Спосіб дискретної обробки азотованих сталевих виробів
Номер патенту: 45549
Опубліковано: 10.11.2009
Автори: Головко Леонід Федорович, Кіндрачук Віталій Мирославович, Корбут Євген Валентинович, Духота Олександр Іванович, Тісов Олександр Вікторович, Шевченко Олексій Леонідович, Кіндрачук Мирослав Васильович
Формула / Реферат
Спосіб дискретної обробки азотованих сталевих виробів, що включає лазерну обробку, який відрізняється тим, що обробку виконують після процесу азотування дискретно точками з потужністю лазерного випромінювання 105-108 Вт/см2, при оптимальному значенні площі оброблюваної поверхні сталевого виробу.
Текст
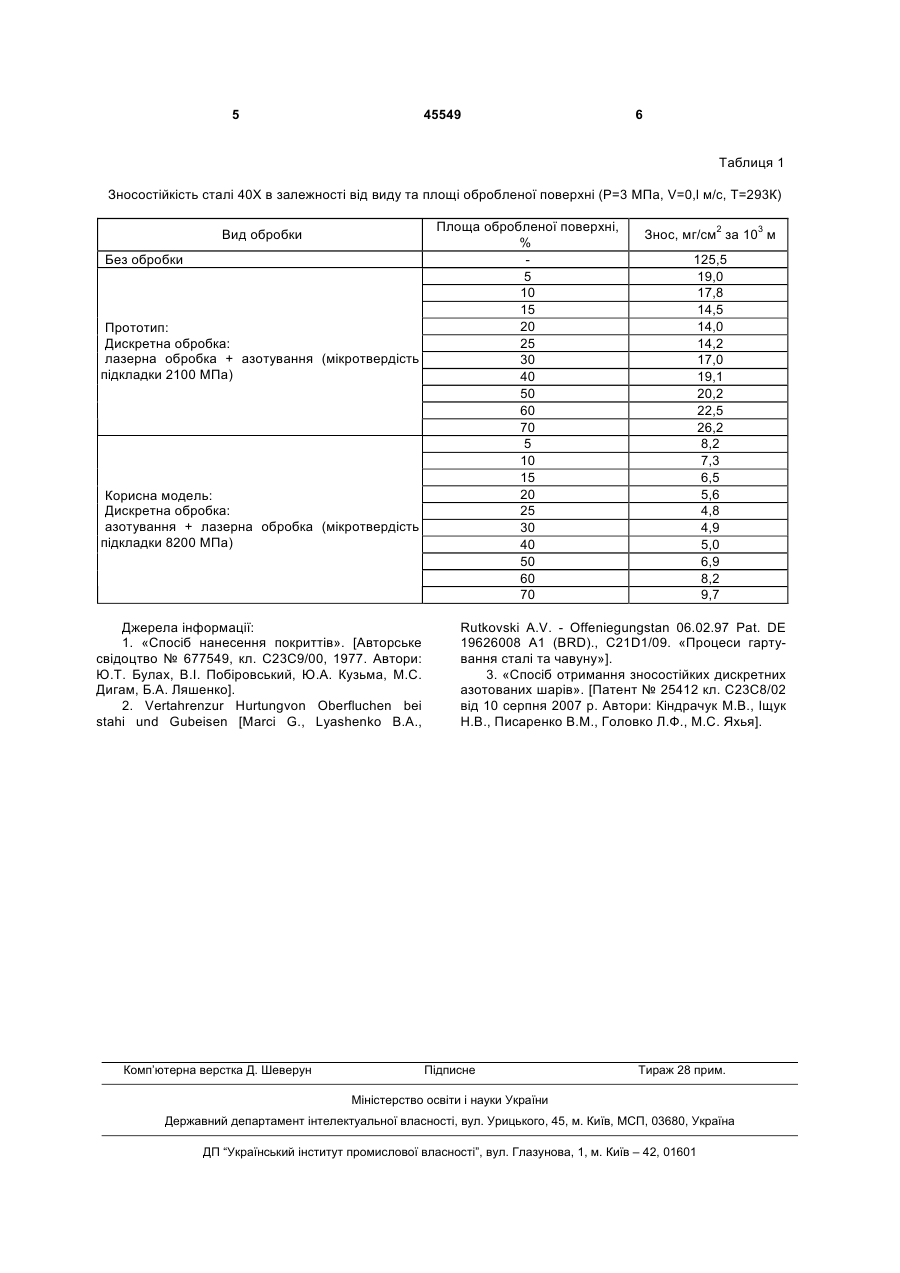
Спосіб дискретної обробки азотованих сталевих виробів, що включає лазерну обробку, який відрізняється тим, що обробку виконують після процесу азотування дискретно точками з потужніс5 8 2 тю лазерного випромінювання 10 -10 Вт/см , при оптимальному значенні площі оброблюваної поверхні сталевого виробу. (19) (21) u200906959 (22) 03.07.2009 (24) 10.11.2009 (46) 10.11.2009, Бюл.№ 21, 2009 р. (72) КІНДРАЧУК МИРОСЛАВ ВАСИЛЬОВИЧ, ДУХОТА ОЛЕКСАНДР ІВАНОВИЧ, ШЕВЧЕНКО ОЛЕКСІЙ ЛЕОНІДОВИЧ, ТІСОВ ОЛЕКСАНДР ВІКТОРОВИЧ, ГОЛОВКО ЛЕОНІД ФЕДОРОВИЧ, КОРБУТ ЄВГЕН ВАЛЕНТИНОВИЧ, КІНДРАЧУК ВІТАЛІЙ МИРОСЛАВОВИЧ 3 Показано, що локальні напруження в матеріалі в залежності від виду навантаження елементарного об'єму можуть бути спрогнозовані і розраховані зважаючи на механічні властивості, вигляд і структуру перехідної зони, яка виникає в результаті лазерної обробки. Експериментальними дослідженнями встановлено, що площа обробки повинна бути 15-25 %. Це обумовлено створенням такого напруженодеформованого стану, який забезпечує мінімальні локальні напруження при терті, що встановлено аналітичними розрахунками композиційного матеріалу. Мінімально навантажена матриця дає можливість релаксувати напруження, викликані силами тертя. Точкові зміцнюючі зони мають розміри 35 мм та розташовані на відстані ≈10 мм між центрами. В якості матеріалів, що зміцнюються, були використані сталі 18ХГТ, 40Х, 38ХМЮА. Підвищення зносостійкості при дискретній обробці, у порівнянні з суцільною обробкою, обумовлено таким напружено-деформованим станом, при якому напруження будуть мінімальними. Недоліками відомого способу є те, що дискретний азотований шар розташований на м'якій основі, мікротвердість якого для сталей 18ХГТ, 40Х і 38ХМЮА відповідно становить 1700 МПа, 2100 МПа і 2400 МПа. Зниження мікротвердості сталей, які мали мікротвердість після лазерної обробки відповідно 6500 МПа, 8200 МПа і 8900 МПа відбувається внаслідок відпуску при температурі азотування 800-860 К. В основу корисної моделі поставлено задачу удосконалити відомий спосіб шляхом дискретної лазерної обробки попередньо азотованих або цементованих поверхонь