Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Кондратюк Станіслав Євгенович, Шинський Олег Йосипович, Санніков В'ячеслав Олександрович, Примак Іван Никонорович, Щеглов Володимир Михайлович
Формула / Реферат
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі частки надходять в потік металу, що рухається вздовж стрижня, та до металоприймача, де відбувається їх додаткове взаємне змішування, а сформована при цьому рідко-тверда фаза через бокові живильники заповнює ливарну форму /виливницю/ з безперервною зміною рівня подачі металу, при цьому необхідне співвідношення між твердою та рідкою фазами регулюється співвідношенням мас рідкого металу, що подається на вібруючий стрижень-холодильник, чи вздовж його поверхні безпосередньо в кільцевий металоприймач.
2. Пристрій для здійснення способу по п. 1 включає форму /кокіль, виливницю/, піддон, надставку, центральний стрижень-холодильник, ливникову чашу, кільцевий металоприймач з системою живильників та пристрій для вібрації стрижня, який відрізняється тим, що ливникова чаша має систему наскрізних отворів, розташованих під різними кутами до осі стрижня, які забезпечують формування розрізнених потоків металу з спрямуванням частини їх на вібруючий стрижень, а частини вздовж нього, при цьому величина отворів та їх нахил виконуються за умови необхідного співвідношення мас металу, що спрямовується на стрижень, чи безпосередньо до метало приймача, а кільцевий металоприймач на боковій поверхні має систему наскрізних отворів /живильників/, кількість, розміри та розташування яких визначаються виходячи з необхідності забезпечення стабільності надходження рідко-твердої фази в порожнину форми без ударів в її стінки та сприяють формуванню рівномірної температури по перерізу виливка /зливка/.
Текст
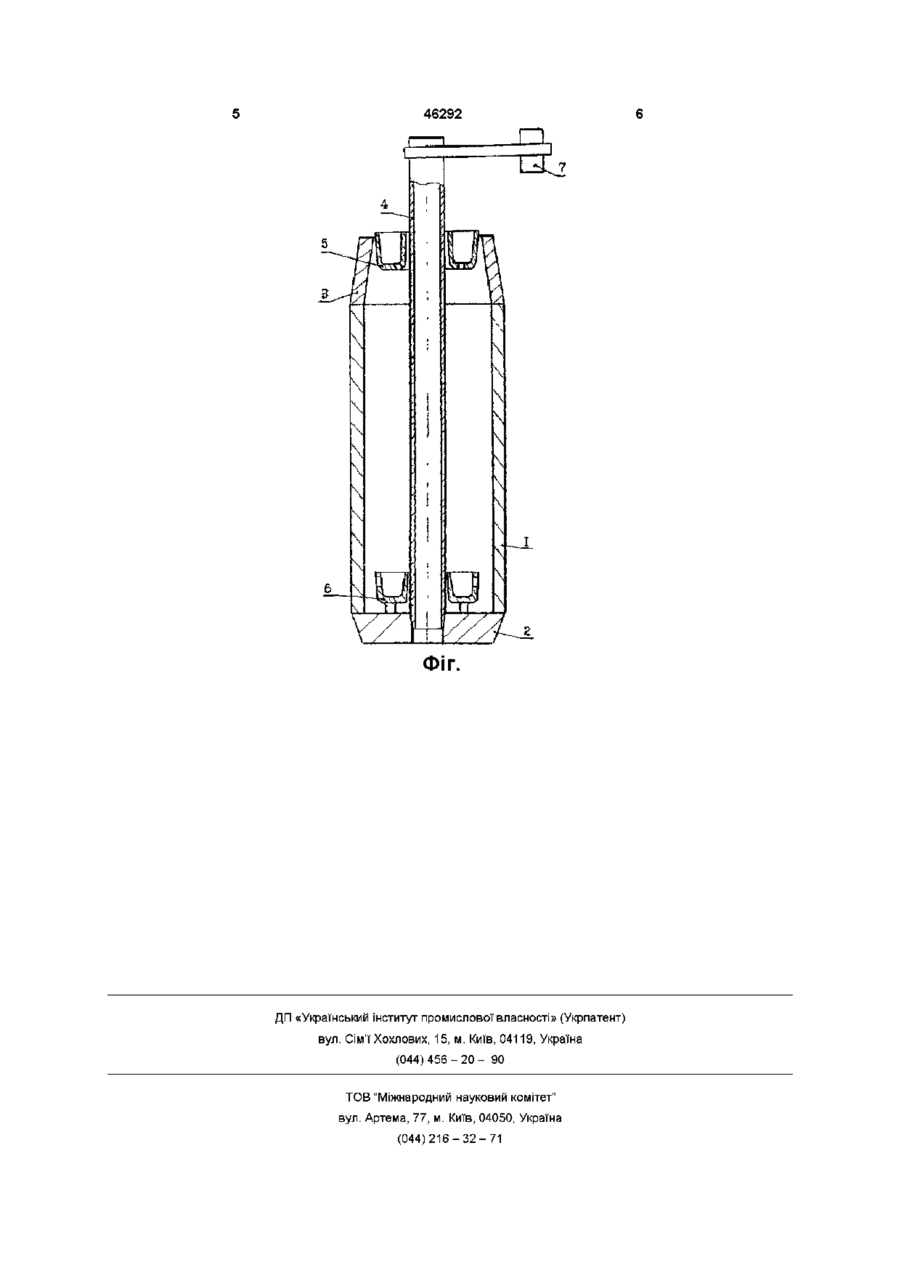
1 Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі частки надходять в потік металу, що рухається вздовж стрижня, та до металоприймача, де відбувається їх додаткове взаємне змішування, а сформована при цьому рідко-тверда фаза через бокові живильники заповнює ливарну форму /виливницю/ з безперервною зміною рівня подачі металу, при цьому необхідне співвідношення між твердою та рідкою фазами регулюється співвідношенням мас рідкого металу, що подається на вібруючий стрижень-холодильник, чи вздовж його поверхні безпосередньо в кільцевий металоприймач 2 Пристрій для здійснення способу по п 1 включає форму /кокіль, ВИЛИВНИЦЮ/, ПІДДОН, надставку, центральний стрижень-холодильник, ливникову чашу, кільцевий металоприймач з системою живильників та пристрій для вібрації стрижня, який відрізняється тим, що ливникова чаша має систему наскрізних отворів, розташованих під різними кутами до осі стрижня, які забезпечують формування розрізнених потоків металу з спрямуванням частини їх на вібруючий стрижень, а частини вздовж нього, при цьому величина отворів та їх нахил виконуються за умови необхідного співвідношення мас металу, що спрямовується на стрижень, чи безпосередньо до метало приймача, а кільцевий металоприймач на боковій поверхні має систему наскрізних отворів /живильників/, КІЛЬКІСТЬ, розміри та розташування яких визначаються виходячи з необхідності забезпечення стабільності надходження рідко-твердої фази в порожнину форми без ударів в и стінки та сприяють формуванню рівномірної температури по перерізу виливка /зливка/ (О Винахід відноситься до області ливарного виробництва та металургії і може бути