Спосіб формування зносостійкого дискретного плазмового покриття
Номер патенту: 45548
Опубліковано: 10.11.2009
Автори: Шевченко Олексій Леонідович, Корбут Євген Валентинович, Духота Олександр Іванович, Кіндрачук Мирослав Васильович, Потягов Валерій Юрійович, Тісов Олександр Вікторович
Формула / Реферат
Спосіб формування зносостійкого дискретного плазмового покриття, що включає оплавлення частини покриття, який відрізняється тим, що оплавлення лазером виконують дискретно точками із площею обробки 15-25 % від загальної площі плазмового покриття з питомою потужністю лазерного випромінювання 105-108 Вт/см2, діаметром ділянок фокусування променя 5 мм та глибиною проплавлення, рівною товщині покриття.
Текст
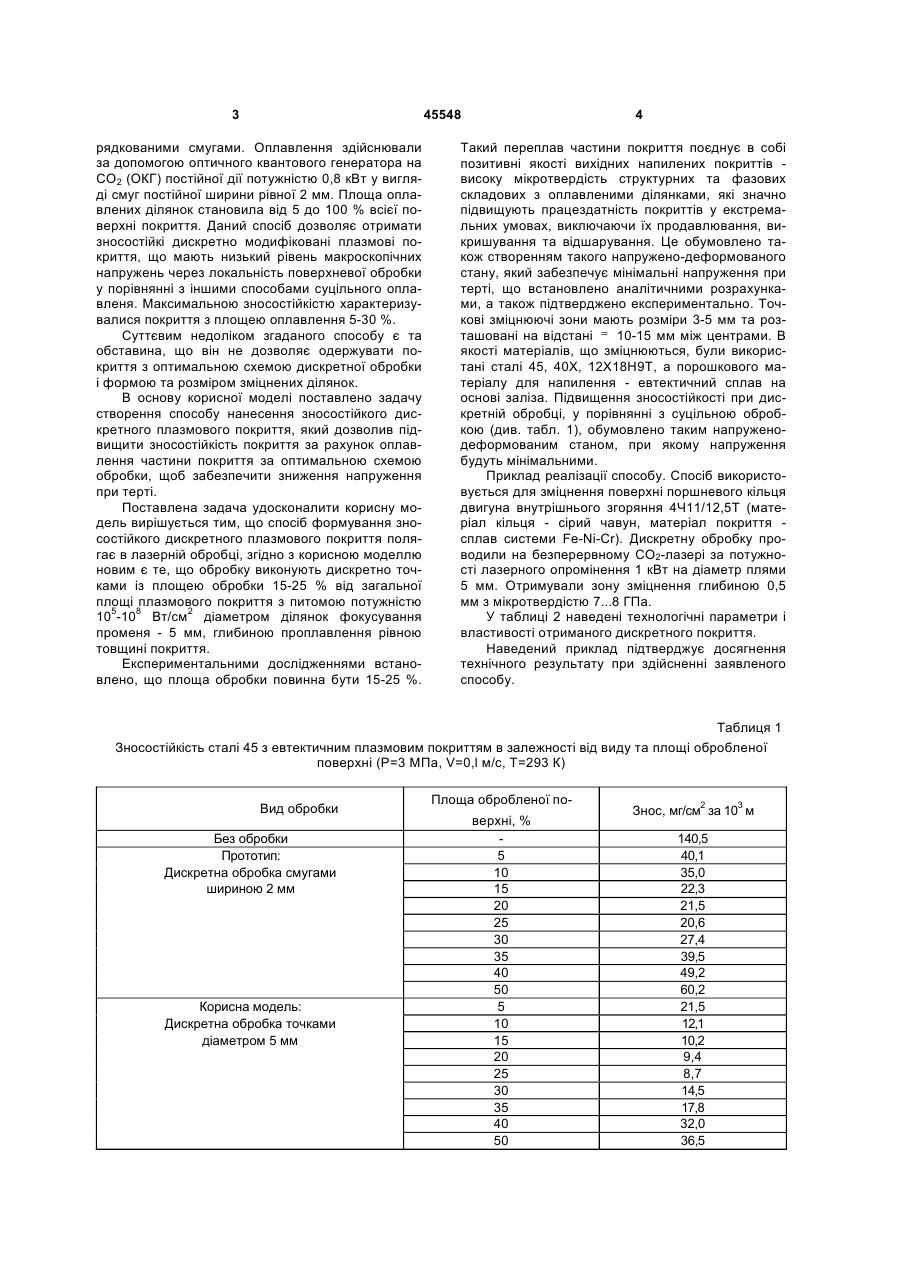
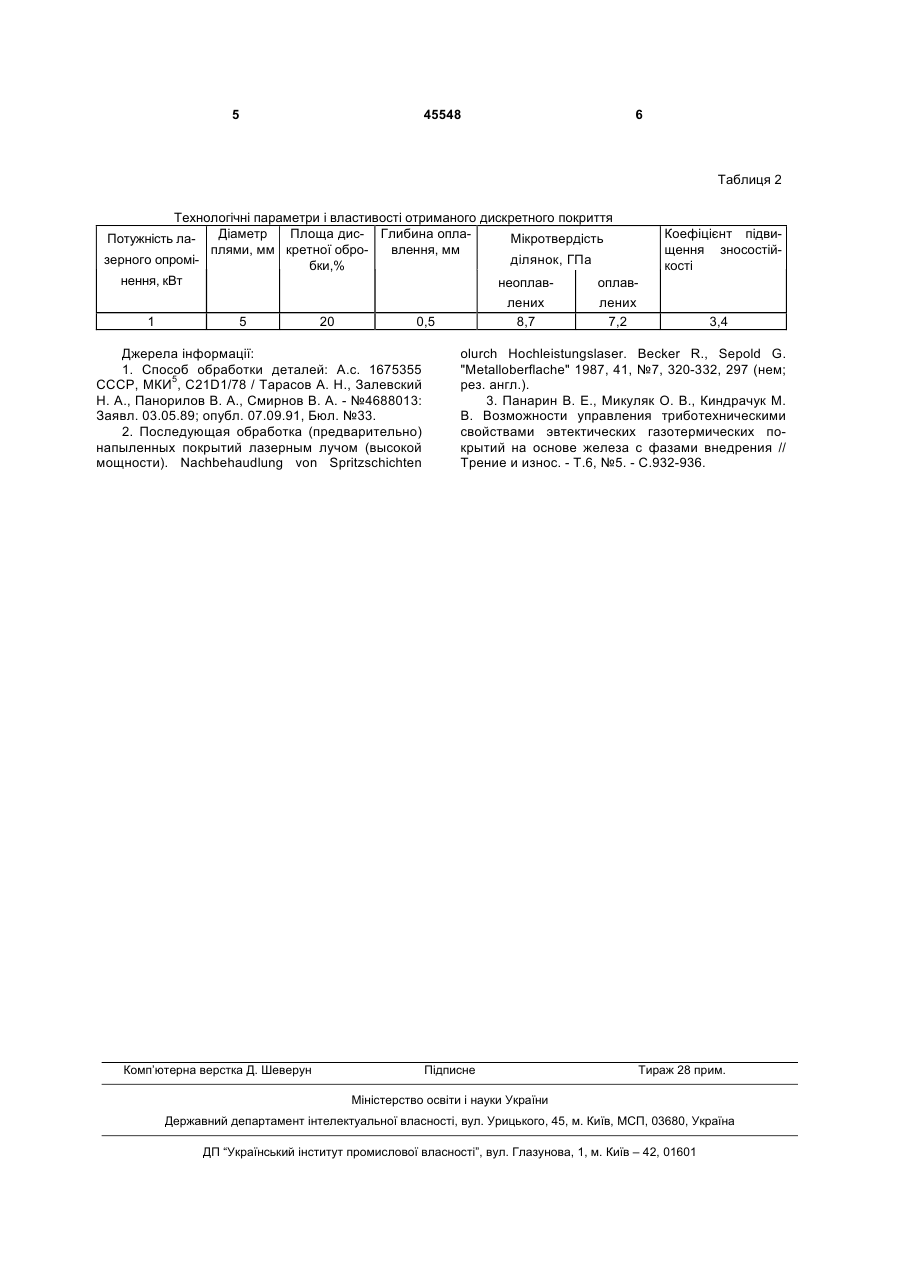
Спосіб формування зносостійкого дискретного плазмового покриття, що включає оплавлення частини покриття, який відрізняється тим, що оплавлення лазером виконують дискретно точками із площею обробки 15-25 % від загальної площі плазмового покриття з питомою потужністю лазерного випромінювання 105-108 Вт/см2, діаметром ділянок фокусування променя 5 мм та глибиною проплавлення, рівною товщині покриття. (19) (21) u200906957 (22) 03.07.2009 (24) 10.11.2009 (46) 10.11.2009, Бюл.№ 21, 2009 р. (72) КІНДРАЧУК МИРОСЛАВ ВАСИЛЬОВИЧ, ДУХОТА ОЛЕКСАНДР ІВАНОВИЧ, ШЕВЧЕНКО ОЛЕКСІЙ ЛЕОНІДОВИЧ, ТІСОВ ОЛЕКСАНДР ВІКТОРОВИЧ, ПОТЯГОВ ВАЛЕРІЙ ЮРІЙОВИЧ, КОРБУТ ЄВГЕН ВАЛЕНТИНОВИЧ (73) НАЦІОНАЛЬНИЙ АВІАЦІЙНИЙ УНІВЕРСИТЕТ 3 45548 рядкованими смугами. Оплавлення здійснювали за допомогою оптичного квантового генератора на СО2 (ОКГ) постійної дії потужністю 0,8 кВт у вигляді смуг постійної ширини рівної 2 мм. Площа оплавлених ділянок становила від 5 до 100 % всієї поверхні покриття. Даний спосіб дозволяє отримати зносостійкі дискретно модифіковані плазмові покриття, що мають низький рівень макроскопічних напружень через локальність поверхневої обробки у