного процесу охолодження здійснюється на повітрі або Із загартуванням у воді. Пропонуємий спосіб дозволяє за рахунок поєднання впливу деформації та циклічного змінення температури суттєво подрібнити вихідну стр уктур у як в самій стрічці, такі в зоні термічного впливу. Використання примусового підстужування в міжпрохідних паузах до температур інтервалу g-a-перетворення з наступним імпульсним нагрівом до температури проковки призводить до формування наддрібної феритноперлитної структури. В результаті дії циклічних коливань температури фазову перекристалізацію зазнають І внутрішні шари деталі. Таким чином ефективне структуроутворення здійснюється по всьому перерізу деталі, що. призводить до підвищення фізико-механічних властивостей відновлених деталей, їх межі витривалості, зниженню жолоблення деталі. На фіг. 1 надана схема циклічної термо-деформаційної обробки, де 1 - витримка, 2 - деформація. На фіг. 2 надана циклограма циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, з преривчастим включенням зварювального струму Ізв, покроковим обертанням роликів Sv, постійним зварювальним тиском Fзв, з проковкою шва FK та преривчастим включенням струму термоциклічної Обробки Ітцо. Проводилася циклічна термодефор-маційна обробка деталі вал (матеріал - сталь 45), відновленого сталевою стрічкою (сталь 50). Електроконтакте наварювання металевої стрічки товщиною 0,5 мм виконувалося на установці 001-1-02Н "Ремдеталь". Термодеформаційна обробка здійснювалася в процесі наварювання згідно з циклограмою (фіг. 2) Режими зварювання та циклічної термодеформаційної обробки наведені в табл. 1. Ширина робочої частини електродів б мм, подача 3 мм/об. Результати випробувань відновлених деталей по відомому та пропонуємому способам наведені в табл. 2. Використання пропонуємого способу циклічної термодеформаційної обробки деталей, які відновлюються шляхом електроконтактного наварювання сталевої стрічки мало- та середньовуглецевих сталей забезпечує в порівнянні з відомим способом слідуючи переваги: отримання дрібнозернистої структури однорідної майже на перерізі всієї деталі (9-11 балів за системою ASTM); одночасне підвищення межі витривалості в середньому на 30-50%; зниження жолоблення деталі в середньому на 70-90%.
ДивитисяДодаткова інформація
Автори англійськоюOkhremchuk Maryna Olehivna, Chernovol Mykhailo Ivanovych, Korovaichenko Yurii Mykolaiovych
Автори російськоюОхремчук Марина Олеговна, Черновол Михаил Иванович, Коровайченко Юрий Николаевич
МПК / Мітки
МПК: B23K 9/04
Мітки: циклічної, відновлених, термодеформаційної, стрічки, деталей, металевої, спосіб, наварюванням, обробки
Код посилання
<a href="https://ua.patents.su/3-22315-sposib-ciklichno-termodeformacijjno-obrobki-detalejj-vidnovlenikh-navaryuvannyam-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки</a>
Пристрій для обробки металевої стрічки
Номер патенту: 12942
Опубліковано: 28.02.1997
Автори: Мазець Євген Петрович, Філіпп'єв Анатолій Михайлович, Брішніков Борис Іванович, Сидоров Віктор Дмитрієвич
МПК: B21D 28/36, B21D 53/02, B21D 13/00
Мітки: металевої, пристрій, стрічки, обробки
Формула / Реферат:
(57) 1 Устройство для обработки металлической ленты, преимущественно для теплообменных аппаратов, включающее средствообразования отверстий, выполненное каждое с режущей кромкой и углублением дляразмещения отхода, и содержащее пару валков, один из которых выполнен с эластичным покрытием, а другой выполнен жестким и оснащен средствами формовки гофр на ленте в виде кольцевых выступов и пуансонами для отбортовки образованных отверстий,...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Пістун Ігор Павлович, Хом'як Йосип Васильович, Березовецький Андрій Петрович
МПК: B21D 26/06
Мітки: металевих, поверхонь, спосіб, деталей, машин, обробки
Формула / Реферат:
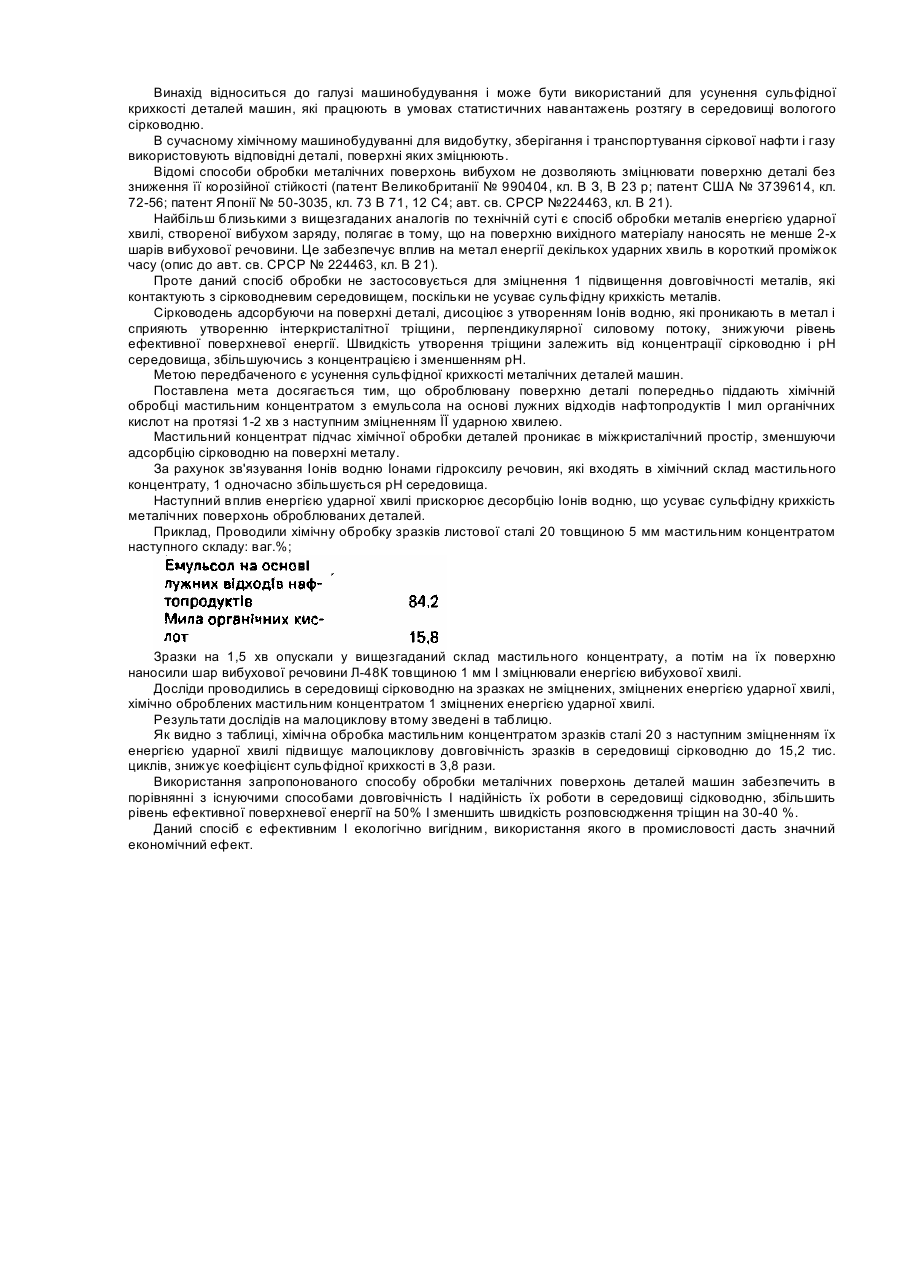
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб з’єднання кінців металевої обв’язувальної стрічки
Номер патенту: 16500
Опубліковано: 29.08.1997
Автори: Мардан Юрій Митрофанович, Леонов Юрій Григорович, Гончар Олексій Олексійович, Зборовський Микола Степанович
МПК: B65B 13/18
Мітки: стрічки, обв'язувальної, кінців, з'єднання, спосіб, металевої
Формула / Реферат:
Способ соединения концов металлической обвязочной ленты, при котором концы ленты накладывают друг на друга внахлестку, обжимают скрепой путем загиба ее щек вокруг нахлестнутых концов ленты, надрезают и отгибают участки, расположенные между надрезами, совместно с охватывающими их элементами скрепы в штампе, отличающийся тем, что, с целью улучшения условий труда оператора при ручном приводе штампа и расширения технологических возможностей за...
Механізм транспортування металевої магнітної стрічки
Номер патенту: 12636
Опубліковано: 28.02.1997
Автори: Бендеровський Володимир Володимирович, Коновалов Олександр Анатольович, Бендеровський Володимир Валеріянович
МПК: G11B 15/18
Мітки: магнітної, стрічки, механізм, металевої, транспортування
Формула / Реферат:
Механизм транспортирования металлической магнитной ленты, содержащий приемный и подающий узлы, катушки с рулонами магнитной ленты и, по меньшей мере, одну магнитную головку, которые размещены в герметичном корпусе, заполненном рабочей жидкостью, а ведущий двигатель размещен вне герметичного корпуса и через уплотнители посредством зубчатых колес связан с приемным и подающим узлами, отличающийся тем, что в герметичном корпусе механизма...
Спосіб попередньої обробки металевої поверхні при фосфатуванні
Номер патенту: 837
Опубліковано: 15.12.1993
Автори: Гуцал Оксана Зановіївна, Заренчюк Валентина Іванівна
МПК: C23C 22/00
Мітки: обробки, фосфатуванні, поверхні, металевої, попередньо, спосіб
Формула / Реферат:
Способ предварительной обработки металлической поверхности при фосфатировании, включающий обработку активирующим раствором, отличающийся тем, что в качестве активирующего раствора берут водную суспензию шлама, образующегося в процессе фосфатирования.
Попередній патент: Фільтруючий елемент респіратора
Наступний патент: Спосіб змазування корінних та шатунних підшипників ковзання по крайній мірі для двоциліндрового поршньового аміачного компресора та система для його здійснення
Випадковий патент: Стоматологічний пломбувальний матеріал і спосіб одержання популяції частинок діоксиду цирконію