використаний при виготовленні порожнистих довгомірних виливків та зливків з чорних та кольорових металів і сплавів Сифонне підведення металу до ливарної форми при виготовленні порожнистих довгомірних виливків та зливків створює труднощі для спрямованного їх тверднення та забезпечення ЩІЛЬНОСТІ ПО ВСІЙ ВИСОТІ При заливці металу зверху забезпечуються більш сприятливі умови спрямованої кристалізації металу, що твердне Проте поряд з проблемами забезпечення ЩІЛЬНОСТІ порожнистих довгомірних виливків та зливків додається проблема захисту поверхні форми від бризок металу, щоб запобігти утворенню поверхневих дефектів та зменшити витрати на фінішні операції Існує також проблема запобігання утворенню тріщин в зоні контакту з внутрішнім стрижнем Існує спосіб отримання таких зливків з використанням пристрою для приймання потоку металу, що подається зверху, і уловлювання бризок /а с СРСР №520175, кл В22Д7/12, 1976/ Недолік цього способу полягає в тому, що пристрій в процесі заливки некеровано зміщується щодо поверхні металу, не забезпечує стабільності процесу Для боротьби з тріщинами, щоб забезпечити проміжок між внутрішньою порожниною, що формується, і стрижнем, застосовують різні способи коливання стрижнів, наприклад, конусоподібне переміщення стрижня /а с СРСР №1507819, кл В22Д7/04, 1989/ Найближчими за технічним рішенням щодо винаходу, що заявляється, у частині заливки зверху порожнистих виливків є а с СРСР №150835, кл В22Д7/04, 1990, а в частині впливу на метал в процесі кристалізації - а с СРСР №1496911, кл В22Д7/04, 1987 Використання пристрою згідно з а с №1570835 неможливе для довгомірних порожнистих виливків та зливків, оскільки зі збільшенням довжини гнучкого сильфону не вдається запобігти контакту його з рідким металом При наявності ж такого контакту забезпечується надійність роботи сильфону Крім того, за своїми розмірами цей пристрій не може бути використаний для виготовлення тонкостінних порожнистих виливків Винахід за а с №496911 не забезпечує спрямованного тверднення по висоті виливка або зливка, що особливо потрібно для забезпечення ЩІЛЬНОСТІ металу по всій висоті довгомірних порожнистих виробів В основу винаходу поставлено задачу розробити новий спосіб отримання довгомірних порожнистих виливків та зливків, а також пристрій для його здійснення, які шляхом керованої заливки зверху форм металом та спрямованого послідовного тверднення металу в ливарній формі або у виливниці знизу вгору забезпечують ЩІЛЬНІСТЬ порожностих довгомірних виливків по всій висоті, необхідну якість їх поверхні, подрібнення структури та підвищення рівня їх фізико-механічних властивостей Поставлена задача вирішується тим, що в способі одержання довгомірних порожнистих виливків та зливків, що включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, згідно з винаходом, метал через систему каналів ливникової! чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі частки надходять в потік металу, що рухається вздовж стрижня, та до металоприймача, де відбувається їх додаткове взаємне змішування, а сформована при цьому рідко-тверда фаза через бокові живильники заповнює ливарну форму /виливницю/ з безперервною 46292 зміною рівня подачі металу При цьому необхідне співвідношення між твердою та рідкою фазами регулюється співвідношенням мас рідкого металу, що подається на вібруючий стрижень-холодильник, чи вздовж його поверхні безпосередньо в кільцевий металоприймач Крім того, пристрій, який включає