порівнянні з іншими способами суцільного оплавленя. Максимальною зносостійкістю характеризувалися покриття з площею оплавлення 5-30 %. Суттєвим недоліком згаданого способу є та обставина, що він не дозволяє одержувати покриття з оптимальною схемою дискретної обробки і формою та розміром зміцнених ділянок. В основу корисної моделі поставлено задачу створення способу нанесення зносостійкого дискретного плазмового покриття, який дозволив підвищити зносостійкість покриття за рахунок оплавлення частини покриття за оптимальною схемою обробки, щоб забезпечити зниження напруження при терті. Поставлена задача удосконалити корисну модель вирішується тим, що спосіб формування зносостійкого дискретного плазмового покриття полягає в лазерній обробці, згідно з корисною моделлю новим є те, що обробку виконують дискретно точками із площею обробки 15-25 % від загальної площі плазмового покриття з питомою потужністю 5 8 2 10 -10 Вт/см діаметром ділянок фокусування променя - 5 мм, глибиною проплавлення рівною товщині покриття. Експериментальними дослідженнями встановлено, що площа обробки повинна бути 15-25 %. 4 Такий переплав частини покриття поєднує в собі позитивні якості вихідних напилених покриттів високу мікротвердість структурних та фазових складових з оплавленими ділянками, які значно підвищують працездатність покриттів у екстремальних умовах, виключаючи їх продавлювання, викришування та відшарування. Це обумовлено також створенням такого напружено-деформованого стану, який забезпечує мінімальні напруження при терті, що встановлено аналітичними розрахунками, а також підтверджено експериментально. Точкові зміцнюючі зони мають розміри 3-5 мм та розташовані на відстані ≈ 10-15 мм між центрами. В якості матеріалів, що зміцнюються, були використані сталі 45, 40Х, 12Х18Н9Т, а порошкового матеріалу для напилення - евтектичний сплав на основі заліза. Підвищення зносостійкості при дискретній обробці, у порівнянні з суцільною