сталевих виробів, щоб забезпечити підвищення їх зносостійкості у широкому діапазоні навантажень за рахунок підвищення твердості основи (підкладки) та зниження напруження при терті. Поставлена задача удосконалити корисну модель вирішується тим, що спосіб дискретної обробки азотованих сталевих виробів полягає в хімікотермічній обробці (азотування) в середовищі аміаку при температурі 800-860 К із витримкою 15-20 год з наступною лазерною обробкою, згідно з корисною моделлю, новим є те, що лазерну обробку виконують після азотування дискретно точками із площею обробки 20-35 % від загальної площі сталевого виробу, з потужністю 105-108 Вт/см2. 45549 4 Після дискретної обробки, на матеріалі, в якому між зміцненою ділянкою і матрицею є кільцева перехідна зона з відомим законом зміни в ній механічних властивостей, досліджено характер напруженого стану, що виникає в умовах навантаження силами тертя ковзання. Показано, що локальні напруження в матеріалі в залежності від виду навантаження елементарного об'єму можуть бути спрогнозовані і розраховані зважаючи на механічні властивості, вигляд і структуру перехідної зони, яка виникає в результаті лазерної обробки. Експериментальним шляхом встановлено, що існує оптимальне значення площі обробки. Це обумовлено створенням такого напруженодеформованого стану, який забезпечує мінімальні напруження при терті, що встановлено аналітичними розрахунками композиційного. Мінімально навантажена матриця дає можливість релаксувати напруження, викликані силами тертя. Точкові зміцнюючі зони мають розміри до 5 мм з глибиною до 4 мм та розташовані з фіксованим кроком обробки. Мікротвердість дискретних ділянок сталей становила: 18ХГТ - 6500 МПа, 40Х - 8200 МПа, 38Х2МЮА - 8900 МПа. Підвищення зносостійкості при дискретній обробці азотованих шарів у порівнянні з азотуванням попередньо оброблених лазером сталей (див. таблицю 1), обумовлено зниженням градієнту твердості між покриттям і основою та таким напружено-деформованим станом дискретної структури, при якому напруження будуть мінімальними. Приклад реалізації способу. Спосіб використовується для зміцнення борштанг 88В-159 (матеріал сталь 40Х) та ножів для різки металу НШГ-50 (матеріал сталь ХВГ) на термогальванічному заводі, м. Київ. Азотування проводили на установці ВІПА-1 протягом 20 год, товщина отриманого азотованого шару становила 0,3 мм. Лазерну обробку виконували на установці ЛАТУС-31 при потужності лазерного випромінювання 10 Вт/см за розрахованим оптимальним значенням глибини обробки. Щільність зміцнених ділянок для борштанги та ножів становила від 20 до 40 %. Коефіцієнт підвищення зносостійкості становив: для борштанги 2,7 та для ножів 3,1. Наведений приклад підтверджує досягнення технічного результату при здійсненні заявленого способу. 