форму /кокіль, ВИЛИВНИЦЮ/, ПІДДОН, надставку, центральний стрижень-холодильник, ливникову чашу, кільцевий металоприймач з системою живильників та пристрій для вібрації стрижня, в якому, згідно з винаходом, ливникова чаша має систему наскрізних отворів, розташованих під різними кутами до осі стрижня, які забезпечують формування розрізнених потоків металу з спрямуванням частини їх на вібруючий стрижень, а частини вздовж нього, при цьому величина отворів та їх нахил виконуються за умови необхідного співвідношення мас металу, що спрямовується на стрижень, чи безпосередньо до металоприймача, а кільцевий металоприймач на боковій поверхні має систему наскрізних отворів /живильників/, КІЛЬКІСТЬ, розміри та розташування яких визначається, виходячи з необхідності і забезпечення стабільності надходження рідко-твердої фази в порожнину форми без ударів в її стінки та сприяють формуванню рівномірної температури по перерізу виливка /зливка/ На фіг представлена схема пристрою кокіль /виливниця/ 1, піддон 2, надставка 3, центральний стрижень-холодильник 4, ливникова чаша 5, кільцевий металоприймач з системою живильників 6, пристрій для вібрації стрижня 7 При заливці форми кільцевий металоприймач піднімається металом вгору по мірі змінення рівня металу в ливарній формі або виливниці, це забезпечує спокійну заливку форми металом безпосередньо під рівень металу в формі і спрямоване тверднення порожнистого виливка чи зливка різної висоти Вібрація центрального стрижня не тільки генерує тверду фазу в процесі заливки, а і суттєво впливає на процеси кристалізації, структуроутворення, фізикомеханічні властивості металу та формування внутрішньої контактної зони виливків та зливків з центральним стрижнем Все це забезпечує ЩІЛЬНІСТЬ порожнистих довгомірних виливків та зливків за всією висотою, якість їх поверхні, подрібнення структури та підвищення рівня фізико-механічних властивостей литого металу 46292 ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м. Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюPrymak Ivan Nykonorovych, Schehlov Volodymyr Mykhailovych, Shynskyi Oleh Yosypovych, Kondratiuk Stanislav Yevhenovych
Автори російськоюПримак Иван Никонорович, Щеглов Владимир Михайлович, Шинский Олег Иосифович, Кондратюк Станислав Евгеньевич
МПК / Мітки
МПК: B22D 7/04
Мітки: одержання, зливків, порожнистих, пристрій, спосіб, виливків, довгомірних, здійснення
Код посилання
<a href="https://ua.patents.su/3-46292-sposib-oderzhannya-dovgomirnikh-porozhnistikh-vilivkiv-i-zlivkiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення</a>
Пристрій для електрошлакової виплавки порожнистих зливків

Номер патенту: 35800
Опубліковано: 16.04.2001
Автори: Корнійчук В'ячеслав Анатолійович, Комнацький Олександр Леонідович, Дудник Михайло Іванович, Бондаренко Леонід Іванович, Гладкий Євген Дмитрович, Марченко Олександр Михайлович, Адєєв Дмитро Вадимович, Москалик Микола Вікторович
Мітки: зливків, електрошлакової, пристрій, порожнистих, виплавки
Формула / Реферат:
1. Пристрій для електрошлакової виплавки порожнистих зливків, що складається з кристалізатора і дорна з кронштейнами, які одночасно виконують роль патрубків підведення та відведеная охолоджувача всистемі охолодження дорна, з допомогою яких він жорстко кріпиться в середині кристалізатора в зоні шлакової ванни, який відрізняється тим, що верхня грань кронштейнів розташовується в одній площини з верхньою поверхнею дорна, створюючи таким...