обробкою (див. табл. 1), обумовлено таким напруженодеформованим станом, при якому напруження будуть мінімальними. Приклад реалізації способу. Спосіб використовується для зміцнення поверхні поршневого кільця двигуна внутрішнього згоряння 4Ч11/12,5Т (матеріал кільця - сірий чавун, матеріал покриття сплав системи Fe-Ni-Cr). Дискретну обробку проводили на безперервному СО2-лазері за потужності лазерного опромінення 1 кВт на діаметр плями 5 мм. Отримували зону зміцнення глибиною 0,5 мм з мікротвердістю 7...8 ГПа. У таблиці 2 наведені технологічні параметри і властивості отриманого дискретного покриття. Наведений приклад підтверджує досягнення технічного результату при здійсненні заявленого способу. Таблиця 1 Зносостійкість сталі 45 з евтектичним плазмовим покриттям в залежності від виду та площі обробленої поверхні (Р=3 МПа, V=0,l м/с, Т=293 К) Вид обробки Без обробки Прототип: Дискретна обробка смугами шириною 2 мм Корисна модель: Дискретна обробка точками діаметром 5 мм Площа обробленої поверхні, % 5 10 15 20 25 30 35 40 50 5 10 15 20 25 30 35 40 50 Знос, мг/см2 за 103 м 140,5 40,1 35,0 22,3 21,5 20,6 27,4 39,5 49,2 60,2 21,5 12,1 10,2 9,4 8,7 14,5 17,8 32,0 36,5 5 45548 6 Таблиця 2 Технологічні параметри і властивості отриманого дискретного покриття Діаметр Площа дис- Глибина оплаПотужність лаМікротвердість плями, мм кретної обровлення, мм зерного опроміділянок, ГПа бки,% нення, кВт неоплавоплав1 5 20 Джерела інформації: 1. Способ обработки деталей: А.с. 1675355 5 СССР, МКИ , C21D1/78 / Тарасов А. Н., Залевский Н. А., Панорилов В. А., Смирнов В. А. - №4688013: Заявл. 03.05.89; опубл. 07.09.91, Бюл. №33. 2. Последующая обработка (предварительно) напыленных покрытий лазерным лучом (высокой мощности). Nachbehaudlung von Spritzschichten Комп’ютерна верстка Д. Шеверун лених 8,7 0,5 Коефіцієнт підвищення зносостійкості лених 7,2 3,4 olurch Hochleistungslaser. Becker R., Sepold G. "Metalloberflache" 1987, 41, №7, 320-332, 297 (нем; рез. англ.). 