5 45549 6 Таблиця 1 Зносостійкість сталі 40Х в залежності від виду та площі обробленої поверхні (Р=3 МПа, V=0,l м/с, Т=293К) Вид обробки Без обробки Прототип: Дискретна обробка: лазерна обробка + азотування (мікротвердість підкладки 2100 МПа) Корисна модель: Дискретна обробка: азотування + лазерна обробка (мікротвердість підкладки 8200 МПа) Джерела інформації: 1. «Спосіб нанесення покриттів». [Авторське свідоцтво № 677549, кл. С23С9/00, 1977. Автори: Ю.Т. Булах, В.І. Побіровський, Ю.А. Кузьма, М.С. Дигам, Б.А. Ляшенко]. 2. Vertahrenzur Hurtungvon Oberfluchen bei stahi und Gubeisen [Marci G., Lyashenko B.A., Комп’ютерна верстка Д. Шеверун Площа обробленої поверхні, % 5 10 15 20 25 30 40 50 60 70 5 10 15 20 25 30 40 50 60 70 Знос, мг/см2 за 103 м 125,5 19,0 17,8 14,5 14,0 14,2 17,0 19,1 20,2 22,5 26,2 8,2 7,3 6,5 5,6 4,8 4,9 5,0 6,9 8,2 9,7 Rutkovski A.V. - Offeniegungstan 06.02.97 Pat. DE 19626008 A1 (BRD)., C21D1/09. «Процеси гартування сталі та чавуну»]. 3. «Спосіб отримання зносостійких дискретних азотованих шарів». [Патент № 25412 кл. С23С8/02 від 10 серпня 2007 р. Автори: Кіндрачук М.В., Іщук Н.В., Писаренко В.М., Головко Л.Ф., М.С. Яхья]. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for discrete treatment of the nitrogenized steel articles
Автори англійськоюKindrachuk Miroslav Vasyliovych, Dukhota Oleksandr Ivanovych, Shevchenko Oleksii Leonidovych, Tisov Oleksandr Viktorovych, Holovko Leonid Fedorovych, Korbut Yevhen Valentynovych, Kindrachuk Vitalii Myroslavovych
Назва патенту російськоюСпособ дискретной обработки азотированных стальных изделий
Автори російськоюКиндрачук Мирослав Васильевич, Духота Александр Иванович, Шевченко Алексей Леонидович, Тисов Александр Викторович, Головко Леонид Федорович, Корбут Евгений Валентинович, Киндрачук Виталий Мирославович
МПК / Мітки
МПК: C23C 8/80
Мітки: спосіб, виробів, обробки, дискретної, азотованих, сталевих
Код посилання
<a href="https://ua.patents.su/3-45549-sposib-diskretno-obrobki-azotovanikh-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дискретної обробки азотованих сталевих виробів</a>
Спосіб отримання зносостійких дискретних азотованих шарів
Номер патенту: 25412
Опубліковано: 10.08.2007
Автори: Писаренко Володимир Миколайович, Кіндрачук Мирослав Васильович, Мутхі Собхі Яхья, Головко Леонід Федорович, Іщук Наталія Володимирівна
МПК: C23C 8/02
Мітки: шарів, дискретних, спосіб, отримання, азотованих, зносостійких
Формула / Реферат:
Спосіб отримання зносостійких азотованих шарів, що включає лазерну обробку поверхні сталевих виробів з наступним азотуванням в середовищі аміаку при температурі 800-860 К із витримкою 15-20 годин, який відрізняється тим, що лазерну обробку виконують дискретно із площею обробки 15-25 % від загальної площі сталевого виробу з потужністю 103-104 Вт/см2.