Спосіб центрування довгомірних вантажів і пристрій для його здійснення
Номер патенту: 17486
Опубліковано: 06.05.1997
Автори: Коровець Ігор Володимирович, Козлинський Мирослав Петрович
МПК: B66F 9/06
Мітки: довгомірних, центрування, пристрій, спосіб, вантажів, здійснення
Формула / Реферат:
1. Спосіб центрування довгомірних вантажів, який включає в себе взяття вантажу на вила, нахил його на каретку, пересування вантажу до суміщення центру ваги вантажу з поздовжньою віссю захвату, який відрізняється тим, що навантаження, яке діє на каретку, передають на вертикально розміщені вали.2. Пристрій для центрування довгомірних вантажів, який має пару вил круглого січення, змонтованих на каретці навантажувача з можливістю...
Спосіб позиціювання довгомірних вантажів і пристрій для його здійснення
Номер патенту: 17826
Опубліковано: 03.06.1997
Автори: Козлинський Мирослав Петрович, Зінько Роман Володимирович
МПК: B66F 9/06
Мітки: здійснення, позиціювання, пристрій, вантажів, довгомірних, спосіб
Формула / Реферат:
1. Спосіб позиціювання довгомірних вантажів, при якому піднімають вантаж, захоплюють його гаками двотаврової балки, позиціонують, вирівнюючи в ряд, який відрізняється тим, що позиціювання здійснюють шляхом врівноважування.2. Спосіб позиціювання за п. 1, який відрізняється тим, що вантаж врівноважують, визначивши наявність кута перекосу двотаврової балки вантажопідйомного механізму.3. Пристрій для позиціювання довго-мірних...
Спосіб одержання порожнистих виливків
Номер патенту: 20248
Опубліковано: 15.07.1997
Автори: Бойко Георгій Олександрович, Тісновський Леонід Рахмилович, Дудник Михайло Іванович, Пузрін Леонід Густавович, Бондаренко Леонід Іванович, Баранчук Олександр Іванович, Ямковой Віктор Анатолійович
МПК: C22B 9/18
Мітки: одержання, виливків, спосіб, порожнистих
Формула / Реферат:
Способ получения полых слитков, в неподвижном кристаллизаторе с использованием конического дорна, установленного соосно и не связанного с ним, путем переплава расходуемого электрода в виде полой заготовки, отличающийся тем, что в начале процесса выплавки слитка при неподвижной затравке дорн перемещают вверх до момента наплавлення слоя металла толщиной, достаточной для образования гарантированного сплавлення слитка с затравкой, после чего...
Спосіб з’єднання судин та інших порожнистих органів тварини або людини й пристрій для його здійснення
Номер патенту: 39907
Опубліковано: 16.07.2001
Автори: Сидоренко Дмитрій Федорович, Патон Борис Євгенович, Карчемський Володимир Ігорович, Іванова Ольга Миколаївна, Васильченко Валерій Андрійович, Живодерніков Євгеній Вікторович, Ляшенко Андрій Олександрович, Фурманов Юрій Олександрович, Ворона Давид Семенович, Лєбєдєв Олексій Володимирович, Фурманов Олександр Юрьєвич, Савицька Ірина Михайлівна, Ємченко-Рибко Віталій Петрович, Лєбєдєв Володимир Костянтинович
МПК: A61B 18/12, A61B 17/00
Мітки: здійснення, органів, спосіб, пристрій, з'єднання, порожнистих, судин, тварини, людини, інших
Формула / Реферат:
1. Спосіб з'єднання судин та інших порожнистих органів тварини або людини, який включає зведення з'єднуваних судин та нагрівання місця з'єднання, пропусканням через нього струму високої частоти, який відрізняється тим, що перед зведенням з'єднуваних судин проводять відбортування вільного кінця кожної судини з повертанням стінок судини на 180° на циліндричні напіввтулки-електроди із одночасною герметизацією судини шляхом стиснення його...
Попередній патент: Спосіб одержання відливок
Наступний патент: Спосіб виплавки сплавів в електронно-променевих установках
Випадковий патент: Спосіб взяття кісткомозкового пунктату у собак