3. Панарин В. Е., Микуляк О. В., Киндрачук М. В. Возможности управления триботехническими свойствами эвтектических газотермических покрытий на основе железа с фазами внедрения // Трение и износ. - Т.6, №5. - С.932-936. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming of wearproof discrete plasma coating
Автори англійськоюKindrachuk Miroslav Vasyliovych, Dukhota Oleksandr Ivanovych, Shevchenko Oleksii Leonidovych, Tisov Oleksandr Viktorovych, Potiahov Valerii Yuriiovych, Korbut Yevhen Valentynovych
Назва патенту російськоюСпособ формирования износоустойчивого дискретного плазменного покрытия
Автори російськоюКиндрачук Мирослав Васильевич, Духота Александр Иванович, Шевченко Алексей Леонидович, Тисов Александр Викторович, Потягов Валерий Юрьевич, Корбут Евгений Валентинович
МПК / Мітки
МПК: C23C 4/18
Мітки: зносостійкого, дискретного, спосіб, плазмового, покриття, формування
Код посилання
<a href="https://ua.patents.su/3-45548-sposib-formuvannya-znosostijjkogo-diskretnogo-plazmovogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування зносостійкого дискретного плазмового покриття</a>
Спосіб нанесення зносостійкого дискретного покриття
Номер патенту: 38200
Опубліковано: 25.12.2008
Автори: Лопата Лариса Анатоліївна, Капішон Лариса Стефанівна, Ляшенко Борис Артемович, Майстренко Анатолій Львович, Кіндрачук Мирослав Васильович
МПК: C23C 4/00
Мітки: покриття, зносостійкого, нанесення, дискретного, спосіб
Формула / Реферат:
Спосіб нанесення зносостійкого дискретного покриття, що включає розташування шару зносостійкого матеріалу на поверхні деталі, яку зміцнюють, притискування ділянки шару зносостійкого матеріалу електродом до поверхні деталі і їх нагрівання шляхом прямого пропускання через згадані ділянки електричного струму до отримання дискретної ділянки зносостійкого покриття, пересування електрода по поверхні і отримання наступної дискретної ділянки...