Спосіб комбінованої лазеро-хіміко-термічної обробки сталевих виробів
Номер патенту: 31198
Опубліковано: 25.03.2008
Автори: Головко Леонід Федорович, Мутхі Собхі Яхья, Кіндрачук Мирослав Васильович, Корнієнко Анатолій Миколайович, Писаренко Володимир Миколайович, Іщук Наталія Володимирівна
МПК: C23C 8/02
Мітки: комбінованої, спосіб, лазеро-хіміко-термічної, виробів, сталевих, обробки
Формула / Реферат:
Спосіб комбінованої лазеро-хіміко-термічної обробки сталевих виробів, що включає азотування в середовищі аміаку при температурах 800-860 К, який відрізняється тим, що проводять попереднє лазерне легування елементами хрому або молібдену, або алюмінію сталевих виробів з площею обробки 15-25 % від загальної площі сталевого виробу з потужністю лазерного випромінювання 0,9-1,1 кВт, швидкістю пересування лазерного променя 0,5; 0,8; 1,2;...
Спосіб обробки сталевих виробів у газових середовищах
Номер патенту: 63105
Опубліковано: 15.01.2004
Автори: Іваніцин Микола Петрович, Ткаченко Микола Степанович, Милославський Олександр Григорович, Демянюк Оксана Олегівна, Буравлев Юрій Матвійович
Мітки: газових, середовищах, спосіб, виробів, сталевих, обробки
Формула / Реферат:
Винахід відноситься до металургії, конкретно до способу прискорення хіміко-термічної обробки (ХТО) сталей, і може бути застосований при короткочасному азотуванні сталевих виробів.Відомий спосіб ХТО металевих виробів, що включає попереднє нанесення на поверхню виробів шаруючи оксидів металу і насичення їхньої поверхні азотом у газовому середовищі при температурі 500-800°С /1/.Недоліком цього способу є необхідність попереднього...
Спосіб обробки сталевих виробів у газових середовищах

Номер патенту: 54658
Опубліковано: 17.03.2003
Автори: Іваніцин Микола Петрович, Буравльов Юрій Матвійович, Мілосласький Олександр Григорович, Гаєвий Олександр Олександрович, Ткаченко Микола Степанович
Мітки: спосіб, обробки, середовищах, газових, сталевих, виробів
Формула / Реферат:
Спосіб обробки сталевих виробів у газових середовищах, що включає попереднє оксидування та наступну хіміко-термічну обробку, який відрізняється тим, що попереднє оксидування ведуть у потоці повітря при температурі 800-1000°С протягом 10 хвилин, після чого проводять короткочасну цементацію.
Спосіб отримання рельєфних зносостійких азотованих шарів стальних деталей
Номер патенту: 44643
Опубліковано: 12.10.2009
Автори: Рутковський Анатолій Віталійович, Марчук Володимир Єфремович, Калініченко Віталій Іванович, Ляшенко Борис Артемович, Шульга Іван Федорович, Цибаньов Георгій Васильович
Мітки: спосіб, стальних, шарів, рельєфних, деталей, отримання, азотованих, зносостійких
Формула / Реферат:
Спосіб отримання рельєфних зносостійких азотованих шарів стальних деталей, що включає механічне утворення на поверхні тертя рельєфу заглибин, що утримують мастильні матеріали та вилучені абразивні частки, який відрізняється тим, що після механічного утворення рельєфу заглибин на поверхні тертя поверхню тертя і заглибини додатково піддають іонному азотуванню.