Спосіб формування зносостійкого покриття

Номер патенту: 23230
Опубліковано: 10.05.2007
Автори: Тараненко Микола Васильович, Бондаренко Володимир Петрович, Кінах Анатолій Кирилович, Ущаповський Юрій Павлович, Новіков Микола Васильович, Півень Володимир Олександрович, Папіж Анатолій Миколайович
Мітки: покриття, спосіб, формування, зносостійкого
Формула / Реферат:
1. Спосіб формування зносостійкого покриття, що включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням та закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують пакет з співвісно розміщених один за одним n-штирів, зв'язаних між собою паянням, і технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння...
Спосіб формування зносостійкого покриття
Номер патенту: 23231
Опубліковано: 10.05.2007
Автори: Новіков Микола Васильович, Бондаренко Володимир Петрович, Півень Володимир Олександрович, Папіж Анатолій Миколайович, Тараненко Микола Васильович, Кінах Анатолій Кирилович, Ущаповський Юрій Павлович
Мітки: покриття, спосіб, зносостійкого, формування
Формула / Реферат:
1. Спосіб формування зносостійкого покриття, що включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням та закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають з штирем, інший кінець фіксують в замковому з'єднанні під електрод зварювального...
Спосіб формування зносостійкого покриття (варіанти)
Номер патенту: 84353
Опубліковано: 10.10.2008
Автори: Тараненко Микола Васильович, Кінах Анатолій Кирилович, Новіков Микола Васильович, Бондаренко Володимир Петрович, Півень Володимир Олександрович, Ущаповський Юрій Павлович, Папіж Анатолій Миколайович
Мітки: спосіб, зносостійкого, варіанти, формування, покриття
Формула / Реферат:
1. Спосіб формування зносостійкого покриття, який включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшим їх поданням, рівномірним розміщенням і закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння сполучають зі штирем, інший кінець фіксують в затискачі під електрод...
Спосіб формування багатошарового зносостійкого покриття на поверхні виробу з конструкційної сталі
Номер патенту: 85341
Опубліковано: 12.01.2009
Автори: Золотухін Олександр Віталійович, Ломакін Тихон Михайлович
МПК: C23C 14/16, C23C 14/48, C23C 14/06
Мітки: поверхні, формування, багатошарового, сталі, конструкційної, спосіб, покриття, виробу, зносостійкого
Формула / Реферат:
Спосіб формування багатошарового зносостійкого покриття на поверхні виробу з конструкційної сталі, що включає іонно-плазмове азотування в середовищі реакційного газу-азоту, очищення поверхні і нанесення нітриду титану із плазмової фази на виріб з конструкційної сталі, який відрізняється тим, що одночасно з проведенням іонно-плазмового азотування в одній вакуумній камері здійснюють бомбардування поверхні вказаного виробу iонами міді від...
Попередній патент: Спосіб імітації висотного розподілу сигналу некогерентного розсіяння та завади
Наступний патент: Спосіб дискретної обробки азотованих сталевих виробів
Випадковий патент: Спосіб пришивання гудзиків і механізм для його реалізації